基于数值模拟的拉深成形质量评价方法
2010-06-13 01:14雷晓燕健内蒙古机电职业技术学院内蒙古呼和浩特010051
科技传播 2010年3期
雷晓燕,李 健内蒙古机电职业技术学院,内蒙古呼和浩特 010051
0 引言
针对板料拉深成形的有限元数值模拟技术已日趋成熟,模拟过程中的拉深件成形质量判据主要有3种,即拉深件表观质量检验、网格畸变程度检查和成形极限图分析。拉深件表观质量检验精度较差,且带有明显的主观性;网格畸变程度检查和成形极限图分析均需复杂的数学处理,使用极为不便。鉴此,本文根据拉深成形的特点结合有限元分析方法,提出了一种更为简单有效的评价方法,即采用板料的最大厚度与最小厚度差值Δt作为拉深成形质量好坏的评价指标。
1 厚度差 ⊿t的提出及其意义
板料拉深成形前和拉深成形后的形状如图1所示。图2给出了典型拉深成形过程中从板料中心到凸缘各单元沿路径OA的厚度变化规律。图2中平台段a对应图1(b)中的底部区域a,拉深成形过程中该区域的板料厚度几乎没有变化;谷值b对应图1中拉深件筒底圆角区域b,此处厚度减薄很大;峰值c对应图1(b)中筒部边缘c,此处板料厚度最大。
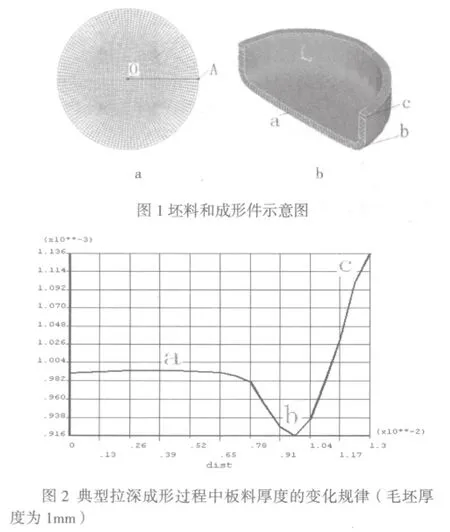
拉深成形过程中,起皱和拉裂是最常见的缺陷。起皱现象可以认为是板料在该处的厚度大于某一厚度值twri;而破裂可以认为板坯在该处的厚度小于某一厚度值tcra。设板坯厚度的最大值与最小值分别为tmax与tmin,最大厚度与最小厚度的差值△ t= tmax- tmin。
如果板坯经过拉深成形后同时出现起皱和拉裂,则tmax≥twri且 tmin≤tcra。显然板料既未起皱又未开裂的厚度值t满足不等式tmin>t>tmax。此时,板料最大厚度差△t1=tmax-tmin,且△t1≥△t0=twri-tcra,等号是起皱和破裂刚好发生的情况。
如果板坯经过拉深成形后只存在起皱或是破裂一种情况,则有 tmax≥twri且 tmin>tcra或 tmax< twri且tmin≤ tcra,此时的最大厚度差值△t2=tmax-tmin,△t2≤△t1,等号是起皱或破裂刚好发生的情况。
如果板坯经过拉深成形后不存在起皱和破裂现象,则tmax<twri且tmin>tcra,此时厚度差值△t3=tmax-tmin<△t2≤△t1。即有△t3<△t2≤△t1。
如果拉深成形件不存在起皱和破裂缺陷就可以得到良好的成形件,而同时存在起皱或破裂缺陷是拉深成形的最差情况。综上所述,用板坯拉深成形后的厚度最大值与最小值的差值△t作为评价成形质量是可行的。△t值越大则拉深件的缺陷就越明显,可以认为成形质量越差;△t值越小则拉深件出现缺陷的倾向就越小,可以认为成形质量越好。有限元分析结果可以很方便地读出板坯的厚度值,相应地差值△t也很容易求出。
2 数值模拟过程中的应用
2.1 几何模型
TA2板筒形拉深件所用的毛坯厚度为1mm。采用Ansys/LS-DYNA单元类型中的163号壳单元进行模拟分析,模具和板坯均可简化为面。板坯采用圆形毛坯、厚度均匀,板料和凸、凹模形状均为轴对称。分析模型可简化为整体模型的四分之一,如图3所示。

图3 几何模型
2.2 加载路径的定义
凸模速度加载时,速度载荷必须与时间对应。为了防止动态效应,初始速度和结束速度均取0值,速度载荷随时间变化曲线如图4所示。

图4 速度载荷曲线
3 结果分析
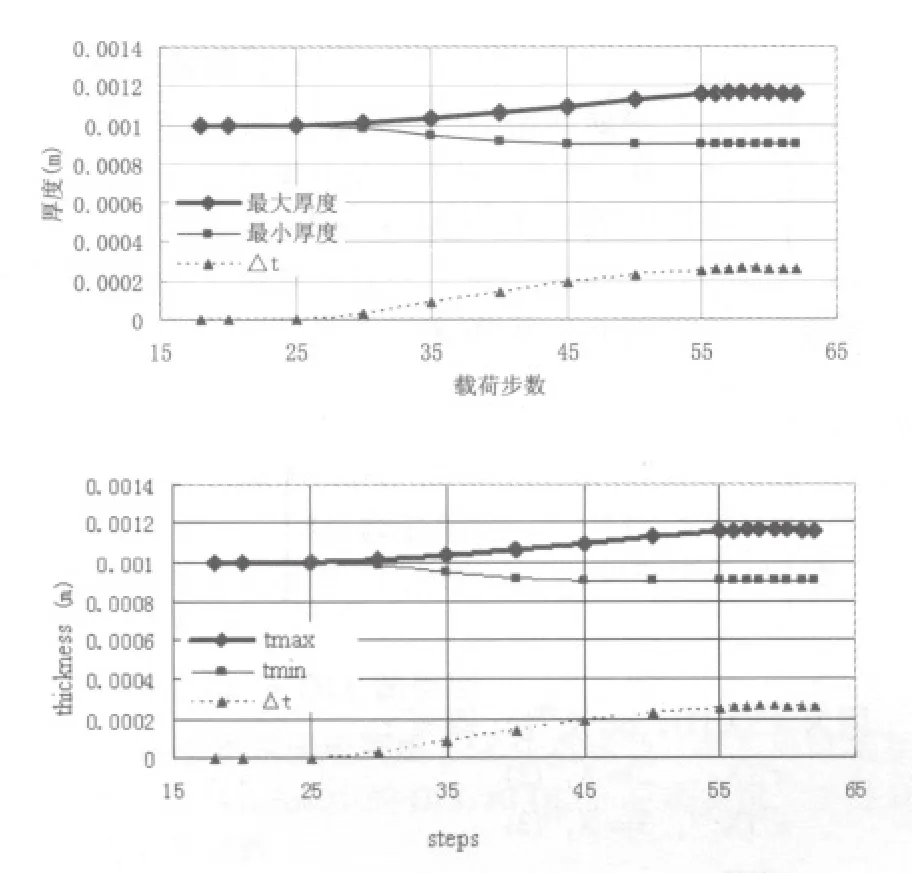
图5 无缺陷时板料厚度随载荷步变化的最大值与最小值及△t

图6 存在起趋现象时板料厚度随载荷步变化的最大值与最小值以及△t

图7 存在裂纹现象时板料厚度随载荷步变化的最大与最小厚度分布以及△t

图8 3种情况下随载荷步变化的△t分布
4 结论
1)采用板坯的最大厚度与最小厚度之差△t作为零件成形质量的评价指标具有可行性;
2)对于1mm厚的TA2工业纯钛板料,当拉深速度为1m/s时,拉深件不产生缺陷,此时最大厚度约为1.2mm,最小厚度约为0.9mm,最大与最小厚度差约为0.3mm,厚度差Δt是原板厚的30%。
[1]庾晋,周杰.金属钛的性能、发展与应用[J].南方金属,2004(1):17-23.
[2]张晓静,周贤宾,孔永明.板料成形数值模拟研究[J].锻压技术,2001,26(1):13-17.
[3]理有亲,等.钛板冲压成形技术.北京:国防工业出版社,1986.
[4]Chou.C.H,et al. Analysis of sheet metal forming operations by a stress resultant constituteive law.Int.J.Numer.Methods Eng,1994,37(5):717-735.
[5]Barlat.F,et al.A six-component yield function for anisotropic materials.Int.J.Plas,1991,7(7):693-712.
猜你喜欢
课外生活·趣知识(2023年9期)2023-10-08
山东冶金(2022年2期)2022-08-08
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
重型机械(2020年3期)2020-08-24
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20