
汽轮机结盐的处理
2011-06-13 06:36宋振东
科技传播 2011年18期
宋振东
陕西延长石油延安能源化工有限责任公司,陕西西安 710075
汽轮机结盐的处理
宋振东
陕西延长石油延安能源化工有限责任公司,陕西西安 710075
永坪炼油厂120万t/年催化裂化装置汽轮机因蒸汽含盐大,导致速关阀过滤器易堵,汽轮机喷嘴、叶片结垢,导致汽轮机不能正常运行,频繁停机开机盖清洗处理,经过两年多一系列技术分析改造后,基本上解决了这一问题,特别是在线汽洗的新方法应用以后,不用开盖,直接清洗,既经济又环保。
汽轮机;结盐;入口过滤器;在线汽洗;蒸汽
0 引言
永坪炼油厂120万t/年催化裂化装置于2004年新建投产。该装置气压机组的配置为汽轮机直接带气压机的两机组。汽轮机为杭州汽轮机厂生产的背压式汽轮机,主要参数见表1。
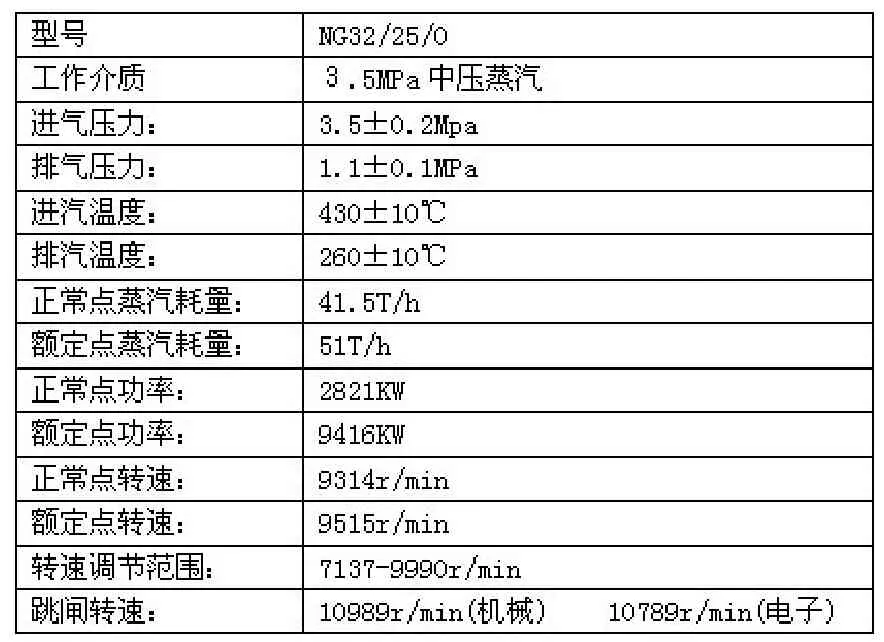
表1 汽轮机主要参数
汽轮机在使用过程中,虽然节能效益良好,却经常遇到运行效率下降,导致无法正常运行,从2004年到2007年的3年多时间里,每年汽轮机停机处理次数高达3次~4次,2006年的停机情况统计见表2。

表2 2006年的停机情况统计
汽轮机停机处理危害:1)开机盖清理,冷热变化大,对机组损害大;2)浪费机组配件,增加装置运行成本;3)富气放火炬时间长,以2006年停机为例,放火炬烧掉液化石油气为:1 219.9吨;直接经济损失7 319 400元;4)污染环境,排放污染气体约4 477.033吨,对大气造成了严重的污染。
1 问题分析
针对这种情况,厂、车间技术人员对历次抢修、汽轮机效率降低原因进行了分析,得出两个原因:一是汽轮机速关阀过滤器堵;二是汽轮机喷嘴结垢;而造成汽轮机速关阀过滤器堵和汽轮机喷嘴结垢的根本原因有四个。
1)水质差。由于永坪炼油厂地处陕北黄土高原,属于严重缺水地区,而且水质差、硬度高,尤其到了严重缺水的季节,为保装置不惜降低用水标准。水质差导致蒸汽质量差,而蒸汽是汽轮机的动力源,蒸汽质量的好坏直接关系到汽轮机的效率、使用寿命、运行的平稳性、检修周期等。由于除盐水质量差,导致内、外取热器盘管、蒸汽管线内壁、汽轮机速关阀过滤器、汽轮机喷嘴等都积上了一层盐垢,可直接导致汽轮机运行效率下降,并且,随着运行时间的延长,这些盐垢在不断的加厚,当盐层厚度达到一定的程度后,遇到装置运行波动,脱落大块盐块,聚集到汽轮机速关阀过滤器处,发生堵塞,短时间内导致汽轮机运行效率快速下降;
2)饱和蒸汽品质差,其直接原因是汽包V2401过小。由于外取热汽包V2401原依照装置80×104t/n加工量来平衡热能设计,但是随着装置的扩容改造,加工量提高,装置产汽量增加,而用于汽水分离的汽水分离器V2401却没有加大,所以造成了汽水分离效果降低,有时还出现共沸现象,这些直接导致了中压饱和蒸汽品质降低,影响了汽轮机的安全运行;
3)管道结垢,如发生装置中压系统波动,结垢物大块脱落,带至汽轮机。内、外取热器盘管、蒸汽管线经过长时间的运行,由于水质差、汽包汽水分离差和共沸时带出的杂质,久而久之,就在内壁上结上了一层水垢,当装置中压系统出现波动时,就可能有大块的结垢物脱落,带至汽轮机速关阀处,把速关阀过滤网堵住,造成汽轮机进汽量减少,效率降低;
4)汽态变化,析出盐份。汽轮机在运行过程中,中压蒸汽流过一级静叶喷嘴、转子叶片,驱动转子做功,在此过程中,中压蒸汽温度,压力下降,在下降的过程中,蒸汽就析出了盐份,一部分被蒸汽带走,而一部分就附着在汽轮机的叶片上,随着汽轮机运行时间的增加,叶片上附着的盐份也增加,逐渐影响汽轮机的运行效率。
2 措施
措施一:针对中压蒸汽管道长时间运行结垢,装置中压系统发生波动,结垢物大块脱落,带至汽轮机的问题,通过论证,选取一套过滤精度和速关阀过滤器的过滤精度相同、并可互相切换在线清洗的双联过滤器。
2007年装置大修实施技改,见图1。
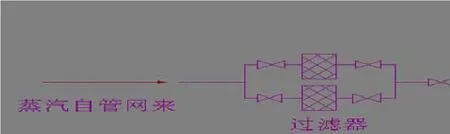
图1 大修技改图
设计压力:壳体5.0MPa,工作温度:450℃,工作介质:中压蒸汽,腐蚀余量:2mm,最高工作压力:壳体3.5MPa,容积:0.93m3,主要受压元件材质:15CrMoR,内径:φ800mm,壁厚:22mm,总高:2 890mm。
立式蒸汽过滤器(DN800)流程:
在2007年6月至2009年6月装置运行中,通过对中压过热蒸汽在汽轮机入口压降监控,当压降超过0.2MPa~0.4MPa时,切换入口过滤器进行在线清洗,经过两年的使用,再也没有发生因汽轮机速关阀过滤器堵而停机的事故,收到了很好的使用效果。
这个方案解决了第3)项问题,但解决不了1)、2)、4)项,但对装置的长周期运行,以后仍能起到很好的保障作用。
措施二:针对水质差的问题,我们通过分析水质成分,发现除盐水PH值在6~7,协调厂相关部门改善水质酸碱性,加注NH3;车间内部通过摸索定排次数、连排调节大小,改善炉水品质,定时一小时定排一次。
此措施只能改善源头水源质量,但对缺水等特殊时期,不能从根本上解决,可作为预防性长期工作。
措施三:针对V2401过小,导致蒸汽不干,在内、外取热器盘管、蒸汽管线内壁结垢,中压过热蒸汽带盐的问题,在2008年技改项目中提出改大V2401的方案,在装置大修期间实施,但因为定货推迟一年,在2009年装置大修期间实施,从6月份开炉至今,参照内取热盘管的效率来看,效果转好。
这一因素也是影响汽轮机结盐效率下降的最根本的原因,这一方案的实施,解决了主要矛盾,但是,仍不能解决水源差、中压管道长期运行结垢、中压蒸汽长期少量带盐积累问题。
措施四:对汽轮机在运行物态变化中析出盐份的问题,包括在改大V2401技改方案实施以后,仍存在的水源差、中压管道长期运行结垢、中压蒸汽长期少量带盐积累问题。我们摸索实施了汽轮机在线湿蒸汽清洗的方案。
汽轮机在线湿蒸汽清洗的方案原理:
汽轮机通流部分积垢分布于汽轮机过热蒸汽区域和刚进入饱和蒸汽区域。通流部分积垢中50%是炉水中的盐份,40%是氧化铜,10%是所携带的杂质,上述物质均能溶解于湿饱和蒸汽中。根据上述特点,将饱和蒸汽或接近饱和的蒸汽导入汽缸,经过作功后,使汽轮机的所有通流部分叶片都在湿饱和蒸汽区域工作,盐垢逐渐被冲刷溶解,叶片得到清洗。
由于是背压机组,在线清洗叶片的技术难点在于:
一是清洗时汽温和转速的选择,要保证清洗干净,要保证润滑油系统尽量少进水,保证气压机干气密封系统的安全运行;
二是清洗过程中的轴系振动监测、推力轴承温度、轴向位移、监视段压力变化的监测,以确保在选定的参数下清洗过程的安全运行,防止事故的发生;
三是背压机组排汽无法化验,需要安装临时取样冷却装置。
为了保证清洗时机组的安全和清洗效果,我们对清洗时汽温和负荷的选择经过仔细研究,转速选择了低限的2 000r/min~3 000r/min。用汽轮机放空阀控制汽轮机排汽压力在0.5MPa左右,因为是背压机组,冲洗时汽轮机的内部绝大部分处于湿饱和蒸汽区域,各级叶片的反动度增加,轴向推力增加,有可能使推力轴承过负荷。因此要密切注意机组轴位移,必要时用气压机的反飞动阀控制机组负荷。在汽温的选择上由于温度的控制由装置中压系统进行调整,使温度的控制难度加大,而且因为装置正在运行,别的地方还在用汽,所以不能降的太低,只能通过在汽轮机进口管线淋冷却水的方法进行,在蒸汽降温和降压的过程中要密切注意机组运行的状况、轴系振动情况、轴向位移变化、推力瓦片温度,缓慢平稳进行。
方案试验一:
2009年1月22日,因为汽轮机效率低下,进行了在线湿蒸汽清洗,具体过程如下:
1)12时改好干气预提升,汽轮机开始降速至3 700rpm,大阀放火炬控制沉降器压力;
2)气压机二级放火炬,开汽轮机暖机放空,同步降1.0MPa蒸汽温度至198℃(230℃);
3)13时15 分关中压蒸汽手阀,转速降至2 000rpm,给1.0MPa蒸汽,并调节蒸汽量和排汽压力0.5MPa~0.6MPa,控制汽轮机转速至3 000rpm(干气密封原因),开始汽洗;
4)13时30 分开始记录数据,14时10分开始取样化验;
5)15时20 分水样变色,17时00分颜色变重(深咖啡色),18时40分水样质量变好;
6)19时开始升转速,汽门全开100%,汽轮机通汽量只能达到17t/h~19t/h,试倒过滤器入口过滤器,无效。分析原因,因为1.0蒸汽入口在汽轮机入口双联过滤器后,所以蒸汽没有经过双联过滤器,而是直接进的速关阀过滤器,可能速关阀过滤器堵;
7)20时50 分停机,降温。22时开速关阀过滤器,23时9分打开,发现过滤器芯子堵塞严重,清洗;
8)1时回装完毕,暖管,1时50分低速暖机,升速;
9)3时正常。
方案试验二:2009年4月2日,因汽轮机效率低下,再次汽洗。具体过程如下:
1)12时15 分关中压蒸汽手阀,给1.0MPa蒸汽,并调节蒸汽量11t/h~12t/h和排汽压力0.4 MPa~0.5MPa,控制汽轮机转速至3 000rpm,开始汽洗;
2)14:00 将1.0MPa蒸汽温度由244℃降低,汽轮机入口200℃,出口180℃,15时入口190℃,机体175℃,出口155℃。至16时取样口水样颜色无大变化;
3)16时10 分再降1.0MPa蒸汽温度,汽轮机入口180℃,出口140℃,机体150℃,取样口水样颜色变红,电导及氯离子含量猛增。洗至21时取样口水样颜色变淡,电导仍有1 320us/cm(38℃),直接倒中压汽开机,至22时正常,22时30分吸收稳定系统正常;
4)另外,原本中压汽主管线准备水洗的,但是由于内取热出口大阀关不死,改为放空排汽,拉一下管线;
5)通过汽洗,转速7 300rpm,汽门开60%,效果比第一次汽洗要好,主要是汽轮机入口1.0MPa蒸汽温度降至180℃,对机组洗的比较好;
6)不足之处:1.0MPa蒸汽温度降的慢,12时15分~16时10分只洗到机体。结盐分析见表3,操作记录见表4。

表3 结盐分析记录
试验效果评价:
2009年汽轮机因流通部分结垢停机两次,都是采用了在线汽洗技术,通过摸索,试验完善了方案,取的了较好的效果。
主要技术创新和成果:
该项带负荷清洗汽轮机通流部分技术的难点为背压机组,背压机组在线清洗叶片在公司都属首例。经过仔细研究和详细计算,制定了可行的实施方案,在各专业的密切配合下进行了两次在线清洗试验。清洗后效果明显,负荷可以达到正常水平,各参数均符合工作要求;并且在实践中完善了方案,为今后解决汽轮机结盐处理提供了新的办法。
在线清洗较停机开盖进行清洗的常规方法缩短了清洗时间,满足了生产的需要,节省了大量的人力物力、提高了机组运行的安全性、且有可观的经济效益和社会效益。以2009年和往年对比为例:少停机56小时,减少液化气损失:777.8吨 ,节约4 666 800元,减少排放二氧化碳:2 854.5t,节约了维修费用。

表4 结盐操作记录
3 结论
1)水质差;汽包V2401过小为根本原因,已解决;
2)中压蒸汽管线定期水洗(预防长期积淀);
3)汽轮机在线水洗系统为装置长周期运行的保障。
总之,经过实践,摸索,逐渐认识和解决了这些制约汽轮机运行效率下降的难题,制定、试验、完善了方案。
[1]古通生.汽轮机故障分析及处理[J].设备管理与维修,2002(8).
[2]颜玉泉.汽轮机的故障分析及隐患排除[J].中国造纸,2001(4).
[3]闫道儒,李晓波,顾煜炯.汽轮机故障诊断技术应用与发展现状[J].中国电力教育,2005(S1).
[4]王建彬.工业汽轮机故障分析及处理[J].电站系统工程,1999(4).
[5]马超,杜英杰,闫晓菊.浅谈汽轮机故障诊断技术及其发展远景[J].黑龙江科技信息,2007(24).
[6]李远锡.汽轮机的故障及其排除方法[J].发电设备,1991(10).
[7]刘峻华,黄树红,陆继东.汽轮机故障诊断技术的发展与展望[J].动力工程,2001(2).
[8]吴志军.汽轮机振动原因分析与诊断[J].中州大学学报,2005(1).
[9]魏毓华.一台200mW供热汽轮机故障原因分析[J].东北电力技术,2004(7).
[10]白恩远,王纯.汽轮机故障诊断一例[J].太原机械学院学报,1989(3).
TK261
A
1674-6708(2011)51-0130-03
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05
化工技术与开发(2020年1期)2020-02-20
石油天然气学报(2018年5期)2018-11-08
电子测试(2018年9期)2018-06-26
趣味(语文)(2018年2期)2018-05-26
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
自动化博览(2014年6期)2014-02-28
中国氯碱(2014年11期)2014-02-28
汽车与新动力(2014年3期)2014-02-27
