
胶合板厂生产弯曲木床板条技术改造探究与实践
2010-11-09 06:49张晓坤周忠峰马立平
黑龙江生态工程职业学院学报 2010年2期
张晓坤 周忠峰 马立平
(黑龙江林业职业技术学院材料工程系,黑龙江牡丹江 157011)
胶合板厂生产弯曲木床板条技术改造探究与实践
张晓坤 周忠峰 马立平
(黑龙江林业职业技术学院材料工程系,黑龙江牡丹江 157011)
从目前胶板企业面临的生产困境出发,依据课题研究实践,系统阐述了生产胶合弯曲木床板技术改造中设备改造、工艺参数制订、产品质量分析、经济分析等关键因素。
设备改造;热压机;分片机;倒弧机;工艺参数;质量分析;成本分析
我国的人造板生产起步于胶合板生产,有为数众多的中小型胶合板企业,大部分企业产品品种单一,企业研发投入少,科技含量低,缺少核心竞争力,长期处于低层次的价格竞争阶段。一方面消耗大量资源生产低档产品,于国家和企业的长远发展不利;另一方面在国际市场招致反倾销,影响国家和企业形象。在市场激烈竞争条件下,尤其是当前金融危机的压力下,由于外需萎缩,导致大批中小企业面临倒闭困境,因此,改变企业经济增长方式,已刻不容缓。出路之一,就是进行技术改造,提高产品的技术含量和附加值,开拓新的市场。
在世界范围内,人们对环境保护日益重视,倡导循环经济、绿色消费。木材是四大材料中唯一的可再生资源,是生活日用品的首选材料,用其制作的床板强重比高,弹性好,韧性强,从环保和性能上是上佳材料。根据市场需求和企业现状,我院教师与企业合作,对已有胶合板生产线进行了技术改造,开展生产胶合弯曲木床板的立项研究,以尽量少的投资,对工艺和设备进行技术改造,探索一条技改新路。
1 产品概述
1.1 产品特性
胶合弯曲木床板条俗称“排骨架”,较实木的“排骨架”因木质的特性,较脆,易发生变形断裂,胶合弯曲木床板条富于弹性;使用中像床垫一样进行分区,排骨架中间有加固的衬条,可以对床的软硬程度进行调节;在肩颈部有专门弯曲条,使消费者翻身时刚好可以把肩膀等部位放入凹陷处,符合人体工程学要求。
1.2 产品规格
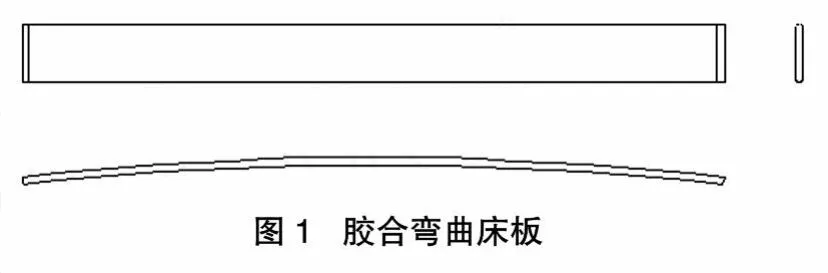
该厂产品订单主要来自意大利客商,规格尺寸为:长度770~1 200mm,宽度 53mm、64mm、68mm、170mm,厚度 8mm。产品视图如图1所示。
2 生产工艺流程
在原胶合板生产线基础上,根据产品表面装饰要求,在预压后增加对组坯单板表面涂胶、覆膜或贴纸工序。为达到产品外观要求,在后期处理中对曲板分片和倒弧。生产工艺流程如下:
3 设备改造
试生产初期,使用订制的福建产人工铣边机倒弧,人为因素影响大,曲板边缘不直,生产效率低下;分片机只能加工170mm以上的曲板,同时后期由生产非装饰床板条又新增树脂面和贴纸装饰。
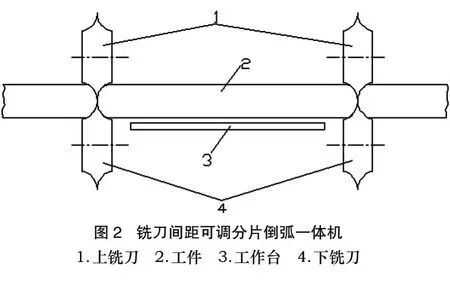

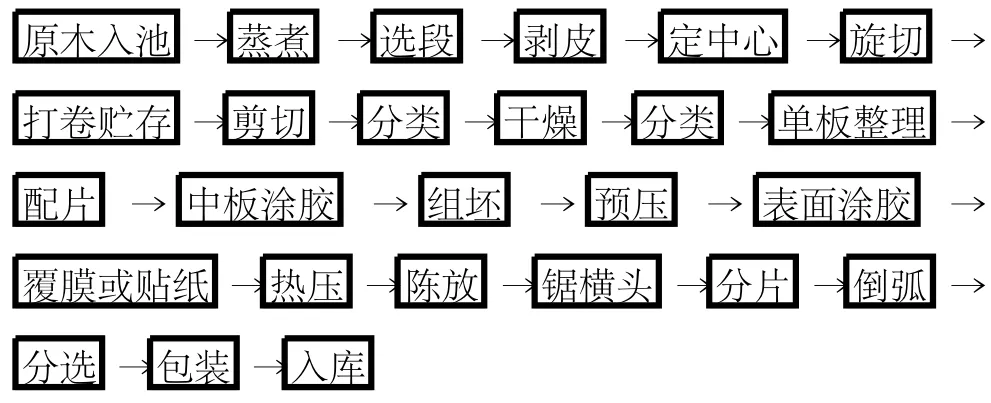
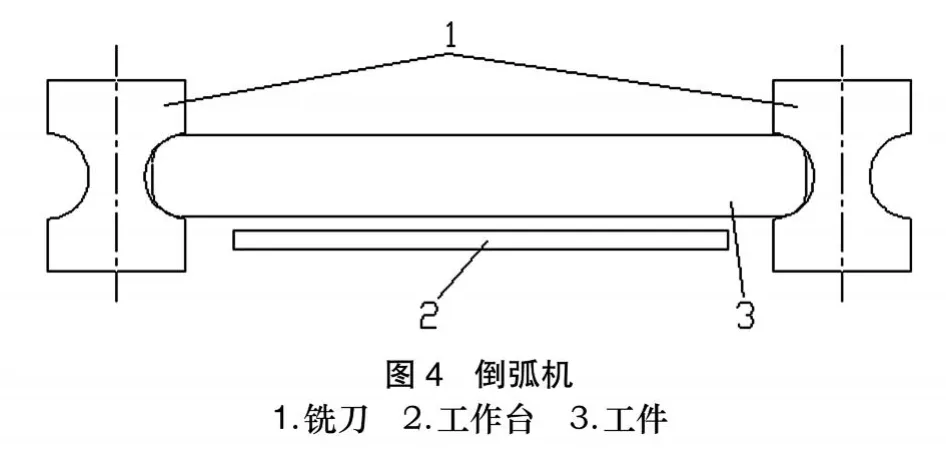
板条生产,曲板在长度宽度上都有变化,设备已不能满足要求,于是又订制一台牡丹江产最小加工宽度 28mm的可调分片机 (如图2),将原 9层平板压机改造为曲板压机,新增的分片机一次成型,效率高,可满足产量要求,但调整困难,易出现故障,最致命的是树脂面易崩边,贴面纸易边角开胶,同时存在“双眼皮”现象,影响了合格率,且不合格产品不易修补,废品率高。根据这种情况,决定将分片机由原上下铣刀改成锯片进行分解 (如图3),又订制两台倒弧机 (如图4)与之配套,通过使用效果较好,崩边、开胶现象大大减少,提高了合格率。
设备清单如表1。
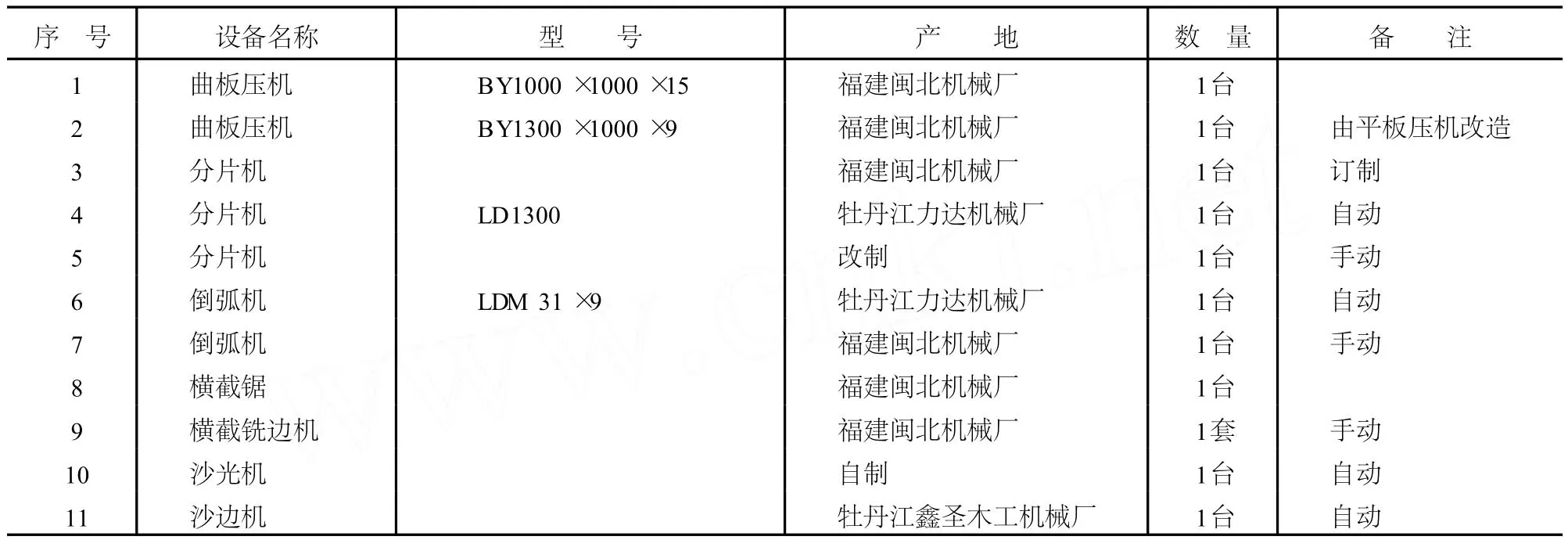
表1 胶合板生产线生产弯曲木床板新增设备一览表
4 生产工艺参数 (以 770×170×8非装饰曲板为例)
经反复试生产和调试,结合原生产工艺,制订生产工艺参数如下:
·中板涂胶量:290~300g/cm2(杨木);290~300g/cm2(桦木)
·板坯表面涂胶量 (饰面板):260~280g/cm2(树脂面);250~250 g/cm2(贴纸面)
·预压压力:1~1.2MPa
·预压时间:20~30min(视室内温度而定)
·热压温度:100℃
·热压时间:1min/mm
·热压压力:1.2MPa(全桦);1MPa(杨桦)
·成品陈放:4~5d(上下用厚模具板压实)
注:生产用胶为 E1级环保脲醛树脂胶,技术质量指标如下:
摩尔比:1∶1.2
树脂含量:55%~57%
粘度 :30~50″/25℃(涂 4杯 )
固化速度:60″~80″
活性期:>4h
游离醛:≤0.3%贮存期:20d/20~25℃pH值:6.8~7.0
5 产品质量分析
技改后的产品符合成型胶合板国家标准胶合强度要求,外观质量达到用户要求,甲醛释放量达到 E1标准。
生产中常见的质量问题及解决办法见表2。
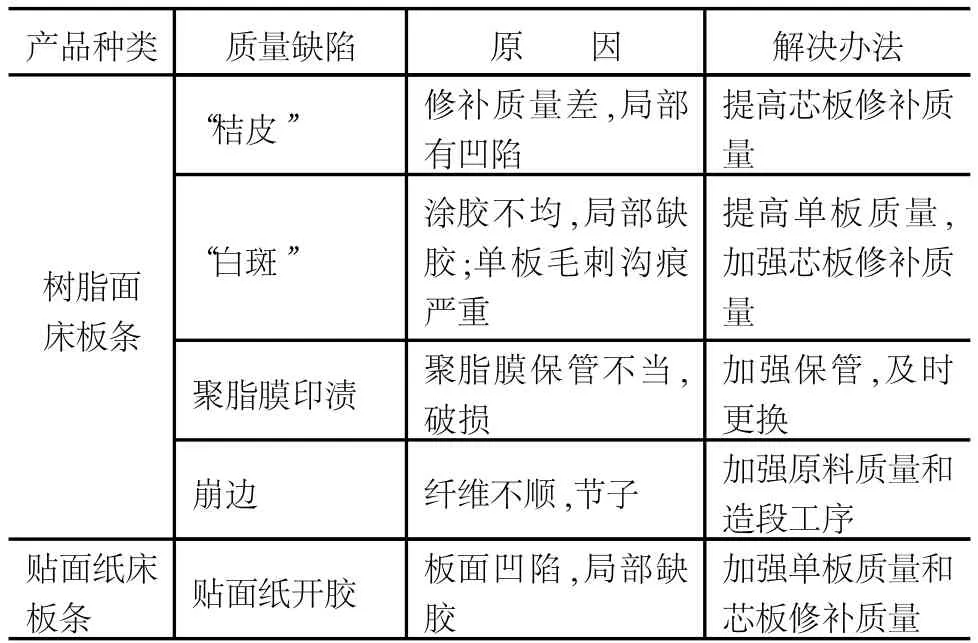
表2 胶合板生产线生产弯曲木床板常见质量问题及措施
6 成本分析
产品成本构成及利润分析见表3。
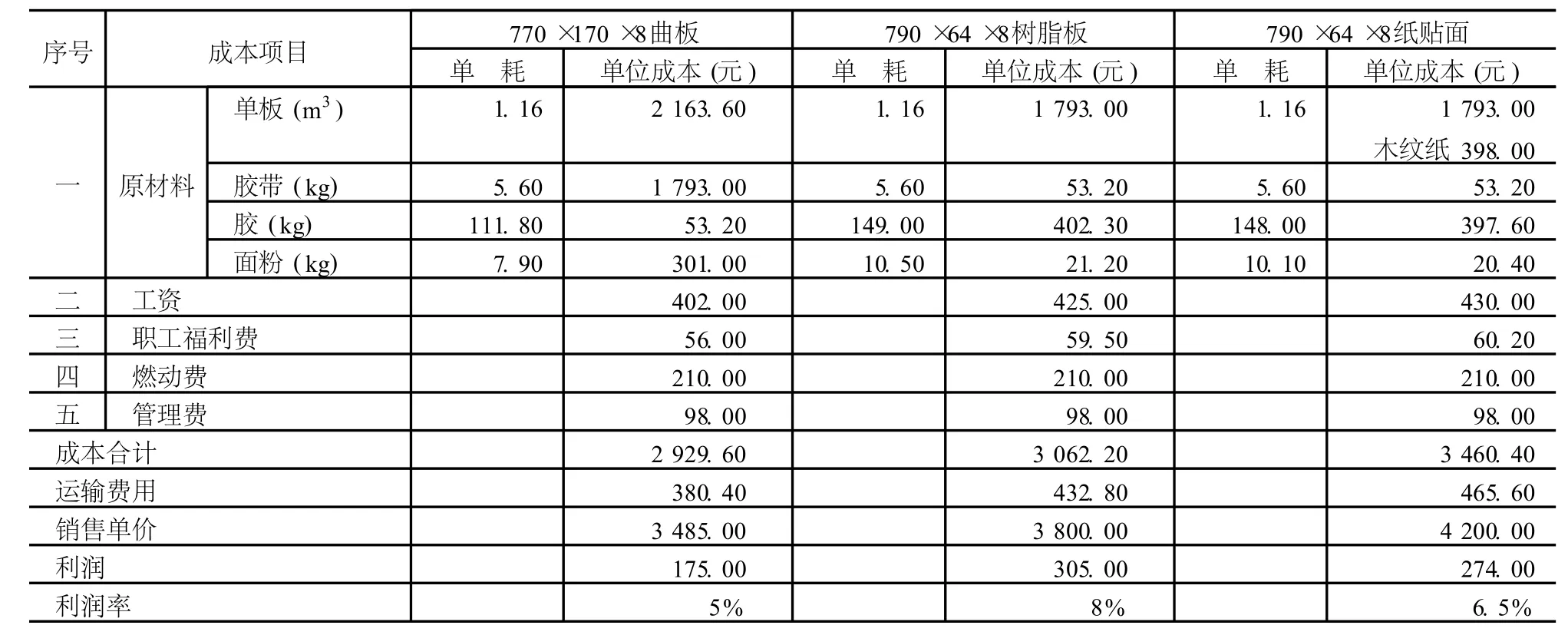
表3 胶合板生产线生产弯曲木床板成本及利润分析
技改资金投入主要是设备购置和改造,总计不足 20万元,当年可回收且创利润 10万元,次年预计利润可达 60万元以上。
[1]齐华春,程万里,刘一星.高温高压过热蒸汽处理木材的力学特性及化学成分变化[J].东北林业大学学报,2005,(3).
[2]叶翠仙,陆继圣,刘经榜.荷木小径材弯曲工艺[J].福建林学院学报,2001,(2).
TQ323
A
1674-6341(2010)02-0041-03
2010-03-06
黑龙江省教育厅立项课题《对胶合板生产线技术改造开发弯曲木床板条新产品的研究与应用》(项目编号:11535023),张晓坤为课题负责人
张晓坤 (1964-),男,河北南皮人,副教授,从事人造板生产工艺、计算机辅助设计研究。
责任编辑:王桂荣
猜你喜欢
词学(2022年1期)2022-10-27
中国应急管理科学(2022年1期)2022-04-18
数学物理学报(2020年5期)2020-11-26
广东通信技术(2020年10期)2020-10-26
铁道建筑(2019年12期)2020-01-02
漳州职业技术学院学报(2019年1期)2019-11-16
火控雷达技术(2018年4期)2019-01-15
国际木业(2016年11期)2016-12-21
中国医疗器械杂志(2014年2期)2014-03-04
中国质量与标准导报(2014年12期)2014-02-28
