
基于嵌入式控制器的造纸机控制系统设计
2010-08-23 04:47冉会中
制造业自动化 2010年10期
冉会中,余 勇
RAN Hui-zhong1, YU Yong2
(1. 成都纺织高等专科学校 电子信息与电气工程系,成都 611731;2. 成都军通通信股份有限公司,成都 610041)
0 引言
对中小型造纸机而言,传动控制系统是一个变速的分部传动控制系统,且要求控制稳定、精确。纸机运行的好坏,其传动控制系统是一个较为重要的因素。
[1]应用嵌入式系统技术,设计了造纸机控制器,是嵌入式技术的新的应用。本文利用参考文献[1]设计的嵌入式控制器,进行造纸机电气传动控制系统设计。
1 控制要求
本系统使用如图1所示的造纸机,该造纸机传动点为18个,每个传动点使用交流电机单独拖动。系统的控制以嵌入式控制器为核心,由嵌入式控制器对每个传动点的操作信号进行实时处理,并把相应的控制信号以通信的方式传送给变频器[1]。

图1 造纸机基本结构示意图
造纸机正常运行对电气传动控制系统的要求有以下几点:纸机传动系统要有一定的稳态精度和快速动态响应;工作速度可调;各传动分部间速比稳定、可调;各分部应具有可调的爬行速度和反爬行功能;各部分负荷可调;网部、卷纸机等分部的张力要恒定;各分部具有微升、微降功能,紧纸、松纸功能,必要的显示功能;相关联的分部具有单动、联动功能;纸机传动系统具有抗干扰能力。
依据该造纸机电气传动控制的要求和特点,进行电气传动控制系统设计,以完成控制功能。
2 控制系统结构
在设计造纸机控制系统时,必须采用网络架构,以便实现对整个纸机的控制[2]。
本造纸机是具有18个主传动点的纸机。其中,瞬时至少有1台电机参与和实现速度链控制。根据的控制要求和特点,选用CAN总线,构成整个造纸机的控制网络系统,其纸机结构如图2所示。
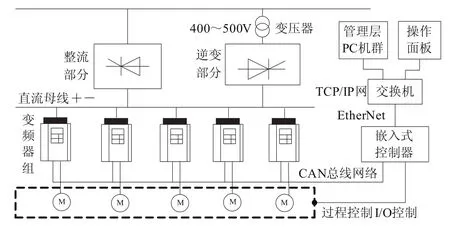
图2 控制器构成控制系统结构图
3 控制模型
要完成控制要求,必须建立相应的控制模型。
3.1 速度同步控制模型
首先建立速度同步模型。利用同轴原理,通过转度与线速度的关系,建立通过变频器动态控制各辊电机的供电频率,从而实现对速度的同步控制[3]。
辊外缘线速度和其转速之间的关系为:

其中:d为卷筒直径;i为传动系统传动比;V为外缘线速度;n为转速。
由转速与电源频率的关系和式(1)有:

若用各辊处的开关信号作为控制多电机同步传动的控制信号时,则式(2)可变成:

式中:ΔS为由辊外缘速度误差而产生的位移误差,即ΔS=S0-Sα;若相邻两次调频的时间间隔为t0,则:S0表示在t0内,辊外缘的理论线位移;Sα在t0内,辊外缘的实际线位移。Δf1为消除速度误差所需的电源频率的增量,即Δf1=f0-fα,其中f0表示在t0内,辊外缘达到理论线位移时电机的供电频率;fα表示在t0内,辊外缘线位移为Sα时电机的供电频率。
当辊外缘的线速度达理论值时,电机电源的频率应为fα+Δf1。
3.2 恒张力控制模型
依据造纸机控制要求,必须使网部、卷纸机等分部的张力要恒定,这就需要建立恒张力控制模型。
如图3所示,为位移调整计算原理图。由图可知,相临两辊在t0内产生位移差ΔL=L1-L2,通过调整张力装置两侧任一辊电机的频率,位移差ΔL将被消除。因此,得到频率调整增量表达式为:
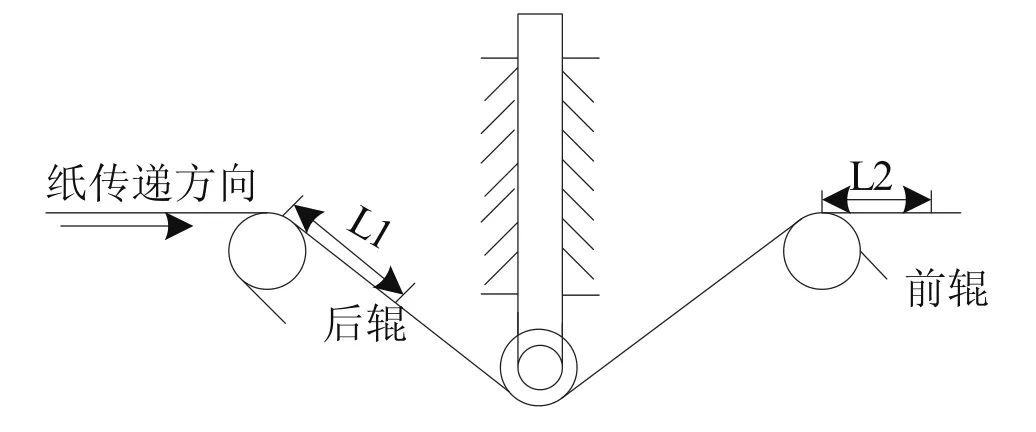
图3 移位调整计算原理图

其中:t0、f、V定义与前面相同。
实现恒张力控制时各辊电机的频率确定如下[3]:
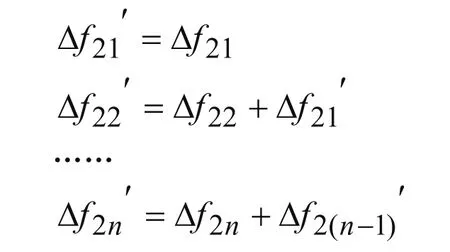
其中:Δf2i为消除第i段张力误差所需的频率增量;Δf2i'表示当实现整个系统纸恒张力时,第i段的频率增量。
由速度同步模型和恒张力模型可知,当进行速度同步控制和恒张力控制后,第i个辊电机的电源频率为:

从上面建立的模型可知,模型的运行参量与控制目标具有确定的定量关系,从而避免了多电机的性能差异、辊直径误差、负载波动等因素对控制的影响。
4 控制系统实现
依据前面对造纸机控制系统体系结构和控制模型,进行造纸机控制系统软件进行设计,以实现控制目的。
4.1 主控程序
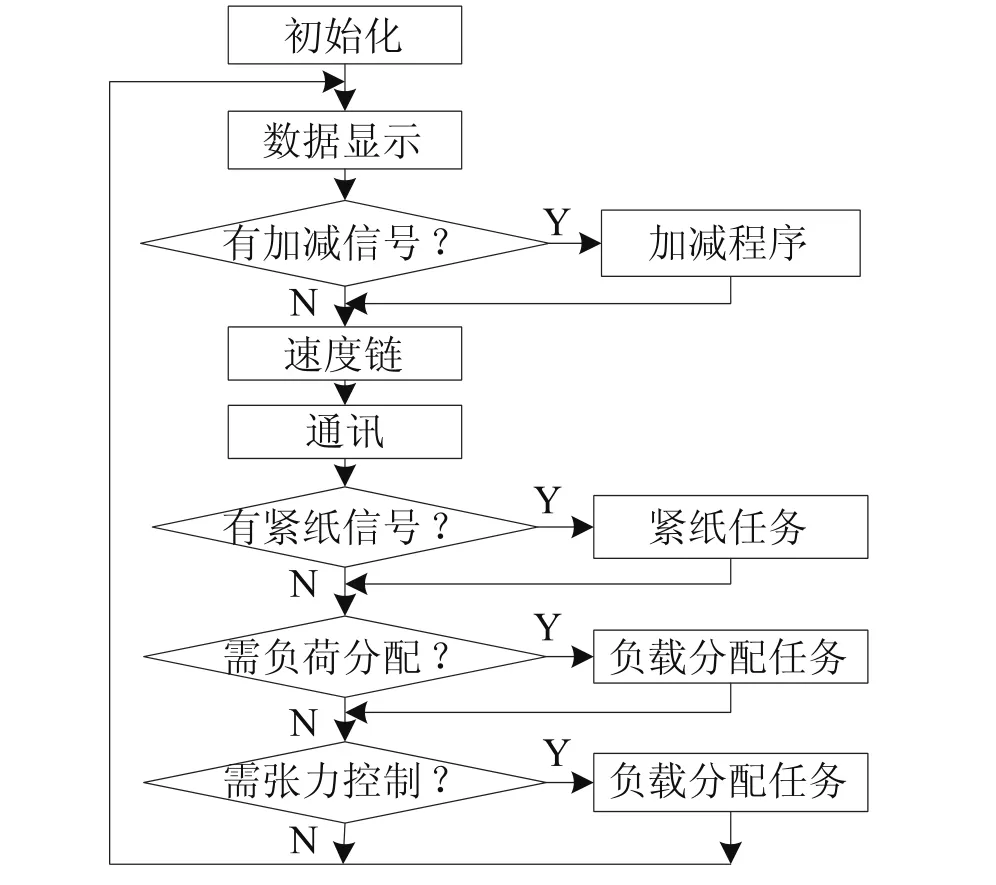
图4 系统主控程序流程
依据控制模型、控制要求和工艺特点,并依据实时多任务的要求,将整个系统的控制按照任务方式进行划分,主要的任务有速度链、张力控制、负荷分配控制、数据采集任务和数据通信任务等。每台电机都利用嵌入式控制器给定的I/O端口进行单独控制,而且控制程序都采用模块化、结构化的相互独立的任务方式实现。各个任务都按照各自的扫描周期和优先级来确定其执行情况,任务间通过信号量实现通信与同步[4]。主程序流程如图4所示。
4.2 速度链设计
依据速度同步控制模型,每个辊的实际速度与边缘位移量和初始电源频率有关。速度链采用等状态控制方式。这种方式下所有传动点的给定速度同时由控制器给出,需要调整某一传动点的速度时,只需调整该传动点给定的速度值,所以不会像主从级联控制那样造成传动点之间的积累误差,从而减少了各个传动点之间的耦合性[5]。
4.3 恒张力控制
依据控制模型和工艺要求,在设计系统时,压光机与卷纸机间安装张力传感器,实现对张力的控制;在引入纸页之前为速度控制,纸页引入之后,转为“速度控制+张力控制”。张力传感器将张力信号送入嵌入式控制器,由控制器经过处理后对其进行控制。张力控制原理如图5所示。
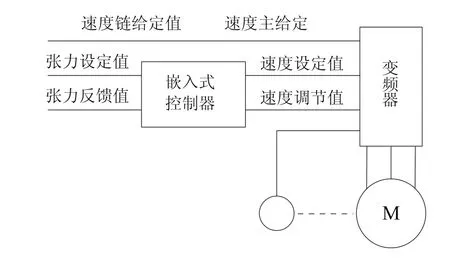
图5 张力控制原理图
4.4 负荷分配控制
纸机传动控制系统中,需进行负荷分配控制。采用基于转矩控制的负荷分配控制方式实现控制,传动组控制方式如图6所示,只需要将传动点D去掉,就可以看成是两点传动组的控制方式,不妨以三点传动组为例进行分析。
A、B、E传动点在速度主链上,变频器采用速度控制模式。B、C和D传动点组成速度子链,B为主机,C、D为从机,C和D传动点的变频器采用转矩控制模式。B点的输出转矩T分别乘以负荷分配系数KC、KD作为C点和D点的转矩给定TC和TD,即
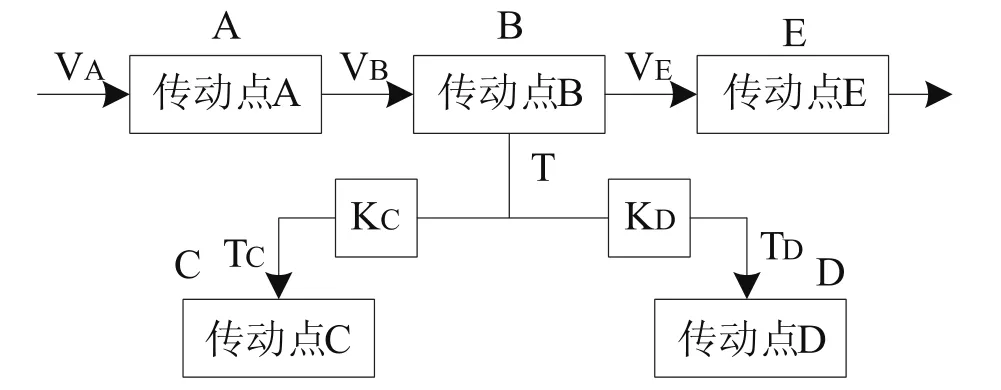
图6 负荷分配原理图

从机C、D的转矩时刻跟随主机B的转矩变化,达到负荷分配控制的目的。
5 结论
本控制系统中,采用嵌入式控制器将造纸机所有的需要统一控制的连接到一起,系统的控制信息通过CAN总线传递到嵌入式控制器,并通过以太网实现与操作面板连接,便于人工操作,提供了人机交互能力。而且,减少了现场电缆的使用量,节约了工程成本,并且提高了工程的可靠性和控制的精确度,所以本控制系统是一种应用前景很好的造纸机控制技术。
参考文献:
[1]郭荣佐.基于ARM的造纸机控制器设计[J].微计算机信息.2008,24(28):69-71.
[2]孟彦京.纸机变频传动的现状与技术方案分析[J].西北轻工业学院学报,2000,18(73):19-20.
[3]王子文,骆建华.用PLC和变频器实现造纸机同步传动控制[J].纸和造纸,2003,(4):36-38.
[4]陈景文,等.CAN总线协议及其在造纸机电控系统中的应用[J].低压电器,2006.10:35-38.
[5]惠鸿忠,等.基于PROFIBUS—DP的纸机传动控制系统设计[J].制造业自动化,2009,31(9):84-87.
猜你喜欢
生活用纸(2022年12期)2022-12-11
物流技术与应用(2022年8期)2022-08-26
家庭影院技术(2021年7期)2021-08-14
生活用纸(2021年2期)2021-02-05
物流技术与应用(2020年4期)2020-05-06
电子制作(2019年7期)2019-04-25
中国自行车(2018年8期)2018-09-26
铁道通信信号(2018年2期)2018-04-18
制造技术与机床(2017年3期)2017-06-23
中国造纸(2014年1期)2014-03-01
