
PLC在数控机床轮廓误差控制中的应用
2011-01-29 06:25张为民来燕菁
制造业自动化 2011年13期
于 洋,张为民,2,来燕菁
YU Yang1, ZHANG Wei-min1,2, LAI Yan-jing1
(1.同济大学 机械工程学院,上海 201804;2.同济大学 中德学院,上海 200092)
0 引言
轮廓误差是指实际轮廓轨迹与理论轮廓轨迹之间的最短距离[1]。在轮廓加工过程中,由于数控系统的动态特性不稳定,很容易影响各坐标轴的协调运动和位置精度,同时导致各联动轴的加减速不同步,从而引起零件的加工轮廓误差[2,3]。而从理论公式中可以推出,减小轮廓误差可以通过提高增益和减小进给速度来实现,本文主要研究如何利用PLC编程自动调整进给速度实现最小加工轮廓误差的方法。
1 数控机床轮廓误差控制理论
轮廓误差是各单轴的位置跟随误差合成的结果。单轴跟随误差的理论计算公式为:

式中:E(s)为系统输出位置跟随误差;V为系统输出速度;KA为位置增益。另外,一些文献[4,5]指出,对于两轴直线插补,轮廓误差与两轴的位置增益之差成正比,与速度成反比,即两轴的位置增益相等,则轮廓误差为零;而对于两轴的圆弧插补,即使两轴位置增益相同,仍存在轮廓误差,且轮廓误差与系统位置增益的平方成正比,与速度的平方成反比。所以减小轮廓误差的方法可以归结为以下两种:
1)尽可能提高各轴位置增益,同时使各联动轴位置增益尽量相等。
2)适当减小进给速度。
前者属于数控伺服系统动态优化的范围。由于系统位置增益不能无限制地提高,否则会造成控制回路的不稳定,所以需要先优化电流环、速度环,提高内环的响应,最后达到提高位置环增益的目的[6]。由于本文是以西门子840D系统为平台,而840D系统HMI提供了伺服动态性能的优化界面,可以直接调整动态参数,改善系统各个环节响应速度和稳定性,从而获得最优位置增益,实现比较容易,本文不着重介绍。
而后者属于零件加工工艺优化的范围,即通过PLC编程实现速度自动修调的方法,这也是本文研究的重点。本文设计了速度修调器,既能减小进给速度来减小零件的轮廓误差,又能避免由于进给速度低而导致伺服电机及导轨出现爬行现象以及影响加工效率等不利因素,从而获得最佳的进给速度。
基于840D的轮廓误差控制理论结构如图1所示,图中虚线框内表示伺服优化部分,在位置环、速度环、电流环的共同控制下保证系统的稳定性,输出一个合理的增益值。框外表示速度修调部分,使进给倍率信号不仅可以手动修调,而且还可以根据速度修调算法计算出的最佳进给速度而自动调整。
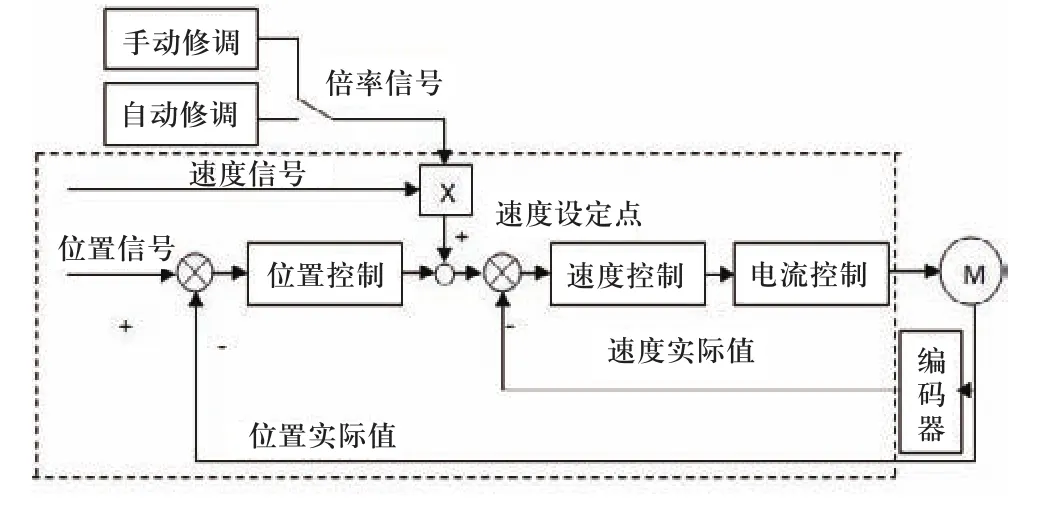
图1 840D数控系统的轮廓误差控制结构
2 进给速度修调器的设计
2.1 进给速度修调器设计思路
本文设计的进给速度修调器源于PLC的优铣控制,着眼于进给速度的加工工艺优化,在“宏观”上调整进给速度,使得加工轮廓误差最小。速度修调器是由显示模块、速度修调算法模块和倍率调整模块组成。
显示模块是基于840D系统提供的hotlink的DDE动态数据交换服务功能,并利用VB编程设计人机界面,用于将速度修调相关的CNC内部数据显示出来,主要包括进给速度、进给倍率、零件轮廓误差等,内部数据显示功能可借助PLC编程中的数据读取模块FB2来实现。
速度修调算法模块中设置轮廓误差合成函数和进给倍率修改函数,经计算后输出最优的进给倍率信号,并存储在R参数中,等待PLC程序模块的调用。

图2 PLC控制的速度修调器的内部结构
倍率调整模块,即速度修调器的核心模块,采用PLC编程,一方面要屏蔽来自机床面板的进给倍率信号,另一方面要将R参数的值写入到数控系统中的进给倍率信号,即此时进给倍率就修改为R参数的值,而实际进给速度就变为当前的进给速度与修改生效后的进给倍率的乘积,也就是使轮廓误差最小的最佳进给速度。
控制器的内部结构图如图2所示,虚线框内的表示的就是PLC控制的速度修调器的主要功能结构。
2.2 速度修调器设计中的PLC编程实现[7]
由于经过速度修调算法计算输出的最优进给倍率值存储在R1参数中,只要通过PLC编程将R1参数值输入给NCK中的实际进给倍率信号,就可以实现PLC控制加工轮廓误差的要求。具体便编程如下:

调用FB2读取信号模块,读入R0、R1参数的值,并将其分别存入MD250和MD260中。程序中以R0的值来判断是否屏蔽用机床操作面板上的进给倍率调整旋钮来手动调整倍率的方法,如果R0小于1.0,则速度修调器不工作,进给倍率的值取决于机床操作面板上手动设置的值;如果R0大于1.0,则速度修调器工作,此时机床操作面板上的手动设置被屏蔽,进给倍率的值自动地调整为速度修调算法计算输出的最优值。这一过程对应的PLC编程实际上是属于优铣控制的范畴,PLC分配给进给倍率的信号是DB21.DBB 4,故需要将FB2读取出的R1信号的值传给DB21.DBB4,然后对应Gray码译码后就可得相应的倍率值,例如,如果DB21.DBB4的后五位是11011,译码后得到当前的进给倍率,即0.90,优铣控制的Gray译码表如图3所示。
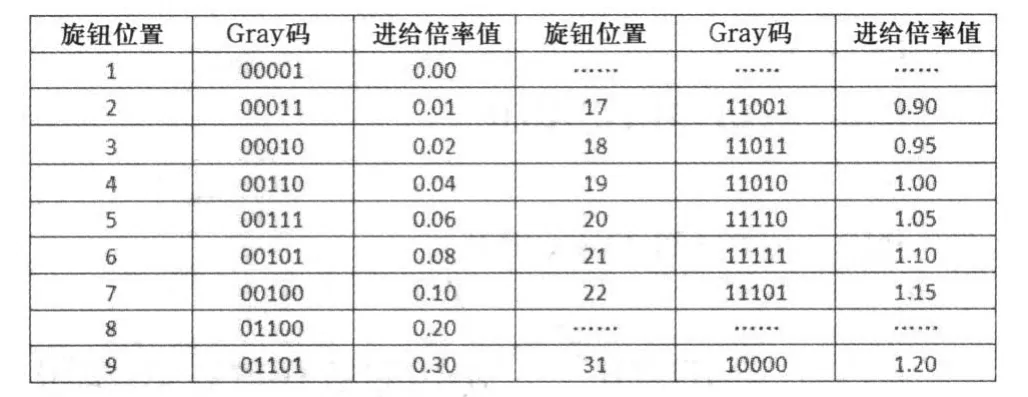
图3 优铣控制的Gray译码表
3 轮廓误差控制结果
在加工过程中,由于工件材料、形状、加工参数等不同,所对应的最小轮廓误差和最佳进给速度也是不同的,不过经过速度修调器控制后其结果都符合一定的趋势,使得轮廓误差和进给速度的值都保持在一个最佳范围之内,并使轮廓误差尽量的小,进给速度尽量的大,这样就能最终实现“高加工效率、低轮廓误差”的目标。
4 结束语
1)本文验证了降低进给速度是减小加工轮廓误差的有效方法之一。
2)本文基于速度修调器设计,利用PLC编程对进给率自动调整,实现加工过程中进给速度的最优控制,在保证高加工效率的同时尽可能降低加工轮廓误差。
[1]赵小松,郭红旗,刘小午.数控机床的误差模型[J].天津大学学报,2001(6):723-726.
[2]王侃夫.数控机床故障诊断及维护[M].北京:机械工业出版社,2002.
[3]白恩远,王俊元,孙爱国.现代数控机床伺服及检测技术[M].北京:国防工业出版社,2002.
[4]徐创文,进给伺服系统特性对加工精度影响分析[J].航空精密制造技术,2002(5):43-46.
[5]H-Ju Na,Chong—Ho Choi.Contour Error Analysis and Gain Tuning for CNC Machining Center[J].AMC'96-MIE:197-202.
[6]西门子公司.SINUMERIK 810D/840D简明调试指南[Z].www.ad.siemens.com:6-14,30,44-45,122-172.
猜你喜欢
探索科学(学术版)(2021年3期)2021-05-18
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
中国交通信息化(2017年4期)2017-06-06
电子制作(2017年20期)2017-04-26
制造业自动化(2017年2期)2017-03-20
中学生数理化·教与学(2016年6期)2016-06-15
