
数控机床伺服电机故障处理实例
2010-03-02 08:07陈才安
设备管理与维修 2010年7期
陈才安
1.故障经过
维护人员进行设备点检时,发现磨辊间1台MK84160×70型数控轧辊磨床的头架主轴电机(1PH7224-2NF00-ODA0型西门子交流主轴伺服电机,71kW,2000r/min)运行中输出轴侧有极其轻微的沙沙响声,电机表面温度正常(约为35℃)。借助专用轴承电子听诊器,仔细检查轴承运行情况,结合设备前期运行工况,未超负荷运行,而且使用仅2年,认为响声属于正常,计划年底大中修期间拉到专业厂家进行检修。但部分电机专业人员根据电机密封环磨损的铁末,按照普通轴承使用经验,认为轴承已碎,需要更换,最后决定送电机维修厂检修。
2.常规处理方法
电机维修厂专业人员拆解电机后未发现输出轴侧轴承有缺油和磨损现象,但发现风机侧轴承有径向间隙,决定更换。因现场没有原型号轴承(SKF 6216-Z/C3,C3属于大游隙),改用其他型号轴承代替(FAG UN2216E-M1,M1属于小游隙)。拉回电机,安装、试车,电机振动噪声比安装前大,因生产任务紧,试运行。此后巡检人员报告电机表面温度超过点检标准规定值,软件监测电机定子内温度已达到109℃,检查发现机床制造厂家在611U伺服系统控制器对电机温度检测控制的软件参数设置为P1602(电机超温警告阈值)=120℃,P1607(关断电机极限温度)=155℃。由于温度低于设定阈值,设备正常运行,但电机内嵌的德国海德汉ERN1331系列编码器系统最高可耐温度是120℃,因此立即停机。
至此,电机故障已由轻微响声变为发热,故障升级,分析主要原因是对交流伺服电机和普通电机差别认识不足。西门子1PH7电机是配有鼠笼式转子的空冷型4极异步电机,结构坚固、低维护,在数控机床,一般作为SIMODRIVE611系统的主轴电机使用,这次电机出现明显发热也是初次遇到。
按照检修规定,继续联系电机维修厂处理。此次电机维修厂现场重新对电机进行找正,更换电机输出轴侧轴承(轴承原型号FAG NU2216E.TVP2,替换型号 FAG NU2216E-M1)。试车,电机噪声较大,温度未降低。仔细检查电机定子和转子部分,未发现问题,排除拆卸过程中电机二次损坏的可能性。购买电机原型号轴承,全部重装,发现输出轴侧和风机侧轴承均发热,空转20min后表面温度达到55℃左右。联系轴承厂家,厂家要求改进装配方法,包括用标准油进行油浴加热,轴承润滑脂只装1/3略多。再次重装轴承、试车,电机发出较大非常规噪声,西门子技术支持解释为:在工频380V,50Hz对1PH7主轴伺服电机通电试车,可能会烧毁电机,必须在变频环境下进行。变频环境下试车,电机温度稍高,噪声稍大,但较前一次明显好转。虽然故障未彻底解决,因生产需要,组织人员特护运行。
3.控制系统处理法
使用西门子伺服系统调试配置软件SimoComU监测电机运行参数,发现电机转速和力矩电流波动范围分别为597~601r/min和-55~106A,定子温度约稳定在67℃,根据经验,电机转速波动范围过大。根据伺服系统控制框图(图1),编码器反馈值是关键环节,直接影响电机速度环和电流环控制过程,电机异常发热和速度波动,很可能是编码器部分出现问题。考虑到电机检修过程中,装在电机尾端的编码器被反复拆装,为此利用换辊期间重新检查电机,发现编码器安装确有问题,连接电机转子轴和编码器的紧固螺栓加力过大(要求为3kg左右),造成编码器反馈速度值波动偏大,导致速度和电流控制器不断补偿调整,电机出现异常温升和噪声。

图1
重新安装调整编码器,24h内电机内部定子温度波动范围为42~47℃,考虑环境温度变化,属于正常,但噪声依然比原始声音大,因更换轴承,故也算正常。再用SimoComU软件监测电机运行参数,转速和力矩电流波动范围分别为599~600r/min和55~250A,定子温度稳定在47℃左右。其中力矩电流随负载变化,此时电机负载比第一次监测时大,而温度未上升,表明已经恢复正常。
电机动态曲线见图2,可以看出,在0~512ms采样时间内,转速实际值基本接近直线。由于采样时间短,扭矩和负载实际值呈现较大波动,但没有特别大的尖峰和低谷,若延长采样时间,趋势亦较平稳(包括温度曲线),因此,电机瞬间运行状态平稳。
4.伺服电机检修注意事项
(1)维修人员最好经过培训或选择专业厂家,请专业人员现场指导,切不可采用普通电机检修方法。
(2)检修前要准备好轴承、润滑脂、专用工具等备件材料。
(3)检修中要特别注意细节,严格按照技术要求操作,遗漏任何细节均会影响检修质量。
(4)伺服电机故障处理不仅是电机问题,还涉及数控和传动知识,只有全面分析、综合各种可能性,才能准确判断故障,否则会导致故障扩大。
(5)要充分利用软件,结合数据和图表判断、查找故障,提高故障处理速度。
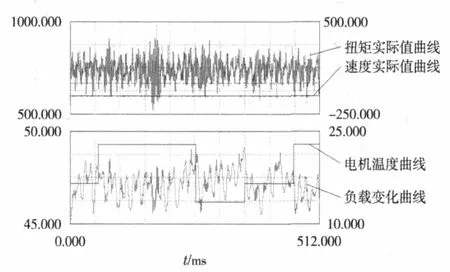
图2
1 潘海丽.数控机床故障分析与维修[M].西安:西安电子科技大学出版社,2006
W10.07-16
猜你喜欢
微特电机(2020年11期)2020-12-30
铁路通信信号工程技术(2019年6期)2019-01-17
电子制作(2018年17期)2018-09-28
成都信息工程大学学报(2018年3期)2018-08-29
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年7期)2018-01-19
经营者·汽车商业评论(2016年12期)2017-03-08
太空探索(2016年9期)2016-07-12
工业设计(2016年6期)2016-04-17
电子器件(2015年5期)2015-12-29

- 设备管理与维修的其它文章
- Ф3m×12m圆筒混合机的改进