资源回收型湿式氨法烟气脱硫技术
2010-11-02 08:00傅国光徐长香
中国环保产业 2010年9期
傅国光,徐长香
(江苏新世纪江南环保有限公司,南京 211100)
资源回收型湿式氨法烟气脱硫技术
傅国光,徐长香
(江苏新世纪江南环保有限公司,南京 211100)
阐述了资源回收型湿式氨法烟气脱硫技术的原理和适用范围;介绍了该技术在电力行业、化工行业的应用情况及应用前景;指出回收型湿式氨法烟气脱硫工艺成熟、适用煤种广、脱硫效率高、运行稳定,其副产品硫酸铵的品质符合农用化肥标准,可完全满足农业应用要求,是一种可实现循环经济的绿色脱硫工艺。
烟气脱硫;湿式氨法;资源回收;硫酸铵
1 我国烟气脱硫概况
目前,国内烟气脱硫较多采用的是石灰石-石膏法。随着该工艺的大规模应用,其运行成本高、副产物脱硫石膏处置难度大、增加了二氧化碳排放量等问题日益突出,产生了较明显的环境及资源问题。针对以上情况,近年来国家鼓励新脱硫技术的开发应用,特别支持资源回收型的绿色环保脱硫技术的推广应用。
资源回收型湿式氨法烟气脱硫技术是一种可实现循环经济的绿色脱硫工艺,该工艺采用国内分布广泛的氨资源进行脱硫,副产品为高价值的硫酸铵化肥,没有二次污染,不增加碳的排放,不消耗新的矿产资源,是一项适合我国国情的烟气脱硫技术,对缓解我国目前烟气脱硫行业的困扰具有重要意义,值得在我国的烟气脱硫行业大规模推广。
2 资源回收型湿式氨法烟气脱硫技术简介
2.1 技术原理
资源回收型湿式氨法烟气脱硫技术是以氨(液氨、氨水等)作吸收剂,脱除烟气中的SO2并回收副产物硫酸铵的烟气脱硫工艺。
反应原理分以下两步进行:
(1)以水溶液中的SO2和NH3的反应为基础的吸收过程:SO2+H2O+xNH3= (NH4)xH2-xSO3;利用氨将废气中的SO2脱除,得到亚硫酸氢铵中间产品。
(2)采用空气对亚硫酸氢铵直接强制氧化:(NH4)xH2-xSO3+1/2O2+(2-x)NH3=(NH4)2SO4;此过程是将吸收反应的中间产物—不稳定的亚硫酸氢铵氧化成稳定的硫酸铵,即农用的硫铵化肥。
2.2 技术路线
经锅炉引风机(或脱硫增压风机)引来的烟气进入脱硫装置后,经氨吸收液循环洗涤降温并反应生成亚硫酸氢铵。脱硫后的净烟气经除雾后,雾沫量小于75mg/Nm3,脱硫效率大于95%,而亚硫酸氢铵溶液被鼓入的空气氧化成硫酸铵溶液,硫酸铵溶液在洗涤降温过程中自身得到浓缩(结晶)后送入硫铵装置。
含固浆液送至旋流器、离心机进行固液分离,形成湿硫铵,母液回脱硫系统;湿硫铵经干燥机干燥后进包装机包装即可得到商品硫铵。
2.3 适用范围
氨法烟气脱硫技术适用于氨来源可靠的地区,可以广泛应用于火电厂锅炉烟气脱硫、钢铁行业烧结机烟气脱硫、化肥企业及其它工业窑炉烟气脱硫。
该技术适用于燃用高中低含硫量煤种的各种炉型,目前在我国已取得应用的装置中,燃煤的含硫量为0.4%~8%。
2.4 技术特点
(1)完全资源化
氨法烟气脱硫可将二氧化硫、氨回收为硫酸铵、磷铵、硝铵等化肥或硫酸、二氧化硫等化工产品(一般副产物为硫酸铵,也可根据电厂周边条件副产其它产品),使其全部资源化。
(2)燃煤硫分适应性强
该技术可用于0.4%~8%甚至更高的燃煤硫分,且应用于中、高硫煤时经济性更加突出,同时锅炉也因为使用中、高硫煤而使得成本降低,既可提高经济收益又能带来环保效益。
(3)没有二次污染
该技术无废水、废渣、废气排放,没有传统石灰石-石膏法脱硫石膏难以处置的难题。
(4)不增加二氧化碳排放
脱硫过程不增加二氧化碳排放,属于低碳技术。
(5)适合我国国情
我国是农业大国,吸收剂氨来源广泛,副产品主要为硫酸铵化肥,有很高的应用价值。
(6)运行成本低
脱硫系统液气比较小,能耗低,较石灰石-石膏法节能50%左右。且系统简单,工艺流程紧凑,氨法脱硫系统装置阻力小,设备少,系统可靠,降低了维护和检修费用。其示范工程运行表明,总运行成本较石灰石-石膏法低20%以上。
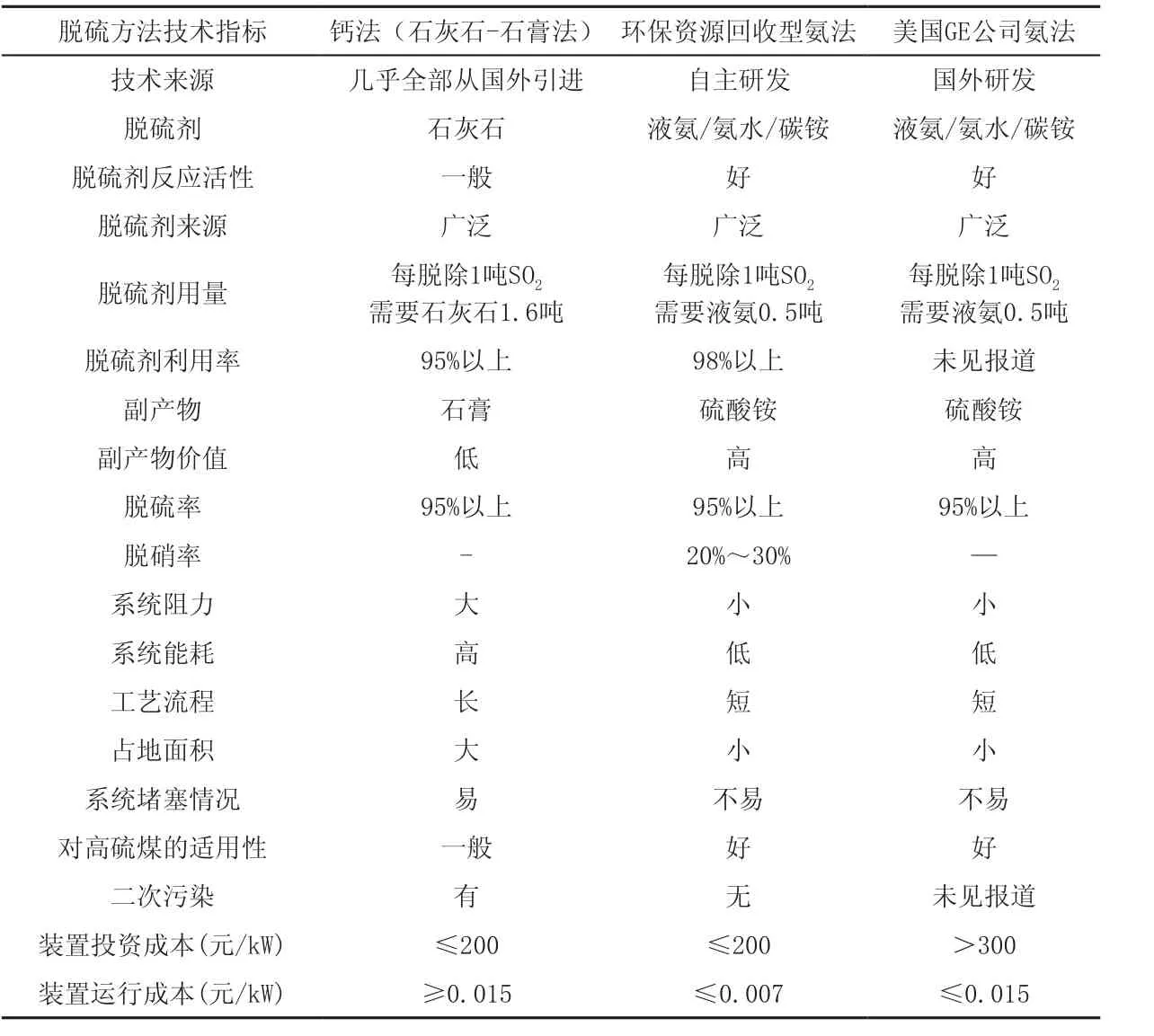
表1 回收型氨法脱硫技术与国内外同类技术的比较
(7)装置设备占地小
装置无原料预处理、废水处理等工序,脱硫副产物的生产过程也较简单。与石灰石-石膏法脱硫技术比较,占地节省50%以上。
(8)既脱硫又脱硝
氨法脱硫的吸收剂氨对NOx有吸收作用,脱硫过程中形成的亚硫酸铵对NOx具有还原作用,脱硫的同时也可脱硝,脱硝率一般大于20%。
2.5 技术经济优势
资源回收型氨法脱硫技术在技术性能、经济指标和运行效果等方面达到了国际先进水平,与国内外钙法相比,优势更加明显。详见表1。
2.6 硫酸铵品质的保障措施
硫酸铵品质控制的具体措施有:
(1)硫酸铵的结晶过程在65℃以下进行,有利于过饱和度的控制,更有利于结晶增长。
(2)根据硫酸铵结晶增长速度要求设计吸收塔浓缩段的持液高度,确保结晶最大粒径能达到0.15mm左右。
(3)通过自动控制结合人工检测,控制料浆的浓度,做到及时出料(一般在浆液固含量10%~15%),以保证结晶颗粒的品质。
(4)对进塔烟气的烟尘含量严格控制。烟气中的烟尘等杂质对硫酸铵晶核的形成和粒径的增大都有一定的影响,因此需控制烟尘含量,一般要求烟尘含量≤100mg/Nm3。在其含量较高时,需采用预洗过滤和除尘等措施。
(5)控制浆液的pH值。浆液的pH值对硫酸铵晶体的品质有着重要影响,在不同的酸碱环境中,硫酸铵晶体的晶型、粒径都会有所变化。一般控制浆液pH值为5~6。
通过上述措施,可确保副产硫酸铵达到GB535-1995合格品以上标准。
3 资源回收型湿式氨法烟气脱硫技术的工程应用
近年来,我国企业自主开发的资源回收型氨法脱硫工艺已取得了众多的应用成果,装置运行良好,各项指标均达到国内领先水平。
3.1 技术指标
回收型氨法的主要技术指标:脱硫率大于95%;氨逃逸不大于10mg/m3;氨(回收)利用率≥97%;副产品硫酸铵达GB535-1995合格品标准;装置可用率≥95%。
3.2 回收型氨法的典型工程业绩
3.2.1 回收型氨法在电力行业的应用
氨法脱硫工艺最初主要应用于化工企业,近年来,随着其工程应用的不断增多,该技术的稳定性、经济性等都得到了充分的验证,逐步开始了在电力行业的推广应用。
以国内已投运最大的氨法脱硫装置——广西水利电力建设集团有限公司田东电厂2×135MW机组烟气脱硫工程为例,分析回收型氨法脱硫技术在我国火力发电行业的应用情况。
(1)工程概况
田东电厂脱硫工程(装置见图1)总烟气量2×550,957Nm3/h(标态,湿基,实际氧);SO2含量7684mg/Nm3(标态,干基,6%O2);烟气中的尘含量130mg/Nm3(标态,湿基,6%O2);原烟气平均温度141℃;设计脱硫效率≥95%;装置投运时间为2009年8月。

图1 田东电厂脱硫装置
(2)装置运行情况
1)技术性能及工程经济消耗指标
田东电厂脱硫工程168小时考核的技术性能指标见表2,工程经济消耗指标见表3。
从表2可以看出,该工程各项性能完全达到设计要求,脱硫效率超过了设计值,氨逃逸远远低于设计值,氨利用率达到了98%。说明资源回收型氨法脱硫技术在大型火电厂特别是高硫煤锅炉烟气治理中性能优越,同时具有一定的脱硝效果。表3中的数据显示,所有的经济消耗指标皆低于设计值。
2)副产品硫酸铵质量
副产品硫酸铵的检测结果见表4,表中数据表明副产品硫铵质量稳定,完全达到了设计要求的GB535-1995合格品标准,绝大部分已达到GB535-1995一级品标准,完全可作优质农用肥使用,甚至可以作工业级硫酸铵使用。
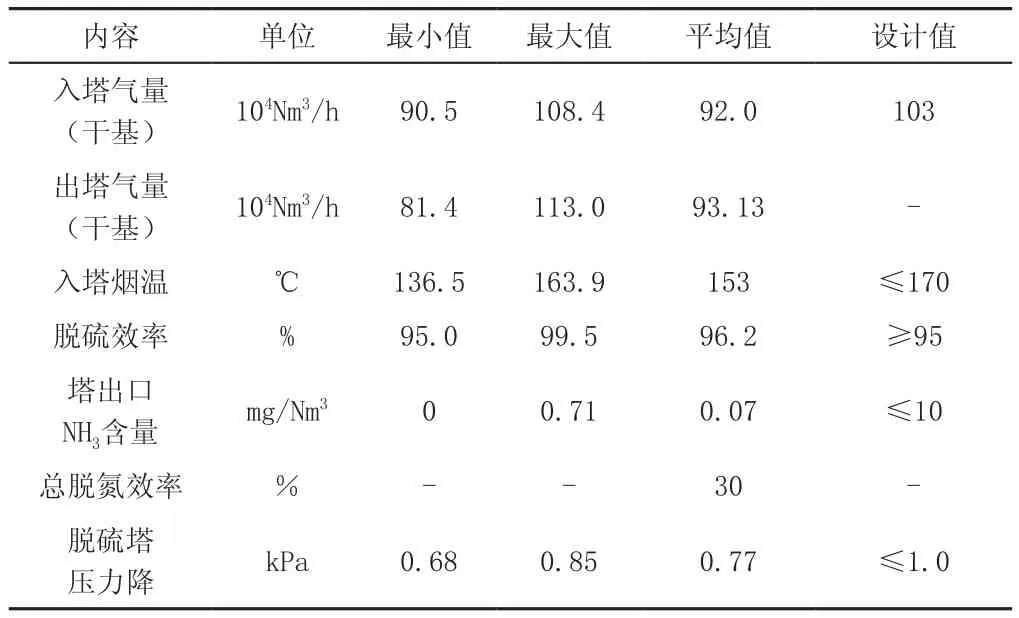
表2 田东电厂脱硫装置主要性能指标
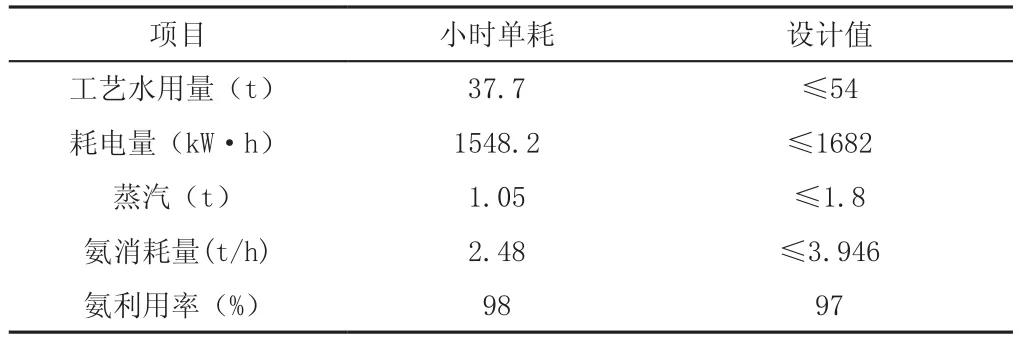
表3 田东电厂脱硫装置主要经济消耗指标
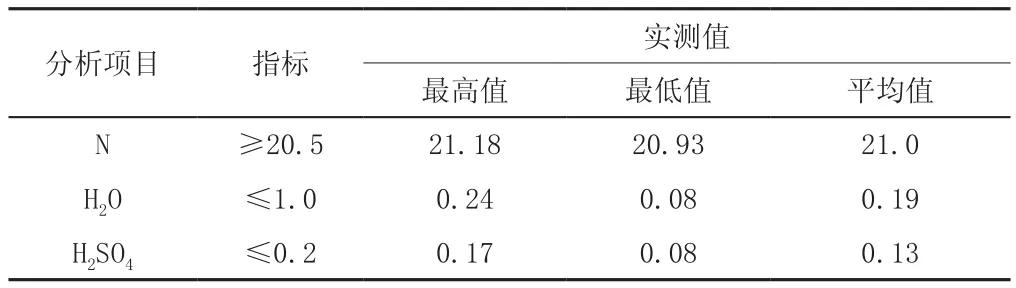
表4 田东电厂脱硫副产品硫酸铵质量 (单位:%)
3)工程运行经济分析
田东电厂脱硫工程的运行经济指标如表5所示,本项目的直接单位脱硫成本约为187.4元/吨SO2,折算到发电成本只增加了0.0033元/kW•h,经济效益显著。
(3)应用效果
田东电厂的成功投运表明,资源回收型氨法脱硫技术已成熟可靠,且各项经济技术指标取得了预期的效果,运行成本低,无二次污染,副产物质量优良,适合在大型火电厂脱硫领域推广。
3.2.2 回收型氨法脱硫技术在化工行业的应用
化工行业尤其是氮肥行业,一般都有稳定的氨源或废氨水产生,采用氨法脱硫,既减少了吸收剂的购置费用,又减少了废氨水的处理费用,真正做到了以废治废。
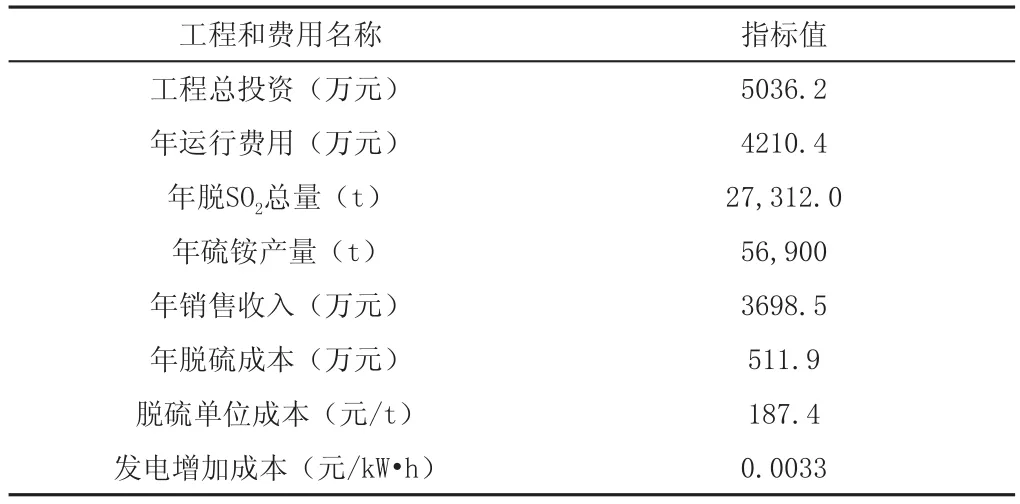
表5 工程运行经济指标
资源回收型氨法脱硫技术在化肥行业已有较多的应用,如云南解化集团3×130t/h+75t/h锅炉烟气脱硫、湖北化肥厂2×240t/h+220t/h锅炉烟气脱硫、山东华鲁恒升3×240t/h烟气脱硫、四川泸天化2×130t/h煤锅炉烟气脱硫等。下面以湖北化肥厂的氨法脱硫项目为例,介绍回收型氨法脱硫技术在化工行业中的应用情况。
(1)工程概况
湖北化肥厂脱硫工程(装置见图2)总烟气量2×28万Nm3/h+27万Nm3/h;SO2含量3650mg/Nm3;烟气中的尘含量50mg/Nm3;原烟气平均温度<160℃;设计脱硫效率≥95%。

图2 湖北化肥厂脱硫装置
脱硫装置共设两个吸收塔,分别处理3#锅炉(220t/h高压煤粉锅炉)和1#、2#锅炉(2×240t/h高压煤粉锅炉)的烟气。
(2)装置运行情况
3#锅炉脱硫系统(2号脱硫系统)于2007年12月22日开始进行全关旁路挡板门168小时满负荷性能测试,2008年12月29日顺利结束。1#、2#锅炉脱硫系统(1号脱硫系统)于2008年9月3日开始进行全关旁路挡板门168小时满负荷性能测试,2008年9月30日顺利结束。各项指标优良,脱硫效率达96%以上。
1)技术性能及经济消耗指标
湖北化肥厂脱硫装置的监测报告显示,该项目的脱硫效率为98.5%,同步脱硝效率也达到了55.2%,装置的净化性能较为突出。工程经济消耗指标见表6,表中显示所有消耗皆低于设计值。
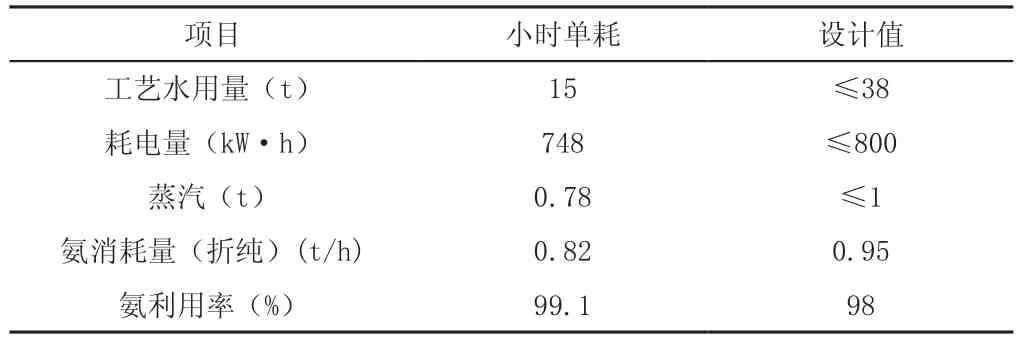
表6 湖北化肥厂脱硫装置主要经济消耗指标
2)副产品硫酸铵质量
168小时考核期间,副产品硫酸铵的品质委托湖北省宜昌市质量监督检验所检测(结果见表7),检测数据表明,副产硫酸铵完全达到了设计要求的GB535-1995 合格品标准,重金属含量也远低于GB/T23349-2009的限值要求,完全可作优质农用肥使用。
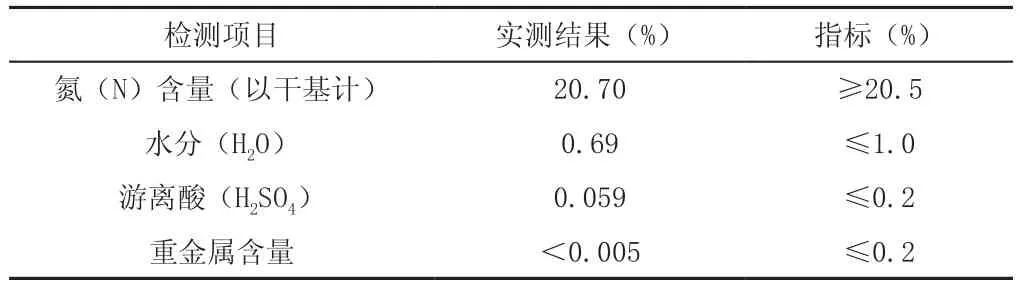
表7 湖北化肥厂脱硫副产物硫酸铵质量
3)工程运行经济分析
根据湖北省化肥行业的运行数据测算,该项目的运行经济结果(见表8)显示,由于吸收剂为化工厂产的废氨水,价格较低,本项目的直接单位脱硫成本只有41元/吨SO2,远低于630元/吨的排污费用,经济效益十分显著。
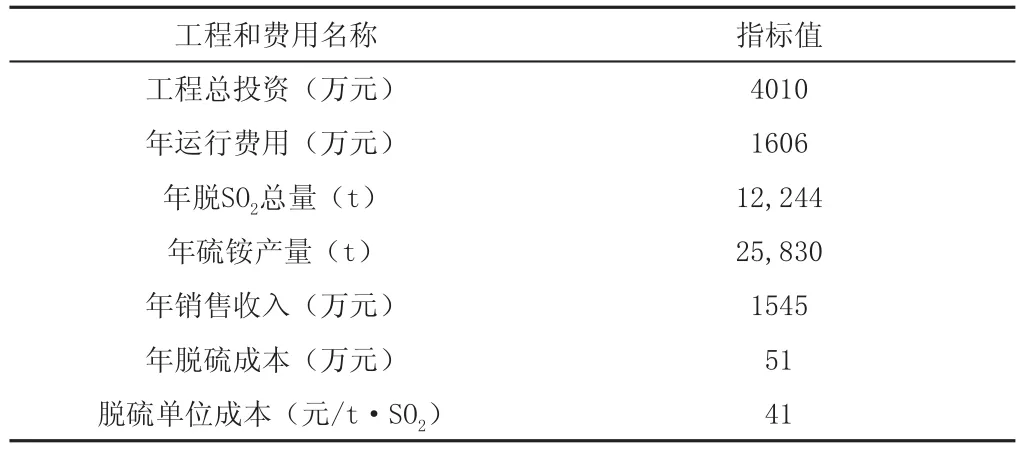
表8 湖北化肥厂脱硫项目工程运行经济指标
(3)应用效果
湖北化肥厂采用氨法脱硫工艺后,在年脱除1.2万吨SO2的同时,可处理尿素装置废氨水10.9万吨,具有突出的环境效益,如考虑减少的废氨水处置费用和SO2排污费用,本项目的经济效益也十分显著。
3.3 回收型氨法的主要应用业绩
(1)已建工程(见表9)持续发展和烟气脱硫行业的技术进步,国家环境保护部下达计划由中国环境保护产业协会组织制定《火电厂烟气脱硫工程技术规范 氨法》标准,目前此规范已公开征求意见,即将颁布实施。
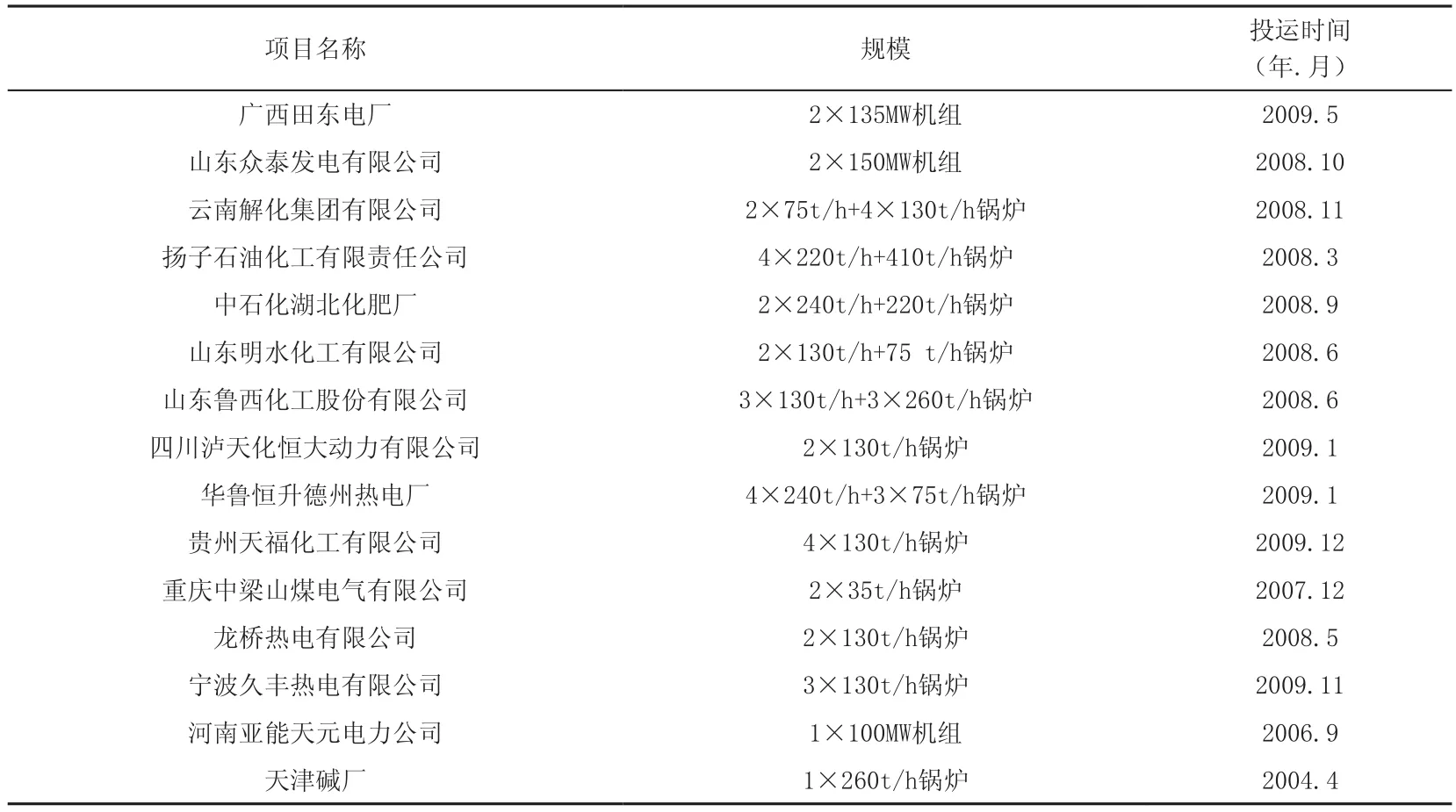
表9 已建工程
(2)在建工程
在建工程项目名称及规模为:大唐能源化工有限责任公司8×470t/h锅炉、山东潍坊钢铁集团2×230m2烧结机、2×220t/h锅炉、浙江巨化集团2×410t/h锅炉、贵州开阳化工有限责任公司5×150t/h锅炉、四川天华股份有限公司3×220t/h+1×75t/h锅炉、呼伦贝尔金新化工有限公司3×240t/h锅炉、贵州金赤化工有限公司3×220t/h锅炉、山西盂县化工有限公司4×75t/h锅炉、贵州赤天化纸业有限公司2×75t/h锅炉、山东鲁南化肥厂1×260t/h和2×130t/h锅炉等。
4 资源回收型湿式氨法烟气脱硫技术的应用前景
4.1 总体发展空间
资源回收型氨法烟气脱硫技术在治理污染的同时,实现了资源回收利用,符合我国建设环境友好型、资源节约型社会的要求。该技术在电力企业、冶金企业,特别是化肥企业有着广阔的应用前景,其脱硫副产物为高价值的硫酸铵化肥,适合我国作为农业大国的需求。
4.2 有关行业政策
(1)氨法烟气脱硫工程技术规范
为规范火电厂氨法烟气脱硫工程建设,促进火电厂可
(2)氨法脱硫技术现场评议会
2009年9月,中国电力企业联合会组织召开了“氨法脱硫技术现场评议会”,形成了如下意见:
1) 氨法脱硫技术是一项可实现循环经济的绿色脱硫工艺,尤其适用于燃用中高硫煤、有稳定氨源的电站锅炉;对因燃煤含硫量增大、原脱硫装置不能满足环保要求的脱硫设施,可选用氨法进行脱硫改造。
2)环保氨法脱硫技术具有完全自主知识产权,已在化工、电力等行业建成10余套氨法脱硫装置,积累了较为丰富的工程经验,工艺已趋成熟,设计与施工管理能力较强,具备了在更大电站锅炉上推广应用的基础。
3)鼓励电力集团公司在适合的条件下,进行大胆创新和实践,在300MW、600MW机组上尽快建设氨法脱硫示范工程。
4)氨法脱硫运行效益好,有利于特许经营的开展,有关部门将与相关电力企业协商,推动氨法脱硫在300MW、600MW机组上的特许经营示范试点工作。
4.3 市场需求
据发改委相关统计,截至2008年底,我国火电厂烟气脱硫装机容量超过3.79亿kW,其中有90%左右采用石灰石-石膏法,以此推算需消耗优质石灰石资源1792万吨/年,产生二氧化碳788万吨/年,产生脱硫石膏3082万吨/年,产生废水2456万吨/年。
该烟气脱硫工艺的推广应用,按20%市场占有率计算,将实现以下环境治理目标:
(1)至“十二五”末,新建、改建和扩建机组若有20%采用湿式氨法烟气脱硫,则每年可减排SO2316万吨。至2015年本技术规范全面实施后,每年可减排SO2约521万吨。
(2)每年减少优质石灰石资源消耗814万吨、CO2排放359万吨、脱硫石膏1400万吨、废水排放1115万吨,节电46万kW•h。
(3)可向土壤提供有效硫元素261万吨/年。
5 结语
资源回收型湿式氨法烟气脱硫具有工艺技术成熟、适用煤种广、脱硫效率高、运行稳定,其副产品硫酸铵的品质符合农用化肥标准,完全满足农业应用要求的特点。氨法脱硫技术在全国范围的推广应用,对我国烟气脱硫事业的发展、环境质量的改善、资源的节约利用、碳排放的削减、化肥品种的优化等方面将起到重要的促进作用。
Wet and Ammonia Process of FGD Technology on Resource Recovery
FU Guo-guang, ZHANG Xue-hui, XU Chang-xiang
(Jiangsu New Century Jiangnan Environmental Protection Co., Ltd, Nanjing 211100, China)
The paper explicates the principle and applicable scope of wet and ammonia process of FGD technology on resource recovery; introduces the application situation and prospect of the technology in power and chemical industries; indicates that wet and ammonia process of FGD technology on resource recovery bears the technical maturity, wide coal variety, high efficiency of desulfurization and stable operation; and quality of ammonium sulfate-- the byproduct accords with chemical fertilizer standard for farm use and meets the requirement of agricultural application, it is a green desulfurization technology which could realize the circular economy.
FGD; wet and ammonia process; resource recovery; ammonium sulfate
X701.3
A
1006-5377(2010)09-0029-06
猜你喜欢
中国化肥信息(2022年6期)2023-01-06
环境卫生工程(2021年4期)2021-10-13
建材发展导向(2021年7期)2021-07-16
中国化肥信息(2020年3期)2021-01-07
昆钢科技(2020年5期)2021-01-04
建材发展导向(2019年11期)2019-08-24
中国化肥信息(2018年8期)2018-10-08
中国学术期刊文摘(2016年8期)2016-02-13
中国资源综合利用(2016年11期)2016-01-22
浙江大学学报(工学版)(2015年2期)2015-05-30