三坐标测量机测量螺纹量规误差来源分析
2010-09-14 06:40娜吴健卫尊义艾裕丰白小亮李光峰
石油工业技术监督 2010年11期
冯 娜吴 健卫尊义艾裕丰白小亮李光峰
1.西安石油大学 (陕西 西安 710065)
2.中国石油集团 石油管工程技术研究院 (陕西 西安710065)
三坐标测量机测量螺纹量规误差来源分析
冯 娜1,2吴 健2卫尊义2艾裕丰2白小亮2李光峰2
1.西安石油大学 (陕西 西安 710065)
2.中国石油集团 石油管工程技术研究院 (陕西 西安710065)
研究了三坐标测量机测量螺纹量规时误差的来源,重点分析了机械误差、环境误差、测头探测误差、软件算法误差、测量方法误差等。通过分析阐述了在测量螺纹量规时中如何减少相关误差,从而使测量数据更为准确。
三坐标测量机 螺纹量规 误差
引言
石油专用管中螺纹连接是最薄弱的环节。作为石油专用管的螺纹在连接强度、密封性、互换性上都有较高的要求,这样就对作为检验管材螺纹质量的专用量具——石油用螺纹量规的检测提出更高的要求。从而通过合格的螺纹量规将螺纹质量不合格的管子检测出来,防止不合格油井管下井,最大限度避免或减少油井管失效事故的发生。
传统的螺纹量规测量方法较多,如工具显微镜法、三针法、两球法等等。这些方法的共同特点是手动、简单、经济,但普遍存在精度不高,通用性差,操作比较繁琐,不易实现自动测量,以及无法对测量误差进行补偿的缺点。而螺纹量规由于自身特点:①要求精度很高(很多单项参数极限偏差达到μm);②检测项目较多 (螺纹量规的检测项目达到近10种),以上这些传统的测量方法已不能满足测量要求。
三坐标测量机测量螺纹量规工作原理
三坐标测量机作为一种通用性强、自动化程度高、高精度测量系统在先进制造技术与科学研究中有极广泛的应用。三坐标测量机测量螺纹量规工作原理是将被测螺纹量规置于坐标测量机的测量空间,控制测头沿着量规螺纹的母线进行测量,从而获得螺纹量规母线上各测点的坐标位置,根据这些点的空间坐标值,经过数学运算,求出量规的中径、锥度、螺距等参数。三坐标测量机测量螺纹量规测量过程是由计算机控制的,由于实现了自动测量,大大地提高了工作效率,特别适合于螺纹量规的批量检测。由于排除了人为因素,可以保证每次都以同样的速度和法矢方向进行触测,从而使测量精度也有了很大的提高。如图1、图2所示。

图1 三坐标测量机的组成实物图
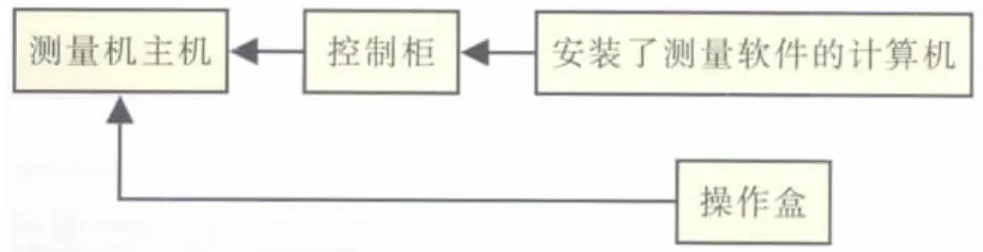
图2 三坐标测量机的组成框图
三坐标测量机测量螺纹量规时坐标机选型的重要性
目前,国内外三坐标测量机技术迅速发展,世界上生产测量机的厂商已超过50家,品种规格也已达300种以上。但并非所有的三坐标测量机都适合测量螺纹量规,坐标机选型是非常重要的。选型不准确,将直接影响螺纹量规测量数据的准确性。选型时应注意以下5点:
(1)根据螺纹量规选用合理的测量精度;
(2)根据螺纹量规确定合乎要求的测量范围;
(3)根据螺纹量规选用合适的测量机类型;
(4)根据螺纹量规选用功能强大的测量软件;
(5)根据螺纹量规确定各种类型尺寸的测头。
作为国际互认的螺纹量规校准实验室,中国石油螺纹量规计量站引进德国LEITZ三坐标测量机PMM12106,根据ISO标准,这台测量机的精度为:E值0.6+L/600μm,R值0.6μm,THP值1.5μm。同时配备QUINDOS 7测量软件。
三坐标测量机测量螺纹量规误差来源
影响三坐标测量机测量螺纹量规的误差因素有很多,主要包括以下5个方面:机械误差、环境误差、测头探测误差、软件算法误差、测量方法误差(见图3)。
1 三坐标测量机测量螺纹量规时的机械误差
三坐标测量机有x轴、y轴、z轴3根相互垂直的轴线。测量中,测头相对于被测螺纹量规作三维运动,其移动的位移量可通过安装在x轴、y轴、z轴的光栅尺读出。误差主要由以下4部分构成:
(1)直线度运动误差与角误差。直线度运动误差与角误差是由导轨系统的综合作用而产生的。
如沿x方向运动时产生y、z方向的偏移δy(x)和δz(x)。沿y向运动时,产生x、z向的直线度运动误差δx(y)和δz(y)。沿z向运动时,有x、y方向直线度运动误差δx(z)和δy(z)。
沿其导轨作直线运动时,不仅会产生直线度运动误差,还会产生绕3根轴回转的角运动误差。分别会有x、y、z3根轴转动的角运动误差εx(x)、εy(x)、 εz(x)、εx(y)、εy(y)、εz(y)、εx(z)、εy(z)、εz(z)产生。
(2)定位误差。定位误差指当测量机的指令系统让某运动部件移动x时,运动部件的实际位移往往不恰好为x。测量机运动部件的实际位置与指令位置之差称为定位误差。如y轴的定位误差。
三坐标测量机测量螺纹量规时测量点的实际坐标值来自于测量机光栅尺的读数,而非驱动系统中的指令位置,所以通常定位误差并不十分显著。
(3)垂直度误差。由于安装原因,x轴、y轴、z轴这3根轴线之间的夹角可能偏离90度,造成轴线之间的垂直度误差。垂直度误差主要由导轨安装、调整与加工误差引起。一旦调整完毕,应是一个定值误差。
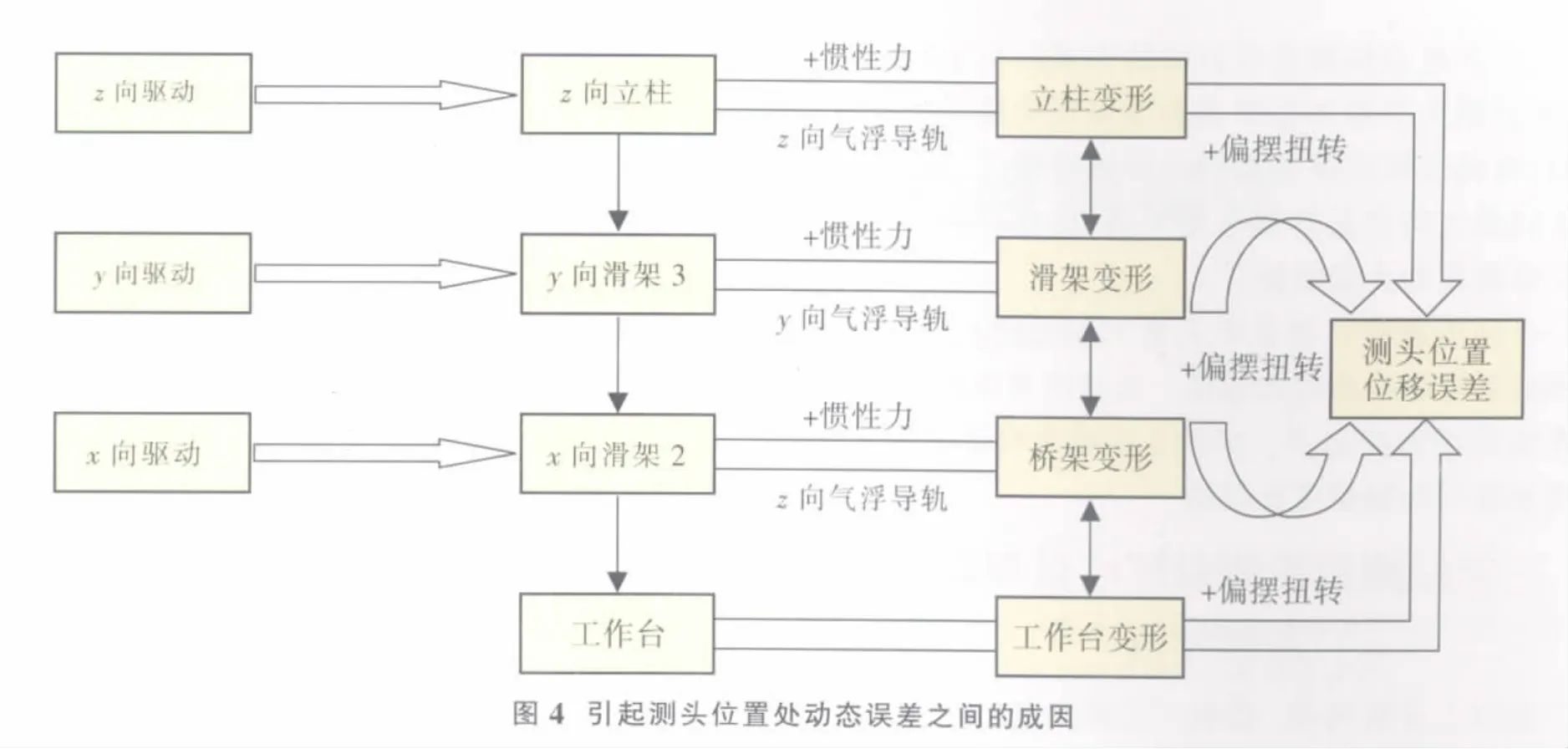
(4)动态误差。三坐标测量机在运动过程中完成螺纹量规的数据采集,此时还需考虑测头与测量系统的动态特性对校准误差的影响。当测量机在作加速运动时,所有运动部件上都会产生惯性力,这些惯性力会使这些部件变形。变形的大小与惯性力成正比,与构件的刚度成反比。除惯性力外,振动也是引起动态变形和位移误差的重要因素。测量时需要频繁改变测头探测方向,以便采集到螺纹量规相对全面的几何数据,这时改变测量方向总是伴随着加速、减速,造成传动的不平稳性也是产生振动的因素之一。所以在测量时,应尽量保持探测速度恒定。图4为坐标测量机各个运动部件在3个方向驱动力和各自的惯性力作用下,引起的测头位置处的动态误差。
2 三坐标测量机测量螺纹量规时的环境误差
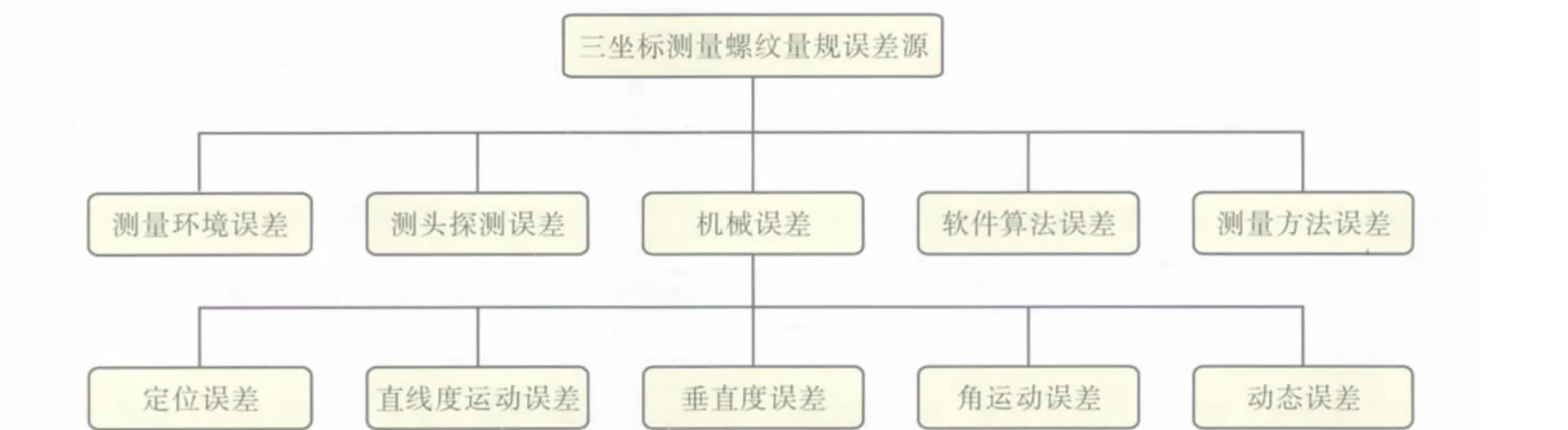
图3 三坐标测量机测量螺纹量规的误差框图
由于三坐标测量机是一种高精度的检测设备,所以其环境条件的好坏,对测量结果至关重要,包括螺纹量规的状态及环境因素(温度条件、湿度、压缩空气)。
温度误差又称为热变形误差是影响测量误差的主要环境因素之一。对于被测量规来说,主要是它的几何尺寸随温度而变化。对于测量机来说,则有可能是它的结构尺寸变化(如光栅尺),性能变化(如放大器、传感器 )。测量机的长度基准-光栅尺是按照20℃修正的,测量机也是在这个温度情况下装配调试的,当温度偏离太大时会对测量精度造成很大影响。
三坐标测量机工作间规定环境条件的首要条件就是环境温度。一般要求环境温度控制在20±1℃范围内。环境温度不仅要求三坐标测量机本身,还要求被测量规测量时也是这种温度。所以在测量前,需将量规在恒温20℃的工作间放置24h,使温度尽量接近20℃。
量规的状态指测量前的量规相关准备工作,如量规的清洁、除毛刺,量规在测量台上的固定装夹等,如果测量前没有充分的做好准备就会产生误差。量规在测量台上的固定装夹往往没有引起足够重视,正确装夹的装置必须满足以下2个条件:①有利于测量的操作和测头移动;②装夹装置要使测头尽量一次测完被测对象的采集数据。
3 三坐标测量机测量螺纹量规时的测头探测误差
三坐标测量机测头的探测误差是影响测量的重要因素。在标定测头的直径时,测量机与测球的误差对标定值均有影响。由于是接触式测量,测头会与测球、量规表面产生摩擦,也会引起测量误差。测量量规时,测头常会使用各种附件,如加长杆、转接体、多测头连接座等,这些附件的误差也直接影响测量精度。如在测量量规时需使用多探针,此时就需对各个探针测头的进行标定。测量过程中,测头需要自动更换,更换装置的重复定位精度也直接影响测量结果。
测量机在校验测头以及粗定量规坐标系时,均需要手动操作,此时由于探测力的大小很难控制,所以探测时容易于产生误差。
这里重点强调一下测头的校验。三坐标测量机测量螺纹量规前,使用的4个方向的测头都应进行校验。首先是让软件计算球心相对于测量机坐标系零点的位置;其次是计算测头的实际直径。由于测杆的变形,测头的直径与上一次测量所用测头直径有所差别,进行当前测头校验可以保证测头半径补偿精度,并得出不同测头的位置关系。在测头校验时产生的误差将全部加入到测量中去。所以在这个环节中要保证测头校验的正确和准确。
测头校验后保存的测头文件,在测头、测杆没有变化的情况下可以调出使用。但精度要求比较高的情况下,建议重新校验测头
4 三坐标测量机测量螺纹量规时的软件算法误差
在三坐标测量机中,根据被测元素中若干点的坐标位置,按照一定的拟合准则,通常依靠测量机数据处理软件来求得替代元素及其参数。在进行数据处理过程中,软件也不可避免地带入某些误差,所选用的拟合准则不同,采用的软件不同,引起的误差也不同。
软件在数据处理过程中产生误差的主要原因如下:
(1)由于某些计算比较复杂,在软件的编制过程中采用了一些近似算法,例如以线性最小二乘法代替非线性最小二乘法;
(2)经过测试中发现,软件中对方向余弦的值所给的有效数字位数不够,而带来误差。
5 三坐标测量机测量螺纹量规时的测量方法误差
三坐标测量机测量螺纹量规方式主要分为手动探测模式与自动探测模式。手动探测模式测量即指校验测头和粗定坐标系。粗定坐标系是指由人工操作,使测头逐点探测量规表面的方式。自动探测模式,就是测头沿被测量规表面按照预先确定的速率运动,自动获取测量数据的一种测量模式。此测量模式的最大特点是数据采集率高,即在短时间内可以获取量规的大量数据。
手动探测模式测量中人为干预比较大,测量效率和测量精度也相对比较低。自动探测模式测量在计算机程序的控制下,自动完成整个轨迹的测量。扫描速度与扫描精度比较高。
三坐标测量机测量螺纹量规误差实例分析
由以上分析可知,影响三坐标测量机精度的总误差为:总误差=机械误差+环境误差+测头探测误差+软件算法误差+测量方法误差。
以中国石油螺纹量规计量站为例,用三坐标测量机测量螺纹量规时5种分误差对总误差的影响分析如下:
机械误差:计量站通过周期性对三坐标测量机进行测量误差校准,以修改坐标机测量误差修正模型软件中的参数,从而达到修正机械误差的目的。
环境误差:计量站具备严格的实验室环境控制系统,可以保证坐标机房间的温度20±1℃。
软件算法误差:计量站通过QUINDOS 7测量软件的编制去除了数据处理过程中产生的误差。
机械误差、环境误差、软件算法误差、通过误差修正技术对螺纹量规最终的校准结果影响较小。而测头探测误差、测量方法误差在误差产生和处理中,人为因素会不可避免,不具有重复性。所以该类误差很难通过误差补偿来得到修正,对三坐标测量机精度的总误差影响最大,贡献最大。
结论
为了提高三坐标测量机测量螺纹量规的测量精度,需要采取一系列综合性措施:
(1)定期邀请厂家对三坐标测量机进行校正,提高机械结构精度,其中包括测量机主机、导轨、测头及其附件的精度,尤为重要的是提高它的重复精度。
(2)减小环境因素带来的影响。
(3)在测量过程中减少更换测头、加长杆等操作。
(4)尽可能使探测速度均匀一致。
(5)完善三坐标测量机测量螺纹量规的软件以及测量方法,其中需设计误差补偿。
(6)建立典型的量规测量数据库,即在三坐标精度校验好的情况下进行多次测量,将结果按照统计规律计算后得出一个合理的值,如89mm(32■in)油管,NC50等。可以经常作比对实验以确定三坐标的精度情况。
[1]张国雄.三坐标测量机[M].天津:天津大学出版社,1999.
[2]张国雄.坐标测量技术发展方向[J].红外与激光工程,2008(S1):1-2.
[3]孙科,田怀文.三坐标测量机测头半径补偿实用算法[J].机械.2009 (02):6-8.
The paper studies the source of error in measuring thread gauge with Coordinate Measuring Machine (CMM).The analysis concentrates on the following errors such as mechanical error,environmental error,probe measurement error,the software algorithm error,and measuring method error.Based on the analyses,it is expounded how to reduce the relevant errors in the measurement of thread gauge and how to get more accurate result.
Coordinate Measuring Machine(CMM);thread gauge;errors
冯娜(1980-),女,在职硕士研究生,2003年毕业于西安石油大学测控技术及仪器专业,主要从事石油专用螺纹的检测、校准及研究工作。
2010-06-14
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
制造技术与机床(2019年6期)2019-06-25
中国铸造装备与技术(2017年6期)2018-01-22
中国设备工程(2017年10期)2017-01-20
光学精密工程(2016年3期)2016-11-07
文体用品与科技(2016年22期)2016-03-14
人间(2015年10期)2016-01-09
电测与仪表(2015年1期)2015-04-09
电测与仪表(2015年19期)2015-04-09
设备管理与维修(2015年9期)2015-03-16