搅拌头及工艺参数对厚板7050铝合金搅拌摩擦焊成形的影响
2011-11-14 08:04罗贤道李文亚李京龙
电焊机 2011年5期
罗贤道,李文亚,余 敏,陈 亮,李京龙
(西北工业大学 摩擦焊接陕西省重点实验室,陕西 西安 710072)
搅拌头及工艺参数对厚板7050铝合金搅拌摩擦焊成形的影响
罗贤道,李文亚,余 敏,陈 亮,李京龙
(西北工业大学 摩擦焊接陕西省重点实验室,陕西 西安 710072)
探索了搅拌头及工艺参数对7050铝合金搅拌摩擦焊接焊缝成形的影响。试验结果表明:搅拌头设计不合理及工艺参数选取不当都将导致焊缝成形不良。轴肩尺寸过大是导致焊缝出现隧道型孔洞的主要原因。工艺规范过强时,焊缝易产生飞边和隧道型孔洞等缺陷。在本试验条件下,采用Ⅲ号搅拌头、旋转速度300 r/min和焊接速度95 mm/min时能获得成形良好的焊缝。
搅拌摩擦焊;7050铝合金;搅拌头;工艺参数;焊缝表面形貌
0 前言
7050铝合金为Al-Zn-Mg-Cu系高强变形铝合金,具有较高的结构强度、断裂韧性及良好的疲劳强度和抗应力腐蚀等综合性能,是目前航空、航天领域广泛采用的轻型结构材料,主要用于飞机结构件中板、挤压件、手锻或模锻件等[1]。然而,由于该铝合金导热性好、流动性差,采用传统弧焊时焊缝易产生气孔、裂纹、咬边等缺陷,严重影响了7050铝合金构件性能及其应用[2]。搅拌摩擦焊(Friction Stir Welding:FSW)作为一种新型的固态连接技术,自1991年由英国焊接研究所研究成功以来在铝合金焊接方面取得诸多成就,备受关注。FSW铝合金克服了传统熔焊的缺陷(飞溅、烟尘、弧光等),其接头组织致密,综合性能良好[3]。
虽然FSW特别适合铝合金的焊接,但是搅拌头及工艺参数选取不当都会使焊缝产生缺陷。李兵等人[4]采用带螺纹和无螺纹的搅拌头及一系列的工艺参数对FSW 2A12铝合金焊缝孔洞和沟槽缺陷进行了分析。在其试验条件下,带螺纹的搅拌头采用在适当的搅拌头转速和焊接速度时能消除孔洞和沟槽。王延等人[5]采用带螺纹的搅拌头对FSW 7050-T7451铝合金出现的焊缝缺陷进行了归纳,焊缝缺陷除了孔洞和沟槽外,未焊合为其试验条件下的主要缺陷,对焊缝力学性能有较大影响。Chen等人[6]对FSW 5456铝合金所产生的隧道孔洞、吻接线及S线进行了研究,试验结果表明,隧道孔洞和吻接线是由于工具倾斜角选择不合理所致,S线是由于氧化物被搅拌针带入焊核区所形成。Kim等人[7]对FSW焊缝缺陷进行了分析,认为焊缝缺陷产生的原因分为产热不足或过量、搅拌不充分两大类。
搅拌头是焊接的核心部件,它的好坏决定了接头的质量、可焊板厚以及焊接时所能采用的工艺参数范围。实际焊接过程中搅拌头与焊接工艺参数的共同作用形成了焊接过程的不同热力条件。在此初步研究了搅拌头及工艺参数的选取对FSW 7050铝合金焊缝成形的影响。
1 实验材料及方法
1.1 实验材料
实验材料为10 mm厚的7050铝合金,标称化学成分见表1。其金相组织如图1所示,7050铝合金晶粒比较粗大,晶粒尺寸约为0.2 mm,主要强化相为η(MgZn2)、T(Al2Mg3Zn3)和S(Al2CuMg)相。

表1 7050铝合金化学成分Tab.1 Chemical composition of 7050 %
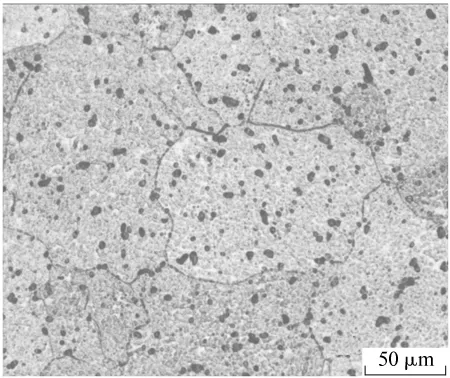
图1 7050铝合金母材组织Fig.1 Micrograph of 7050 base metal
1.2 搅拌头设计
搅拌头的设计是FSW技术的关键,它的设计是否合理直接影响到摩擦热源的产生、塑性金属的流动,决定了搅拌摩擦焊接头的机械性能,对于搅拌摩擦焊能否在更大范围内的应用有着决定性的作用[9]。试验初步采用1Cr18Ni9Ti不锈钢作为搅拌头材料。根据文献[4](搅拌针直径为工件厚度的0.9~1.1倍,搅拌头的肩部直径与焊针直径之比为3:1)设计了搅拌头Ⅰ,并在此基础上改进设计了搅拌头Ⅱ和搅拌头Ⅲ,详细尺寸见表2,搅拌头形状如图2所示。
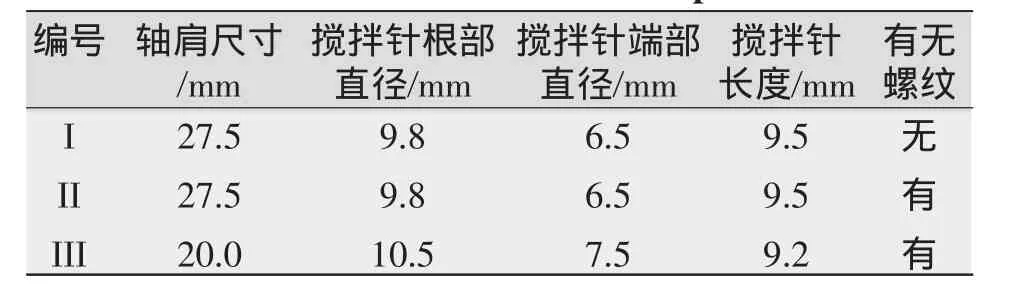
表2 搅拌头尺寸Tab.2 Dimensions of tool pin
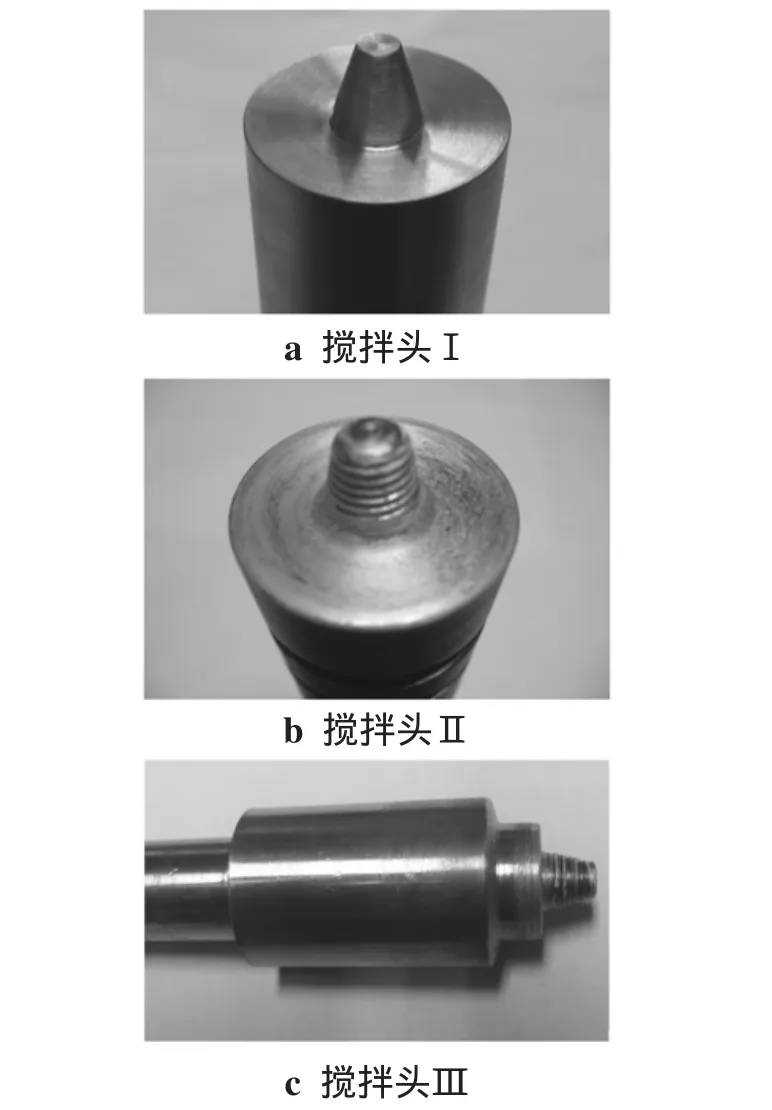
图2 搅拌头实物Fig.2 Photos of the used tool pins
1.3 工艺实验
试验在X52K立式铣床上完成。采用Ⅰ、Ⅱ、Ⅲ搅拌头在不同工艺参数下进行搅拌摩擦焊工艺试验,焊接工艺参数见表3。试验过程中,保持插入时间和停留时间不变。

表3 焊接工艺参数Tab.3 Welding parameters
2 试验结果与讨论
图3为不同搅拌头和工艺参数的焊缝外观形貌。1#后退侧出现飞边,前进侧出现隧道型孔洞且贯穿整个焊缝,焊缝表面出现沟槽。2#、3#、4#焊缝表面成形较1#好,但在2#焊缝中存在隧道型缺陷,在3#和4#焊缝焊接结束位置出现沟槽缺陷,返回侧出现飞边。5#和6#焊缝飞边缺陷得到一定程度缓解,6#焊缝表面有沟槽缺陷。7#和8#试样焊缝表面光滑、无沟槽缺陷,产生的飞边比以上焊缝飞边连续且更硬更光滑。1#~8#焊缝中均出现了沟槽或隧道型孔洞缺陷。9#焊缝在焊接开始位置存在少量飞边,焊缝表面光滑、无沟槽和隧道型孔洞等缺陷。
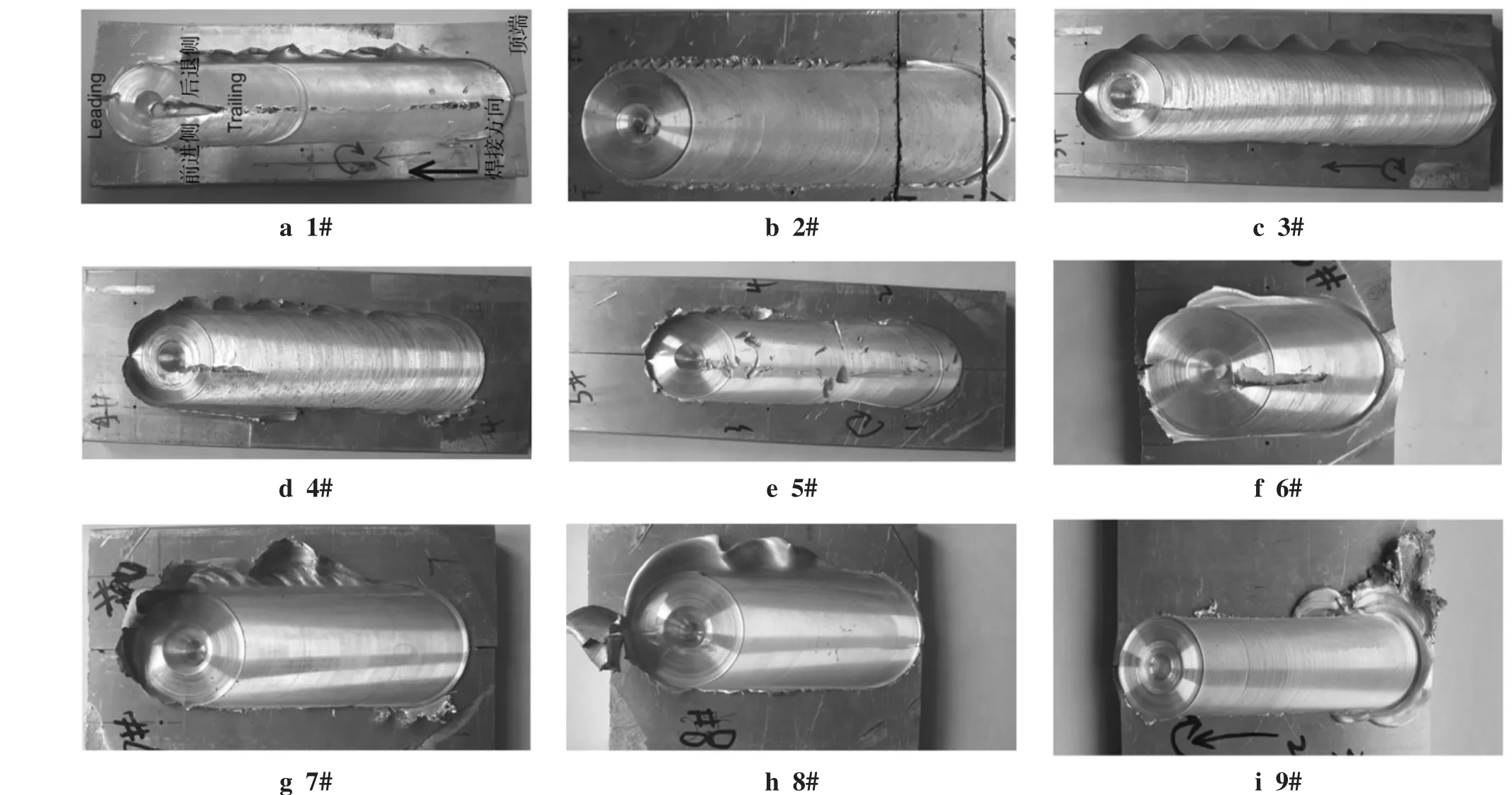
图3 焊缝外观形貌Fig.3 Appearances of the welds
由试验结果可知,采用带螺纹及轴肩尺寸恰当的搅拌头可以获得焊缝成形较好、表面光滑的焊缝。焊接工艺参数对焊缝成形影响较大,工艺参数规范太强容易造成焊缝飞边和隧道型孔洞等缺陷。
带螺纹搅拌头较无螺纹搅拌头对焊缝区域金属能提供更大的剪切力,从而提高焊缝的热输入量,使得焊缝区域塑性金属的体积增加,流动性增强,故而焊缝表面成形质量相对较好。通过比较分析试验所用三个搅拌头及其工艺参数可知:轴肩尺寸过大是导致焊缝出现隧道型孔洞的主要原因。这是因为搅拌摩擦焊接过程中的热量主要来自于搅拌头轴肩与工件的摩擦热。搅拌头轴肩直径过大,轴肩与工件表面摩擦产热多,造成焊缝上部与下部热量分布不均,容易导致焊缝内部产生孔洞和隧道型缺陷;而搅拌头轴肩尺寸的减小一定程度上避免了隧道型孔洞的出现(见图3i焊缝)。除了不恰当的搅拌头形状及尺寸外,产生隧道型孔洞还可能与过高的焊接旋转速度有关。过高的转速下会造成接头上部和下部温度分布不均,导致焊缝金属异常搅动,这种异常搅动也会导致隧道型孔洞的产生[7,10]。本试验中,3#和4#试样焊缝出现的沟槽缺陷就可能与转速过高导致的焊缝金属异常搅动有关。
由图3焊缝外观形貌可知,1#~9#试样均出现了不同程度的飞边。出现飞边通常是由于焊接压力过大而导致较多的塑性材料从轴肩两侧被挤出[10]。2#、3#和4#试样焊缝表面粗糙,出现了类似于因温度过高而产生的小颗粒,可知这些飞边的产生除了压力过大以外,还可能与工艺参数规范太强有关。工艺参数规范太强、热输入量大、表面温度过高,造成焊缝材料软化严重,软化材料不能随轴肩做整体塑性流动,导致在轴肩外缘被挤出形成飞边缺陷。
保持其他条件不变,比较不同焊接旋转速度下的焊缝,相对于高焊接转速,转速较小时焊缝表面较光滑且隧道型孔洞有闭合趋势。由试验分析可知,旋转速度控制在300~600 r/min,焊接速度控制在30~100 mm/min,可以获得较好质量的焊缝。采用III号搅拌头,选用旋转速度为300 r/min,焊接速度95 mm/min时获得成形良好的焊缝。
3 结论
(1)采用带螺纹和轴肩尺寸恰当的搅拌头可以获得焊缝成形较好、表面光滑的焊缝。轴肩尺寸过大是导致焊缝出现隧道型孔洞的主要原因。
(2)工艺规范过强时,焊缝易产生飞边和隧道型孔洞等缺陷;保持其他条件不变,转速较小时焊缝表面较光滑且隧道型孔洞有闭合趋势。
(3)通过试验分析可知,旋转速度300~600r/min,焊接速度30~100 mm/min,可以获得成形较好的焊缝。在本试验条件下,采用Ⅲ号搅拌头、旋转速度为300 r/min和焊接速度95 mm/min时能获得成形良好的焊缝。
[1]付秀丽,艾 兴,万 熠,等.铝合金7050高温流变应力特征及本构方程[J].武汉理工大学学报,2006,28(12):113-116.
[2]杨淑芳,楼松年,薛小怀.铝合金焊接技术[J].造船技术,2003(5):25-28.
[3]王德庆,刘日明,丁成钢,等.搅拌摩擦焊技术的发展现状[J].大连铁道学院学报,2002,23(1):22-25.
[4]李 兵,谢里阳,王 磊.2A12铝合金搅拌摩擦焊缝孔洞和沟槽缺陷分析[J].轻合金加工技术,2008,36(5):43-46.
[5]王 延,朱丹阳,刘会杰,等.7050-T7451铝合金的搅拌摩擦焊接实验分析[J].焊接学报,2009,30(8):109-112.
[6] Chen H B,Yan K,Lin T,et al.The investigation of typical welding defects for 5456 aluminum alloy friction stir welds[J].Materials Science and Engineering A,2006,433:64-69.
[7]Kim Y G,Fujii H,Tsumura T,et al.Three defect types in friction stir welding of aluminum die casting alloy[J].Materials Science and Engineering A,2006,415:250-254.
[8]干 勇,田志凌,董 瀚,等.中国材料工程大典(第3卷)[M].北京:化学工业出版社,2006.
[9]贺勇海,张立武.搅拌摩擦焊用搅拌头的研究进展[J].航天制造技术,2005(5):47-51.
[10]王 磊,谢里阳,李 兵.铝合金搅拌摩擦焊焊接过程缺陷分析[J].机械制造,2008,46(522):5-9.
Effects of pin tool and processing parameters of friction stir welding of 7050 aluminum alloy
LUO Xian-dao,LI Wen-ya,YU Min,CHEN Liang,LI Jing-long
(Shanxi Key Laboratory of Friction Welding Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
In this study,the effects of the pin tool and processing parameters of friction stir welding of 7050 aluminum alloy joint were examined.The results indicate that an improper design of the pin tool and/or an unsuitable parameter can cause an unsound weld.The improper dimension of the pin tool shoulder is the main factor resulting in the void defect.Too much heat input may result in the flash and tunnel defects.Under the present conditions,a good welding formation can be obtained by employing the tool III with a rotating speed of 300 rpm and a moving speed of 95 mm/min.
friction stir welding;7050 aluminum alloy;pin tool;processing parameters;weld appearance
TG457.14
A
1001-2303(2011)05-0072-04
2010-09-16
罗贤道(1984—),男,江西南昌人,在读硕士,主要从事搅拌摩擦焊方面的研究工作。
猜你喜欢
西北工业大学学报(2022年2期)2022-05-11
轮胎工业(2021年10期)2021-12-24
电子技术与软件工程(2021年7期)2021-06-16
轻合金加工技术(2021年12期)2021-06-08
轮胎工业(2020年9期)2020-03-01
收藏界(2019年3期)2019-10-10
科学与技术(2019年17期)2019-04-16
中国机械工程(2018年14期)2018-09-22
光学精密工程(2016年4期)2016-11-07
科学中国人(2016年15期)2016-08-31