
基于雕刻机的河工模型断面板加工系统
2010-08-09 22:27胡向阳张文二
长江科学院院报 2010年9期
胡向阳,张 雨,张文二,许 明
(1.长江科学院河流研究所,武汉 430010;2.北京尚水信息技术股份有限公司,北京 100085)
基于雕刻机的河工模型断面板加工系统
胡向阳1,张 雨2,张文二1,许 明1
(1.长江科学院河流研究所,武汉 430010;2.北京尚水信息技术股份有限公司,北京 100085)
介绍基于数控雕刻机的河工模型断面板自动加工系统,采用了优化的排序算法使一块模板上能加工尽可能多的断面板,节省了板材,降低了使用成本;系统使用高效率和高精度的数控雕刻机进行断面板的加工,保证了加工质量;考虑数控加工中的刀具补偿,提高了加工精度;系统具有网络化结构,实现了远程控制,方便使用。
河工模型实验;断面板加工;自动排序;数控雕刻机;CAD/CAM
1 概 述
制作河工模型需要按照地形数据制作大量的河工模型断面板。模型断面板根据河道地形在模板上切割加工制成,并对断面板加工进行排序,使断面板在模块上的排列尽量优化、板材的耗费最少。以往断面板的排序加工工作大多由人工完成,工作量大而且容易出错。
随着数控加工技术的发展,CAD/CAM技术越来越成熟,华春雷[1]等率先把CAM自动制模技术应用到河工模型试验中。使用TAPE3软件完成断面板的排列及生成G代码,然后将数据拷贝到机床上进行加工,该法在使用中要频繁地操作不同的程序十分烦琐。目前国内外都在积极地将CAM自动制模的先进技术应用于河工模型断面加工中,江西水科院选购了啄木鸟雕刻机用于加工河工模型断面板,但是如果使用通用的CNC加工软件,只能简单地实现生成加工轨迹的功能,不能在模板上将断面板自动排序,造成板料的浪费。国外也有用于雕刻机的加工软件,如美国的2L雕刻机软件,加工能力较强,但在对被加工件的排样上比较弱。
尚水公司研制的河工模型断面板自动排序加工系统集成了数据分析处理和断面板自动加工,用一套软件完成了断面板的自动排序和自动加工,极大地方便了操作;通过对河工模型的原始数据进行分析,在板材上自动生成断面板,并进行分组排序,使板材的利用最大化。系统使用的是通用的CNC系统,不具有针对木材加工的专用性和网络化控制的功能,本文在此工作的基础上,使用数控雕刻机对模板进行高精度和高效率的加工,实现了刀具加工的补偿功能,并优化了断面板加工的排序算法。
2 系统体系结构
系统的结构分为控制中心、数控雕刻机、网络3部分(见图1),工作人员在控制中心按断面数据将断面板排序分组,然后生成可供加工用的G代码。加工端根据控制中心的指令自动加工出断面板。
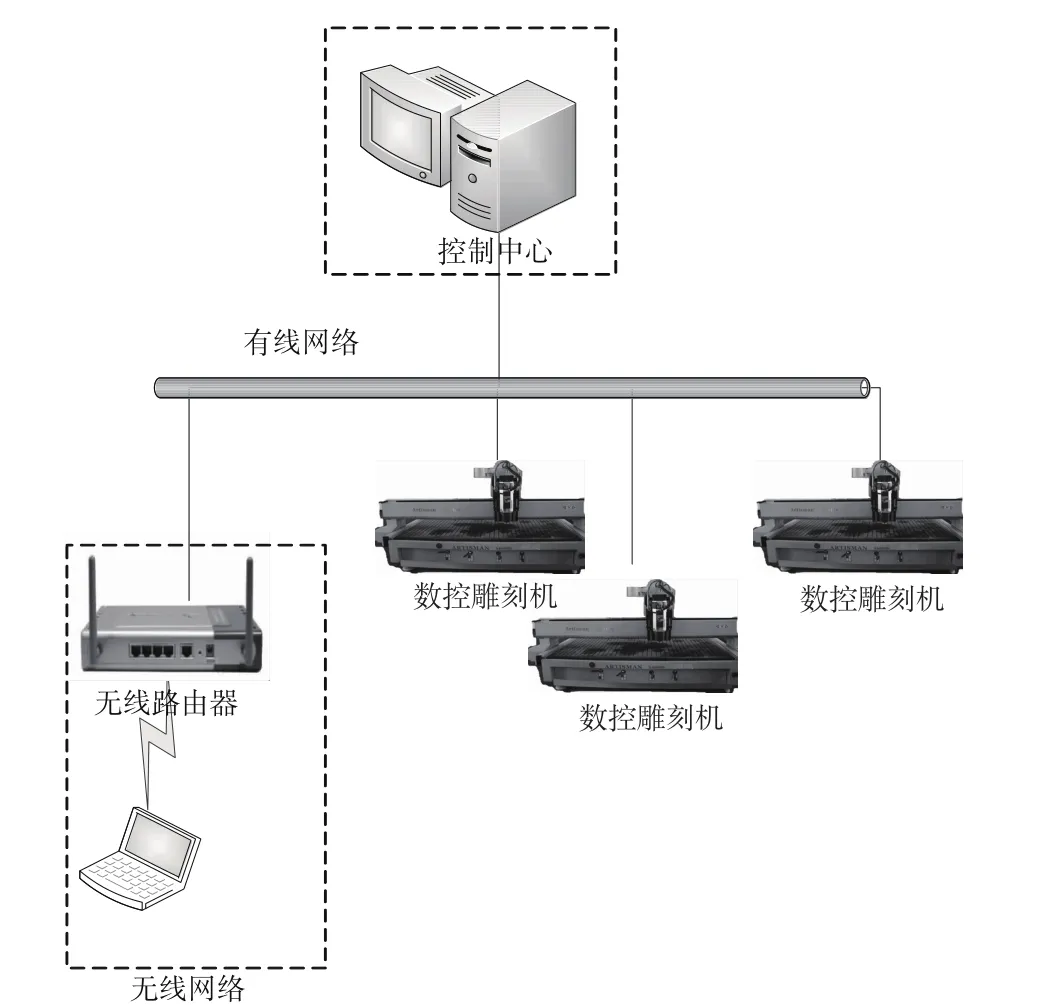
图1 系统结构图Fig.1 Structure diagram of the system
系统使用了网络控制功能,操作人员对机器的管理控制更方便。控制中心统一管理联网的所有加工客户端,操作人员只需在控制中心向指定机器发指令就可以控制机器工作。网络的拓扑形式是以太网,在网络中放置无线路由器,用户可用笔记本电脑无线上网来控制机器。
数控雕刻机在生产加工中可作为独立的单元进行生产,同时在网络系统中作为客户端,它通过网络通讯口与中控室的机器连接,就能达到很高的加工精度(0.1 mm)和网络通讯功能。通讯方式分为有线和无线2种方式。
3 加工实例及模板尺寸
加工河工模型断面板所用的材料为木板、PVC板等具有一定硬度的板材,图2所示为一块模板,模板长为250 cm,宽为130 cm,模板的尺寸以数控雕机的加工范围为准,在模板中的每个断面的宽度8 cm。当一个断面太长时,系统将断面裁成小段放在模板中,自动对裁好的断面排序和摆放,当断面横放完后,系统将断面竖放在空余的位置中以充分利用空间。
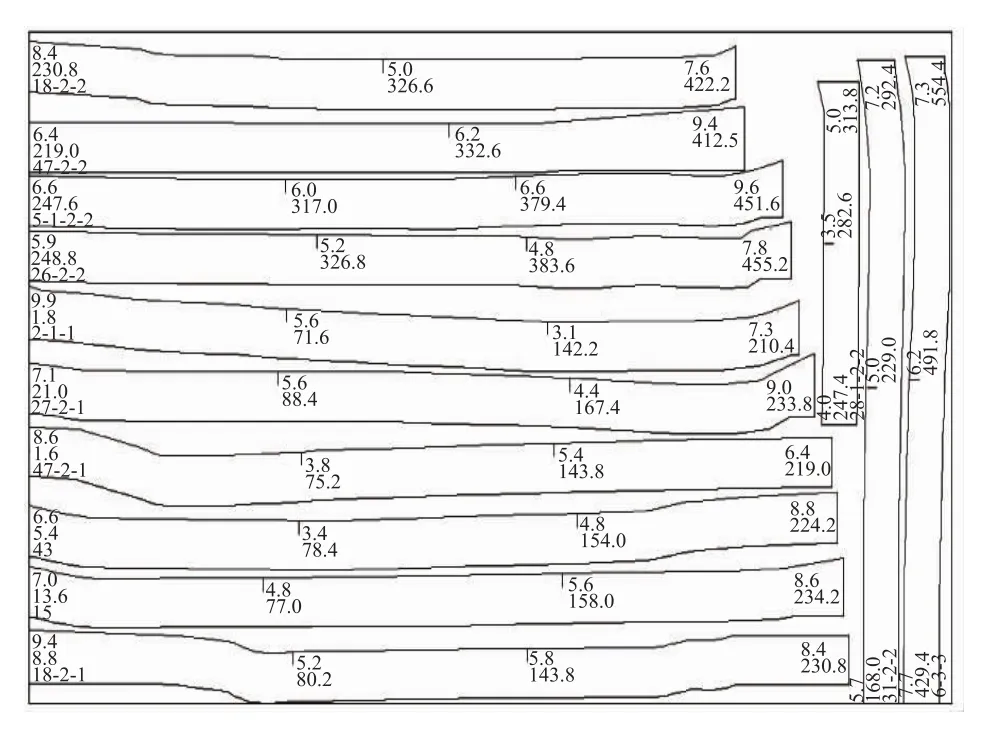
图2 排样图Fig.2 Layout diagram ofmodel cross-sections on a wood board
4 刀具补偿及实现
在数据加工过程中,因为刀具本身有一定的半径,刀具中心的运动轨迹并不等于所需加工零件的实际轨迹。不考虑刀具的半径就会多切掉等于刀具半径尺寸的材料,使加工后的零件尺寸小于实际尺寸,所以在计算刀具运动时的路径时要加上刀具的半径补偿。
4.1 刀具补偿的原理
在二维轮廓数控铣削加工过程中,由于旋转刀具具有一定的刀具半径,刀具中心的运动轨迹不等于所加工工件的实际轮廓。如图3所示,在加工内轮廓时,刀具中心向工件轮廓的内部偏移一个距离;而加工外轮廓时,刀具中心向工件的外侧偏移一个距离,这个偏移,就是刀具半径补偿。
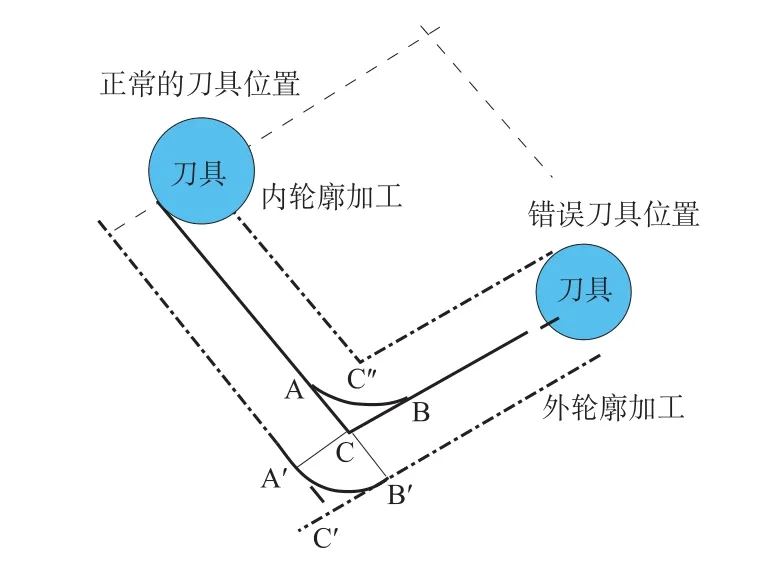
图3 刀具补偿原理Fig.3 Princip le of cutter com pensation
在数控加工机床程序编制时,如果直接采用刀心轨迹编程法,就需要根据零件的轮廓形状及刀具半径采用一定计算方法计算刀具中心轨迹,当刀具半径改变时,需要重新计算刀具中心轨迹[2]。
数控系统的刀具半径补偿是将计算刀具中心轨迹的过程交给数控加工机床来做,编程时只考虑零件的轮廓,刀具的半径存放在刀具半径偏置寄存器中,数控加工机床自动计算刀具中心轨迹,一个加工完成后换其它刀具时,刀具半径变化,这时只需要调用另一个刀具半径偏置寄存器中的刀具半径即可,这样就大大减少了计算量和出错率。
4.2 刀具补偿的实现
刀具半径补偿通常不是程序编制人员完成的,程序编制人员只是按零件的加工轮廓编制程序,同时用指令告诉CNC(计算机数控)系统刀具是沿零件内轮廓运动还是沿外轮廓运动。实际的刀具半径补偿是在CNC系统内部由计算机自动完成的。CNC系统根据零件轮廓尺寸(直线或圆弧以及其起点和终点)和刀具运动的方向指令,以及实际加工中所用的刀具半径值自动地完成刀具半径补偿计算。
软件中根据断面板的轮廓和刀具的半径,先建立刀具半径左补,设置刀具半径偏置寄存器。指令库调用刀具半径偏置寄存器中存放的刀具半径值。
在加工过程中一直维持这种刀补的状态,刀具撤离工件时,取消刀具的半径补偿。
5 自动排序算法优化
5.1 算法优化的实现
排样问题到目前为止还没有通用的求最优解的数学方法。尤其是对各零件之间的靠边、叠加等问题复杂,计算量大。随着计算机的普遍应用,各种应用于计算机的排样算法出现了,在优化排序中的较常用的算法有遗传算法、模拟退火、人工神经网络等[3]。
模拟退火、遗传算法是优化方法,主要用于参数寻优;神经网络则是用于分类机制和拟合预测问题。
本系统选用遗传算法来进行断面板的排序和优化。其中遗传算法的实现步骤如下[4]:
(1)先定义图形的排样顺序,再以每一种图形排列顺序及排列角度作为遗传算法中的一个个体。
(2)断面板水平放置(长度方向为左右方向,宽度方向为上下方向),断面板先横排再竖排。
(3)对多个初始形成的个体使用遗传算法进行选择、交叉、变异,计算其适应值,逐步寻优,最终得到较满意的结果。
在本系统的自动优化排样系统流程图见图4。
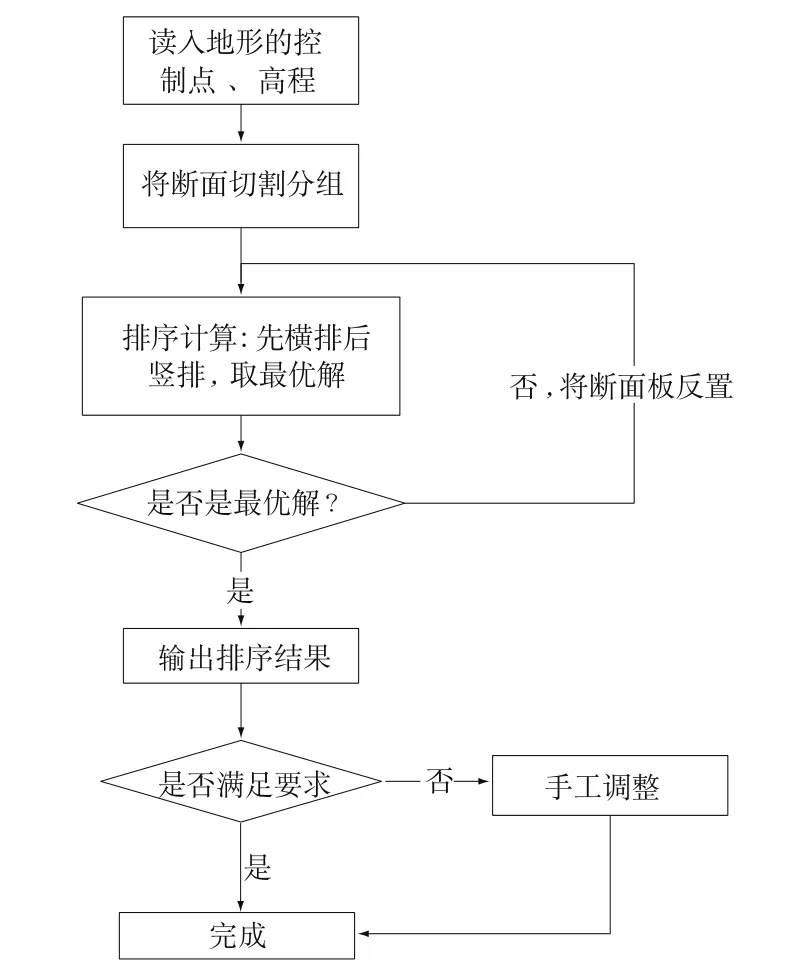
图4 自动排样流程图Fig.4 Flow chart of auto layout process
5.2 使用优化排序算法的效果
优化排序的主要目的是节省板材,好的算法可以在一块模板上放尽可能多的断面板,使用户节省材料,降低成本。
要达到优化的目的,程序要进行一系列的对断面板位置的判断并不断调整位置,当断面板在一个方向上调整到位后还要反方向进行调整以获取最优结果。图5对比了使用优化排序算法和没使用优化排序算法的2种结果。两次排序都对185个断面进行了排序,对比软件优化排序的结果,由于所排的刻板较多,表格显示的是最后几张刻板,每张刻板中显示了断面的排列情况。从模板排样的结果看出,使用优化排序算法时使用了15块模板,没使用优化排序算法时用了17块模板,说明使用优化排序后模板的利用率提高了13%。
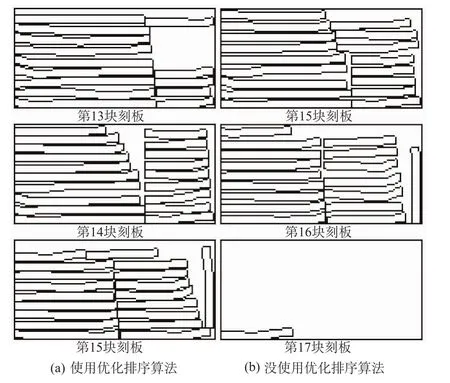
图5 排序对比Fig.5 Contrast of sorting
6 结 论
基于数控雕刻机河工模型断面板加工系统,用计算机技术优化了河工模型断面板在模板上的排序,充分利用了数控雕刻机的加工技术和网络控制功能,并考虑了数控加工中的刀补问题。根据河工模型断面板的具体制作过程,在一套软件中实现了断面板的优化排序和在数控雕刻机上的加工生产过程,在使用过程中,操作人员不必对断面板进行人工排序和用多个软件进行烦琐的操作。实践证明本文研究的断面板自动加工系统,可以大大提高断面板加工中的模板利用率,并且节省大量的人力和时间。
[1] 华春雷,赵 荣,赵 乐,等.CAM技术在河道试验模型制作中的应用[J].人民黄河,2004,26(12):11.(HUA Chun-lei,ZHAO Rong,ZHAO Le,et al.Application of CAM technology on making river channel testmodel[J].Yellow River,2004,26(12):11.(in Chinese))
[2] 刘雄伟.数控加工理论与编程技术[M].北京:机械工业出版社,2000.(LIU Xiong-wei.Theory and Programming Technique of Numerical Control Processing[M].Beijing:Engineering Industry Publishing House,2000.(in Chinese))
[3] 焦李成.免疫优化计算学习与识别[M].北京:科学出版社,2006.(JIAO Li-cheng.Learning and Identification of Immune Optimization Calculation[M].Beijing:Scientific Press,2006.(in Chinese))
[4] 王 凌.车间调度及其遗传算法[M].北京:清华大学出版社,2003:22-23.(WANG Ling.Shop Scheduling and Genetic Algorithm[M].Beijing:Tsinghua University Press,2003:22-23.(in Chinese) )
(编辑:罗玉兰)
Processing System for Section Board of River M odel Based on CNC Engraving M achine
HU Xiang-yang1,ZHANG Yu2,ZHANGWen-er1,XU Ming1
(1.Yangtze River Scientific Research Institute,Wuhan 430010,China;2.Beijing Shangshui Information Technology Co.Ltd,Beijing 100085,China)
The paper introduces a rivermodel cross-section board auto-processing system based on a CNC engraving machine,in which an optimum sorting algorithm is used formakingmodel cross-section boards asmuch as possible on awood-board.The system can improve the utilization of thematerial,reduce production cost and guarantee processing quality.Meanwhile,owing to considering the cutter compensation in numerical control processing,the accuracy ofmodel board is enhanced,and because of the system adopts a network construction to realize the remote control,it is very easy to be used.
rivermodel experiment;section board processing;automatic sorting;CNC engravingmachine;CAD/CAM
TV149.3
A
1001-5485(2010)09-0079-04
2010-04-30
胡向阳(1964-),女,浙江东阳人,高级工程师,主要从事河道治理研究和管理工作,(电话)027-82829789(电子信箱)heliusuo@sina.com。
猜你喜欢
中学生数理化·七年级数学人教版(2022年11期)2022-02-14
机械工业标准化与质量(2021年10期)2021-11-19
科普童话·学霸日记(2020年1期)2020-05-08
开封文化艺术职业学院学报(2020年11期)2020-01-09
模具制造(2019年4期)2019-06-24
小天使·一年级语数英综合(2019年2期)2019-01-10
求学·理科版(2018年5期)2018-05-26
摄影之友(影像视觉)(2017年1期)2017-07-18
求是学刊(2015年5期)2015-09-11
黑龙江史志(2014年1期)2014-11-11
