条并卷机平带成卷初探
2010-05-02 02:56陈俊梅
科学之友 2010年11期
陈俊梅
(山西鸿基科技股份有限公司,山西 晋中 030601)
近年瑞士立达公司研制的E35型条并卷机,虽然到目前为止仍未在国内亮相,但因其结构新颖性和高速化,早已引起精梳工作者的极大兴趣与关注,山西鸿基科技股份有限公司于2007年7月开始研制采用平带成卷的SXF1359型条并卷机,于2008年7月参加了上海举办的国际纺机展览会。
采用平带成卷,与传统的成卷罗拉成卷有很大的差别,研发时应当特别注意。
1 避开E35结构专利
其实瑞士立达公司早几年前已经在研制E35型条并卷机,有关这方面的发明专利就有四项,必须一一认真查阅。
2 棉卷成卷时的成卷压力
平带成卷与传统的成卷罗拉成卷原理截然不同。成卷罗拉成卷是依靠前后两只成卷罗拉支承,成卷压力是由筒管压向成卷罗拉,在成卷罗拉的带动下,筒管旋转,将输入棉层卷绕在筒管上成卷。随着棉卷的增大,筒管逐步上升。而平带成卷时,筒管的中心位置不变,筒管被平带包覆一定的表面,靠着平带的一定的张力,对其包覆面施压,由平带的运动,带动筒管旋转,输入棉层卷绕在筒管上成卷。随着棉卷的增大,平带对棉卷的包覆角与包覆面逐渐增大。
由于成卷原理的区别,棉卷成卷时压力也不同,设计人员必须特别注意,万不可忽略。
成卷罗拉成卷时的加压原理见图1。
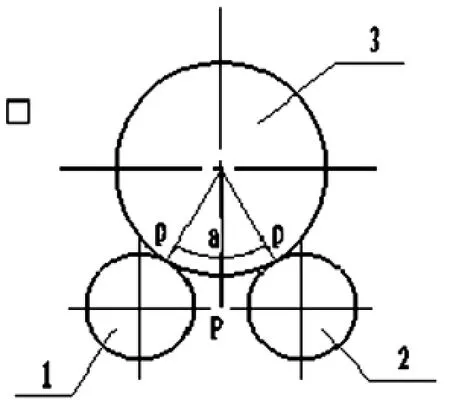
图1 罗拉加压时成卷原理图
图中1、2为前后成卷罗拉,3为棉卷,P为施加于筒管上的作用力,p为棉卷成卷罗拉的压力或成卷罗拉对棉卷的反作用力,α为棉卷与成卷前后罗拉接触点间的夹角。在P力的作用下,棉卷受到的压力为p,在P力不变的情况下,α的变化不改变p力的值。平带成卷时加压原理见图2。图中1为平带,2为棉卷,P为作用于平带上的拉力。在P力的作用下,平带对棉卷包覆的一段圆弧面内,都受到平带张力对棉卷的压力,形成成卷压力。平带对棉卷包覆面的压力,随着接触点的位置不同,棉卷上的成卷压力亦不同。当平带对棉卷的包覆角为 180°时,180°两点处的成卷压力为0,最下方的成卷压力最大,两侧压力逐渐减小,呈曲线分布。当平带与棉卷的包覆角为0°时,不管平带拉力P有多大,棉卷的成卷压力仅为0,所以棉卷无法成卷。所以平带成卷时,尽量增大平带对棉卷的包角,在所需成卷力不变的情况下,可降低平带拉力P,减少动力消耗,提高平带寿命。
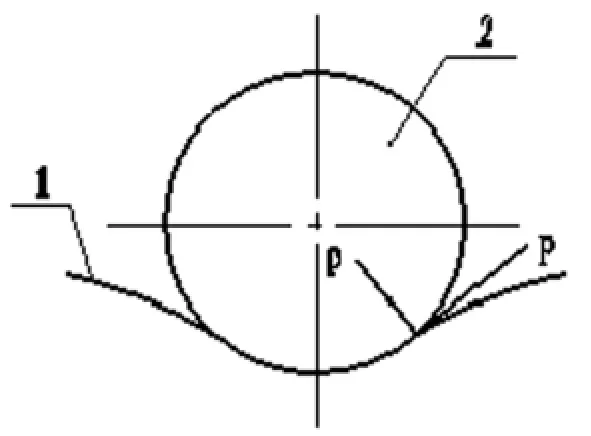
图2 平带成卷原理图
3 紧压罗拉与棉卷之间张力牵伸
在传统的成卷罗拉成卷机构中,紧压罗拉与后成卷罗拉之间的张力牵伸E32型条并卷机为1.005倍。国产各种型号的条并卷机亦基本采用1.005倍左右牵伸倍数。条卷机的牵伸倍数为1.026,并卷机的张力牵伸倍数为1.03倍。
平带成卷紧压罗拉与棉卷张力根据我们试验,需达起到1.056倍方可达到不涌条要求,较成卷罗拉的机构成卷张力大的多。据初步分析认为,其主要原因是:由于SXF1359型条并卷机棉网喂入处为被动带轮位置,平带弹性滑动导致从动轮的圆周速度低于主动轮的圆周速度,产生了速度损失。而在张力牵伸计算时,却采用的是主动轮的转速,所以引起涌条。其次是由于平带与棉卷为光滑面接触,特别是在平带对棉卷的包角较小时,容易出现棉卷与平带打滑的可能,致使成卷出现涌条。为了在成卷时平带不粘花,平带表面必须为光滑表面,而且应当防静电。为了防止成卷时打滑,应当在平带表面隔段粘贴具有一定厚度的窄条塑料带。
4 平带成卷时棉卷起泡问题
根据立达公司E35型条并卷机资料介绍,平带与棉卷采用大包覆角可以防止棉卷成卷过程中的起泡。事实上平带成卷确实存在棉卷起泡,而且不能同成卷罗拉那样通过调节解决。因为同一根平带只能具有同一个速度,不可能出现不同区段具有不同的速度。所以,平带成卷必须使平带对棉卷具有较大的包角。E35型条并卷机平带对棉卷的包角为180°~270°。即空筒管时包覆角为180°,当棉卷直径达到φ650mm时,其最大包覆角为270°。为了回避立达专利,成卷机构包覆角可能较小,此时应当增加附加包覆机构。附加包覆机构对棉卷不需施加太大的压力,只需使棉卷松驰区不扩张即可。有关棉卷成卷时起泡问题,《精梳棉卷成卷过程中的起泡问题分析》一文中作了详细分析,此处不再熬述。
5 平带的边缘
对于整条平带的质量要求,瑞士立达公司有关专利具有详细的说明,可以参阅。平带的边缘,首先应当做到特别光滑,因为在成卷时,棉层均匀分布在平带上,由于棉卷的宽度必然要比平带的宽度宽,所以平带上棉层的宽度,尤其在接近棉卷处,棉层宽度也较平带宽。由于成卷圆盘的旋转,圆盘表面很可能将棉层边缘挤入成卷圆盘与平带之间的间隙中,如果平带边缘不光滑,就将棉层边缘挂入,形成破边,严重时不能正常运行。当然除对平带边缘要求光滑外,自然对圆盘的平面光滑度要求应特别严格,不能出现任何的挂花现象。
平带在成卷过程中,平带两侧边缘最容易在长期拉力作用下产生塑性变形,使平带边缘一定宽度范围内出现波浪形,对成卷时棉卷的边缘质量有很大的影响。另外棉卷在成卷过程中,平带不能在成卷圆盘之间来回跑偏,这样也影响棉卷边缘质量。为了延长平带的使用寿命,为了对平带运行具有一定的导向作用,在平带的两侧面粘接两条三角带(这也是立达公司专利)。笔者所要说的关键是:粘接三角带时,三角带一定要平整,而且两条三角带平行。否则,因平带与成卷圆盘间隙增大而产生漏条。
6 棉条的喂入
平带成卷不能将棉层直接喂入到平带上,这样百分之百会出现棉条被成卷圆盘平面带入到圆盘与平带之间缝隙内,产生漏条。应当在紧压罗拉棉卷之间设置一个导棉装置。在该导棉装置上将紧压罗拉喂入的棉层收缩,然后被收缩的棉层直接卷绕在棉卷上。只需在棉层卷绕时能放开达到棉卷要求即可。这样,棉层在喂入过程中不与平带接触。平带只与棉卷接触,才能防止漏条。
[1]Bert Rusch,Anja knick.OMEGAlap条并卷机技术为精梳准备带来质的飞跃[J].纺织导报,2007(3):55-56
猜你喜欢
电脑报(2022年17期)2022-05-09
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
广州文艺(2017年8期)2017-09-13
红蜻蜓·低年级(2017年3期)2017-03-30
小学阅读指南·低年级版(2015年1期)2016-02-18
地图(2009年6期)2009-12-11
试题与研究·高考理综物理(2009年2期)2009-05-04