焊接厂房基于ZigBee的温湿度监控系统
2011-08-08 11:57刘栋材
智能建筑电气技术 2011年4期
刘栋材 / 王 琪
1.广州雅居乐房地产开发有限公司 广州 510000;
2. 二十三冶建设集团有限公司安装分公司,湖南 长沙 410014;
3.广东工业大学 广州 510000
引言
高大焊接厂房的除尘除湿控温系统不但能保证焊接质量的可靠,还能提高工人的劳动条件,目前国内已有很多此类工程。高大焊接厂房在焊接过程中产生的烟雾含有大量的有害金属物质,这些二氧化硫、二氧化锰等化合物漂浮在空气中,其烟尘的30%~80%是微米级以下的颗粒,极易被人体吸收,严重污染车间的工作环境,危害工人的健康[1]。尤其夏季比较炎热,相对湿度较高,而焊接对厂房的温、湿度均有较高的要求,特别是相对湿度,直接影响焊缝质量,因此焊接车间需进行空调除尘除湿。要使除尘除湿控温系统达到良好的控制效果,必须在车间的各点均匀地布置一定数量的温湿度传感器和送风筒,普通的温湿度传感器需与系统用电缆连接。由于厂房内的管线多、设备多,且车间跨度大、空间高,实际施工时布线的难度很大。
1 高大焊接厂房除尘除湿控温系统原理概况

图1 高大焊接厂房除尘除湿控温系统原理图
如图1所示:安装在厂房两侧或中部靠近地面的送风筒将空调机组中的低温新风送入车间内,在地面层以上形成新风空气层,对焊接车间产生的废气、尘埃等温度较高的微小热颗粒产生向上的浮力。而在车间顶部的回风口存在较大的负压,在二者的共同作用下,车间内会形成一个均匀向上的气流,后续新风将车间内产生的废气、尘埃等物质取代[2]。从而达到除尘的目的,而除湿和控温则通过改变送风的温度和湿度来实现。因此必须对厂房内外的温湿度进行监控,系统再选择相应的工况。根据车间内的热源(焊接工位)分布情况布置温湿度传感器和送风筒的位置,系统从温湿度传感器获得某个位置(焊接工位)的温湿度数据,与设定值对比,通过调节送风筒阀门的开度来控制送风风量、送风温度,达到控制指定位置(焊接工位)温湿度的目的。
传统的除尘除湿控温系统的送风筒、温湿度传感器需要敷设电缆至控制柜,存在以下三个问题:
1) 线路敷设需跨越厂房的天车,高度高、距离远、施工和维护困难。
2) 传感器安装后只能在一个点固定,可能出现监测盲区。
3) 当要增加监测点时必须敷设电缆,工程量较大。
而采用基于ZigBee的温湿度监测系统则完全可以避免以上问题。不必铺设控制柜至送风筒、传感器的电缆,可以节省费用和时间。并且具有网络节点多、传输距离远、调试简单、节省PLC输入模块点数、改变温湿度传感器节点测量位置和增加或减少传感器节点数目都非常方便等优点。
在此背景下,本文结合近年来发展迅猛的ZigBee及无线传感器网络技术,提出了一种新型的温湿度采集控制系统。该系统由若干网络节点组成,各节点通过ZigBee协议进行通信。整个系统工作于全自动状态,通过采集车间内外的温湿度信息,并根据这些信息的变化来自动切换和设置相应的空调模式。例如:在不同的季节采用不同的空调模式,夏季制冷,冬季制热。在一天的不同时段调节机组制冷、制热量、送风回风风量等。
2 ZigBee简介
ZigBee网络中的设备分为FFD(全功能设备) 和RFD(简化功能设备)两种,其中FFD设备作为协调器(coordinator)使用。FFD是具有路由与中继功能的网络节点,可以与RFD节点通信也可以与别的FFD节点通信;RFD节点作为网络终端节点,相互间不能直接通信,只能通过FFD节点发送和接收信息,不具有路由和中继功能。
3 系统架构
ZigBee网络的拓扑结构有星型网(star)、树型网(Cluster tree)和网状网(mesh)3种[3],如图2所示。其中,星型网由一个协调器节点和多个网络终端节点组成,终端节点通过协调器实现彼此间的通信;树型网是由一个协调器组织的多个星型网,扩大了网络的覆盖范围,网络终端节点可以接入协调器节点,也可任意接入具有路由功能的FFD节点。网状网是一种高可靠性的Ad Hoc网络,和树型网不同的是具有路由功能的FFD节点相互间可以直接路由信息,所以网状网通过自组织和无线路由功能可提供多个数据通信路径。当最优的通信路径发生故障时,网状网会在冗余的其他路径中选择最合适的路径供数据通信。因此,网状网有效缩短了信息传输时延并提高了网络通信的可靠性。由于高大厂房内空间空旷,且机组的控制柜至传感器的最远直线距离不超过100m,因此采用星型结构即能满足要求。

图2 ZigBee网络3种拓扑结构

ZigBee路由器ZigBee协调器监控终端
4 两种模式的投资对比

图4 传统温湿度监测原理图
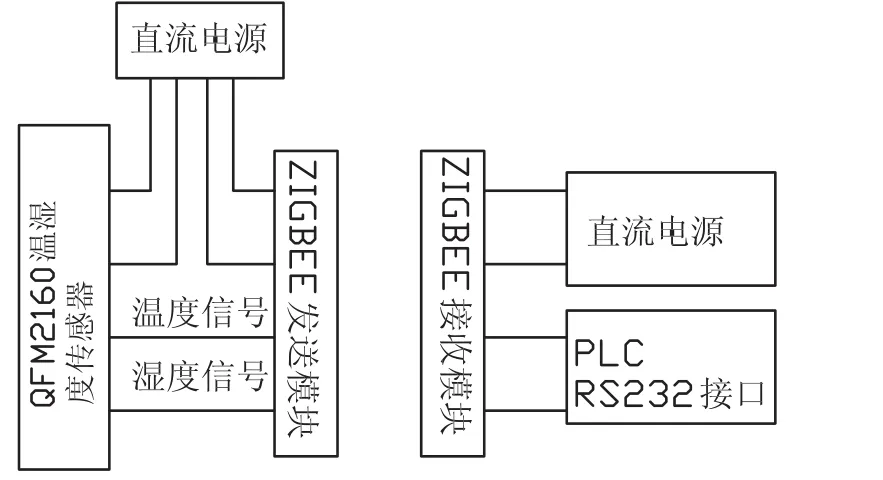
图5 Zigbee温湿度监测?原理图

图3 温湿度监测系统硬件框图
传统温湿度监测与Zigbee温湿度监测的区别是Zigbee的监控系统取消了温湿度传感器与控制柜PLC的电缆,改为在传感器处利用Zigbee模块直接向控制柜PLC传送信息,在传感器附近的低压配电箱内取电源供电。平均共能节省RVVP 4×1.5电线1000m。且不再需要敷设横跨车间顶部的线槽和电缆,减少高空作业的工作量。具有劳动强度小、工程投资少等优势。
以1台机组6个温湿度传感器为例,两种不同方案的预算费用如下:+0×010×020×030×040×050×060×070×080×090×10(数据,共0×0A Bytes)。
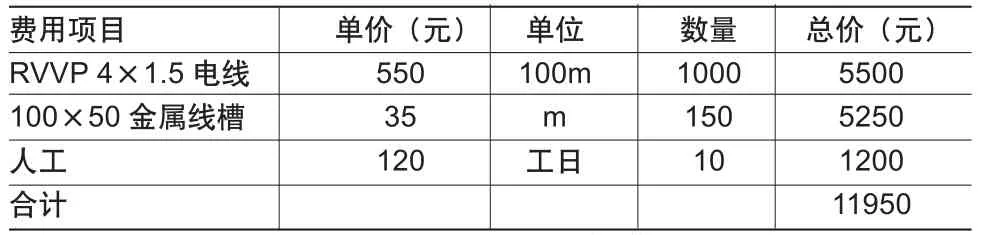
表1 原有系统预算费用
简单易用:不用考虑ZigBee协议,自动组网,是目前市场上应用ZigBee最简单的方式。
高安全性:无线数据空中加密。
唯一IEEE地址:DRF系列模块采用的TI CC2530F256芯片,出厂时已经自带IEEE地址,用户无需另行购买IEEE地址[4];
在本工程中共采用了两种类型的ZigBee模块:Zigbee发送模块及Zigbee接收模块。其中Zigbee发送模块与温湿度传感器直接连接,并将温湿度传感器的模拟信号转换为数字信号,再发送给通过RS232接口与PLC连接的Zigbee接收模块,从而完成了数据的采集。

表2 Zigbee系统预算费用
由以上两个表格对比可以看出,采用Zigbee模块的温湿度监控系统比传统模式节约投资45%,在经济上具有可行性。

图6 Zigbee无线数据模块-DRF1601
5 DRF系列ZigBee 模块
为便捷的实现ZigBee网络通信,减少开发环节的流程和时间,在本工程的实际应用中采用了深圳市鼎泰克电子有限公司开发的DRF系列ZigBee模块。该系列模块是基于TI公司CC2530F256芯片,运行ZigBee2007/PRO协议的ZigBee模块,它具有ZigBee协议的全部特点。
该系列模块的主要特点
自动组网:所有的模块上电即自动组网,Coordinator自动给所有的节点分配地址,不需要用户手动分配地址、网络加入应答等。
简单数据传输:通过串口即可在任意节点间进行数据传播(Router只进行数据转发,不接收/输出串口数据),数据传输的格式为:0×FD(数据传输命令)+ 0×0A(数据长度)+ 0×730×79(目标地址)
6 结语
通过采用Zigbee模块取代温湿度传感器,减少了施工难度、缩短了施工工期、降低了工程投资成本。温湿度传感器的布置和位置更改也变得非常容易,且数据传输的速度和质量没有降低,证明在高大焊接厂房除尘除湿控温工程温湿度监控系统中应用Zigbee模块具有很好的前景。
[1]鄂保良,朱恩平,等.焊接烟尘的污染与净化[J].陕西环境,2002,10(5):20-23.
[2]柳移城.置换通风在高大空间厂房除尘除湿中的应用[J].2004,06(4):31-32.
[3]高文华,康琳,柴婷婷,等.基于ZigBee的温湿度监测系统[J].电子测量技术,2008,10(10):122-124.
[4] 深圳市鼎泰克电子有限公司. ZigBee 模块用户手册[M].
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
机械工程师(2022年3期)2022-03-24
石材(2020年10期)2021-01-08
四川蚕业(2020年3期)2020-07-16
漳州职业技术学院学报(2019年1期)2019-11-16
中国特种设备安全(2019年4期)2019-05-20
电子制作(2018年11期)2018-08-04
电子制作(2018年1期)2018-04-04
通信电源技术(2018年12期)2018-02-16
中国资源综合利用(2016年3期)2016-01-22