
电弧喷涂技术在桥梁建设中的应用
2011-11-15 10:24王会阳李承宇晁兵倪雅李萍刘国彬
电镀与涂饰 2011年9期
王会阳 *,李承宇,晁兵,倪雅,李萍,刘国彬
(1.中国矿业大学材料科学与工程学院,江苏 徐州 221116;2.江苏中矿大正表面工程技术有限公司,江苏 徐州 221008)
电弧喷涂技术在桥梁建设中的应用
王会阳1,*,李承宇1,晁兵2,倪雅2,李萍2,刘国彬2
(1.中国矿业大学材料科学与工程学院,江苏 徐州 221116;2.江苏中矿大正表面工程技术有限公司,江苏 徐州 221008)
介绍了电弧喷涂技术的原理、特点及在国内外桥梁建设防腐中的应用,叙述了电弧喷涂技术的施工工艺,并展望了电弧喷涂技术的发展前景。
电弧喷涂;桥梁;防腐;应用;前景
1 前言
桥梁钢结构长期暴露在户外环境中,经受风吹雨淋日晒,江河湖海水气的蒸发冷凝,对钢结构形成比一般大气更潮湿、更恶劣的腐蚀环境,而在沿海地区的跨海桥梁,更遭受含盐潮湿海风的强烈腐蚀,因此只有选择合适的腐蚀防护方法,同时进行严格的施工质量控制,才能保证桥梁钢结构的长效防护,确保桥梁的长寿命运行[1-2]。维护寿命 20年以上的钢结构桥梁,各国标准规范都推荐使用电弧喷涂技术。电弧喷涂是20世纪80年代再次兴起的表面处理技术,经济节能、效率高、污染小,应用领域日益广泛,受到愈来愈多工业部门的重视,成为目前热喷涂技术中最有前途的技术之一[3],而电弧喷涂技术作为钢结构桥梁的一种腐蚀防护手段,以其优异的防护效果也逐渐得到人们的认可和肯定[4-6]。
2 电弧喷涂技术的原理和特点
2. 1 原理
电弧喷涂是利用燃烧于两根连续送进的被喷涂金属线材之间的电弧作为热源来使金属线材熔化,用高速气流把熔化的金属雾化成微粒,并使雾化金属粒子加速,雾化粒子射流高速沉积到工件表面形成涂层的技术[7]。电弧喷涂时,两根金属线材相交成一定的角度(通常为25° ~ 45°)并连续送进,分别接通电源的正负两极;两根线材的端部在短接的瞬间因接触而产生电弧;在电源的作用下,电弧保持稳定燃烧;在电弧发生点的背后,经雾化喷嘴加速后的高速气流使熔化的熔滴脱离线材并雾化为粒子,在高速气流的作用下喷射到经过预处理的基材表面形成涂层[7-8]。
2. 2 特点
锌、铝及其合金喷涂层是最常用的钢结构防腐蚀涂层,电弧喷涂工艺是这类防腐涂层大面积涂装施工的最经济和最高效的热喷涂方法。电弧喷涂技术是新兴的表面工程学科中热喷涂技术的重要分支,与其他热喷涂技术相比具有防腐寿命长、与基体结合力高、涂层质量好、可修复性强、适应性好、操作灵活、不受工件尺寸限制、既可手工喷涂也可实现机械化施工、对环境条件要求低等众多特点[7,9-14]。
基于以上特点,电弧喷涂技术已经成为一种极为广泛应用的表面工程技术,随着电弧喷涂设备、工艺和材料的发展,电弧喷涂技术的应用范围将进一步扩大,不仅可取代普通火焰喷涂,甚至可以部分取代等离子喷涂和超音速火焰喷涂。
3 电弧喷涂技术在桥梁建设中的应用
目前针对钢结构桥梁长效防腐涂层配套系统主要是重防腐蚀涂料涂层体系和电弧喷涂复合涂层体系两种,在国内外桥梁上均有大量应用实例。从科学研究成果、工程应用效果以及国内外标准规范的要求来看,为保证钢结构桥梁使用的长寿命,国内外对大型桥梁工程钢结构长效防腐方法更趋向于采用电弧喷涂技术。
3. 1 电弧喷涂技术在国外桥梁建设中的应用
电弧喷涂长效防腐技术在钢铁桥梁上成功应用已成为世界典范。20世纪50年代以后北美及欧洲建造的横跨大江、大河和跨越海峡的钢桥大多采用热喷涂防腐蚀,均取得25年以上的长效防腐蚀效果[9]。美国俄亥俄州、伊利诺伊州、北兴罗那州、印第安纳州、康涅狄格州等大桥管理部门经过应用调查得出结论:电弧喷涂是最长久的防腐蚀方法,至少可以获得50年以上防腐蚀效果[15]。美国联邦公路管理局(FHWA)对钢桥梁的防腐蚀方法进行了长期的研究,其研究报告──FHWA/IN/JTRP-98/21《美国钢桥保护政策》认为,喷涂锌、铝或锌铝合金涂层外加封闭涂层的复合涂层可以最长久有效地保护桥梁钢结构[7,9]。数十年来,美国已有上百座钢桥采用金属喷涂防腐蚀技术[7]。表1列出了电弧喷涂技术应用在国外桥梁中的部分实例[7,9,15]。

表1 电弧喷涂技术在国外桥梁建设中的应用(部分实例)Table 1 Application of arc spraying technology to bridge construction abroad (some examples)
3. 2 电弧喷涂技术在国内桥梁建设中的应用
1965年,南京长江大桥下层铁路枕木下面的主梁“上盖板”采用了喷锌涂层外加 6层耐磨涂料的防护工艺,这是我国第一次尝试对大型桥梁的部分钢结构进行金属喷涂防腐蚀处理[9]。近年来,电弧喷涂长效防腐技术在我国的钢桥梁上获得成功的推广应用。到目前为止,我国应用电弧喷涂长效防腐技术所完成的钢桥梁已有百余座,表2列出了电弧喷涂技术应用在国内桥梁中的部分实例[9]。
电弧喷涂纯Al或Zn涂层都能为陆地和海洋环境钢结构提供长效防腐,这些涂层系统适当封孔或刷漆后能极大地减少维修量,应用十分广泛。较厚的金属涂层和封闭层能延长涂层使用寿命,可以提高涂层在恶劣环境下的耐腐蚀性能。电弧喷涂长效防腐涂层可以达到以下效果:20年内不需要任何维护,40年内只需很小的维护[9]。钢桥梁采用电弧喷涂长效防腐技术将获得长达30 ~ 50年以上的使用寿命,如果表面的有机涂层能得到良好的维护,则该复合涂层甚至可以获得更长的使用寿命,这将节约大量桥梁维护费用,减少油漆防腐维护所带来的环境污染,确保钢桥梁的耐久性和安全性,因此将产生巨大的经济效益和社会效益[15-16]。
4 电弧喷涂技术施工工艺
电弧喷涂技术施工一般分5个流程:表面预处理─喷砂处理─电弧喷涂─封孔─涂层质量检测[7-8]。
4. 1 表面预处理
基体金属表面预处理状况决定着防腐涂层与基体的结合性能,对防腐涂层的使用寿命具有决定性影响。首先利用工具清除钢铁表面污物,并用有机溶剂或金属清洗剂清洗钢结构表面的油污。对钢结构外表面上的刺屑、焊渣、飞溅物、氧化皮铁锈以及其他杂物要彻底清除干净并保持钢结构外表面干燥,达到喷砂的要求,具体技术参数参照GB/T 11373–1989《热喷涂金属件表面预处理通则》。
4. 2 喷砂处理
进行喷砂除锈施工时,基体的温度至少高于大气露点3 °C。磨料采用棱角铸钢砂,粒度0.5 ~ 1.5 mm,表面必须清洁、干燥、无油污、无可溶性盐类等。采用压力式喷砂机对钢结构外表面进行喷砂除锈,除去表面全部锈蚀产物和焊渣等溅射物,表面清洁度达到Sa2.5或Sa3级、粗糙度Rz25 ~ 100 μm。对构件的焊缝处因焊接而硬度增大,在除锈时应予以特别注意。
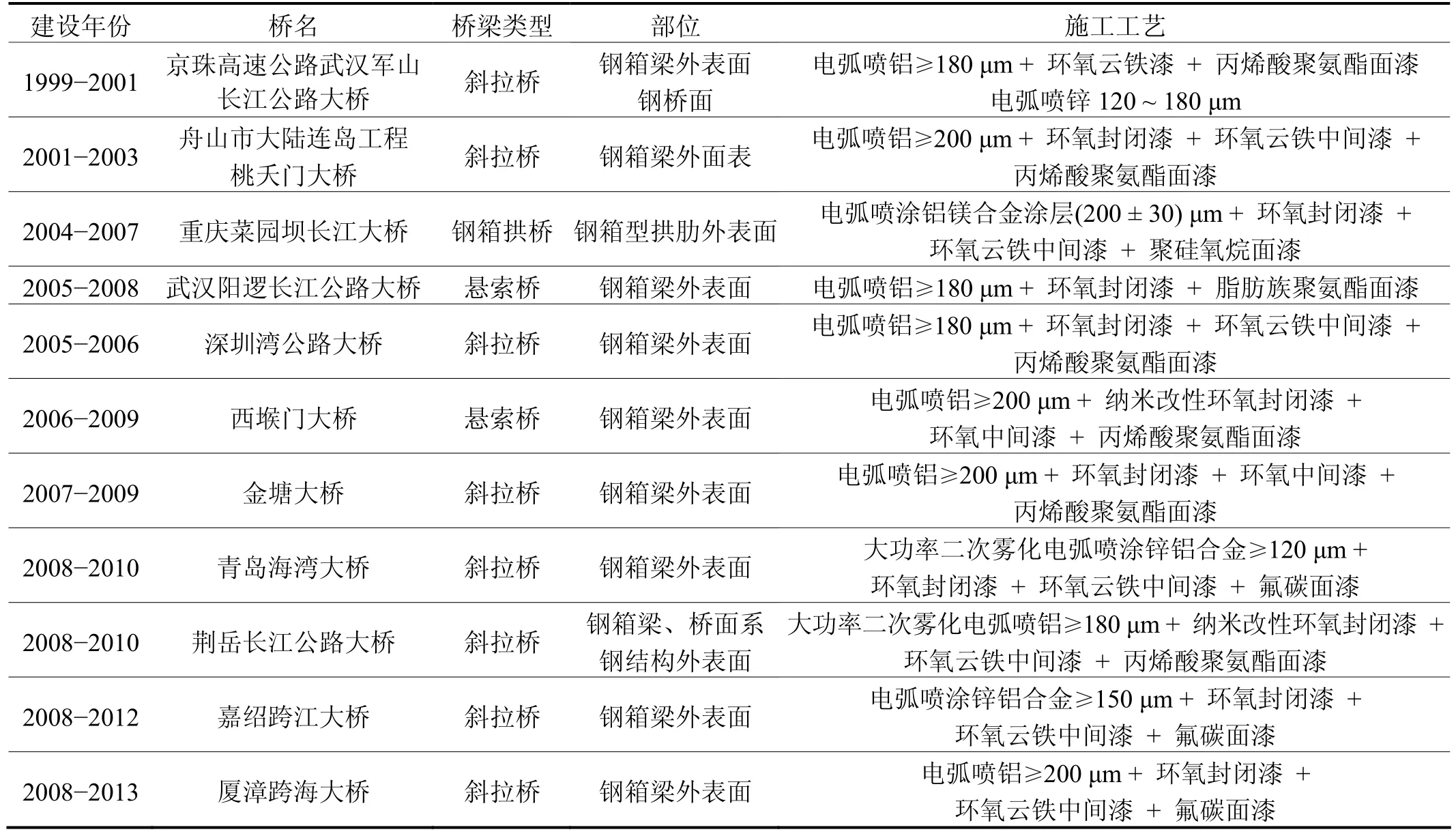
表2 电弧喷涂技术在国内桥梁建设中的应用(部分实例)Table 2 Application of arc spraying technology to bridge construction in China (some examples)
喷砂的工艺参数[7]如下:

经喷砂除锈后的钢结构表面用目视法检验,与预先制作好的标准样块进行对比,按照GB/T 8923–1988《涂装前钢材表面锈蚀等级和除锈等级》和 GB/T 11373–1989进行。
4. 3 电弧喷涂
使用电弧喷涂设备对喷砂合格的表面进行电弧喷涂,对于面积大且平整的钢箱梁底面等部位,推荐使用机械化工装和大功率二次雾化电弧喷涂设备进行电弧喷涂,其他部位采用手持二次雾化电弧喷涂设备进行电弧喷涂。电弧喷涂的工艺参数[7]如下:

注:相邻喷涂区应有1/3宽度重叠。
4. 3. 1 环境要求
当待喷涂工件表面处在凝露状态下时,不能进行喷涂。待喷涂工件表面的温度应保持在比露点温度高3 °C以上、环境相对湿度小于85%才能进行喷涂。喷砂后应在4 h内进行电弧喷涂工作。相对湿度增大时,应进一步缩短喷砂和电弧喷涂的时间间隔。
4. 3. 2 原材料要求
电弧喷涂用铝丝依据GB/T 3190–2008《变形铝及铝合金化学成分》进行检验,铝丝纯度应达到 GB/T 9793–1997《金属和其他无机覆盖层 热喷涂 锌、铝及其合金》规定的99.5%以上;电弧喷涂用锌丝依据GB/T 470–2008《锌锭》进行检验,锌丝纯度应达到 GB/T 9793–1997规定的99.99%以上;电弧喷涂用锌铝合金丝依据GB/T 12608–2003《热喷涂 火焰和电弧喷涂用线材、棒材和芯材 分类和供货技术条件》进行检验,锌铝合金丝成分应达到GB/T 9793–1997规定的典型锌铝合金85%Zn–15%Al要求。所有丝材应表面光滑,无氧化,无油脂和其他污垢,不允许有较严重的表面缺陷,线材盘绕不允许有折弯和严重扭弯。
4. 4 封孔
由于电弧喷涂是采用电弧将合金丝材熔化后,将雾化后的合金丝材以极高的速度附着在工作表面,因此熔化后的合金丝材仍是颗粒状态,它们之间仍有一定的空隙。当涂层暴露于大气、蒸汽、工业气氛、化学活性物质、腐蚀气体及高温环境中时,孔隙引入腐蚀元素使涂层与基体发生化学或电化学侵蚀,导致涂层失效,在这种情况下,必须对涂层进行封孔,从而使涂层能够达到更好的防磨、防腐效果,提高表面光洁度。
封闭处理前,电弧喷涂涂层表面不得有污染或水气,如不符合要求,应进行表面清理,直到符合要求才能进行封闭涂装。施工应在露点温度3 °C以上、相对湿度 85%以下进行,雨天应停止封闭涂装作业。封闭应在通风良好的环境下施工,风速超过10 m/s时应停止喷漆作业或采取适当措施,比如使用防雨布遮挡等办法,减少刮风对喷漆的影响后再进行喷漆作业。
4. 5 涂层质量检测
4. 5. 1 外观
电弧喷涂层外观应均匀、致密,无漏喷和附着不牢的涂层,无大熔融颗粒黏附,可采用目视法检验。
4. 5. 2 厚度
使用磁性测厚仪用“十点法”测量电弧喷涂层厚度,按GB/T 9793–1997和GB 11374–1989《热喷涂涂层厚度的无损测量方法》进行。
4. 5. 3 结合力
电弧喷涂层的结合力决定了涂层能否长久有效地为钢铁提供耐腐蚀保护。如果涂层结合不牢,无论多么耐腐蚀的涂层,都将失去意义。因此,电弧喷涂层与钢铁基体结合力应是第一类质量控制指标。铝涂层结合力的检测都是破坏性的,通常的检测方法有定量测量法和定性测量法。定量测量法一般用于施工工艺评定和相应试验,按照GB/T 8642–2002《热喷涂 抗拉结合强度的测定》执行;定性测量法一般用于现场施工时检测涂层结合力,按照GB/T 9793–1997进行。
5 展望
(1) 电弧喷涂作为20世纪80年代再兴的技术,以其灵活、突出的经济特性及涂层性能取得了巨大的经济效益。随着市场经济发展,经济效益成为经济生活中的主要目标,电弧喷涂会在长期内比其他热喷涂技术更适合我国的国情。目前国内电弧喷涂技术日趋成熟,正处于大量应用的阶段。
(2) 电弧喷涂技术的发展主要围绕理论研究、喷涂新材料的开发和电弧喷涂新技术的应用等方面,其中理论研究主要集中在喷涂过程、涂层性能、涂层热应力等方面[17-18]。为适应不同环境下的腐蚀防护、耐磨、耐高温等性能要求,开发新型喷涂丝材也是拥有良好发展前景和活力的方向,同时也拓宽了电弧喷涂技术的应用领域[18-20]。近年来,随着传统电弧喷涂技术的不断完善,又涌现出了许多电弧喷涂新技术,如高速电弧喷涂[13,20]、高速脉冲电弧喷涂、复合电弧喷涂、保护气氛电弧喷涂、真空电弧喷涂、等离子转移电弧喷涂及单丝电弧喷涂。这些电弧喷涂新技术的出现,提高了喷涂的效率,改善了电弧喷涂涂层的质量,进一步拓宽了电弧喷涂的应用领域。
[1] 王军, 付强, 闫雪峰. 我国跨海大桥钢结构防腐保护与涂装[J]. 现代涂料与涂装, 2008, 11 (10): 37-41.
[2] YI C-L, AN Y-Q, SHEN Y-T, et al. Recent ten years applications of arcspraying technology for corrosion protection of steel bridges in China [C] // Beijing: The 16th International Corrosion Conference, 2005: P-18-C-67.
[3] 徐滨士, 李长久. 热喷涂技术的应用与发展[C] // 第八次全国焊接会议. 北京: 机械工程学会焊接学会, 1997: 151-153.
[4] 曾荣昌. 桥梁的腐蚀与防护[J]. 材料保护, 2000, 33 (10): 38-40.
[5] KURODA S, TAKEMOTO M. Ten year interim report of thermal sprayed Zn, Al and Zn–Al coatings exposed to marine corrosion by Japan Association of Corrosion Control [C] // Thermal Spray 2000: Surface Engineering via Applied Research. [S.l.]: ASM International, 2000: 1017-1024.
[6] BERNECKI T F. Thermal Spray Research and Applications: Proceedings of the 3rd National Thermal Spray Conference [C]. [S.l.]: ASM International, 1991: 113-118.
[7] 易春龙. 电弧喷涂技术[M]. 北京: 化学工业出版社, 2006.
[8] 徐滨士. 发展优质高效表面工程新技术──电弧喷涂技术,现代机械维修[M]. 北京: 中国铁道出版社, 1993.
[9] 安云岐, 易春龙. 钢桥梁腐蚀防护与施工[M]. 北京: 人民交通出版社, 2010.
[10] 王有喜, 张勇, 张春明, 等. 电弧喷涂技术的发展及应用[J]. 农业装备与车辆工程, 2010 (3): 26-29.
[11] 许思勇, 李晖云, 张永俐. 电弧喷涂技术的发展及应用[J]. 云南冶金, 2002, 31 (3): 138-141, 157.
[12] 杜小红. 电弧喷涂技术在中国的发展和应用[J]. 表面技术, 2000, 29 (5): 21-23.
[13] 渠彬, 朱世根, 顾伟生, 等. 电弧喷涂技术及进展[J]. 机械设计与制造, 2004 (6): 86-88.
[14] 张亚梅, 李午申, 冯灵芝, 等. 电弧喷涂技术的现状与发展[J]. 焊接, 2003 (10): 5-8.
[15] 张忠礼, 徐静安. 钢结构热喷涂防腐蚀技术[M]. 北京: 化学工业出版社, 2004.
[16] 徐滨士, 马世宁. 优质、高效电弧喷涂技术的应用和发展[J]. 表面工程, 1996, 9 (4): 7-14.
[17] 温瑾林, 刘爱华, 耿维生. 电弧喷涂技术展望[J]. 电刷镀技术, 2000 (4): 7-13.
[18] WANG Z-P, ZHU S, XU B-S, et al. Applications of the latest thermal spraying technology in China [C] // Proceedings of International Thermal Spraying Conference. 1995, 133-136.
[19] XU B-S, MA S-N, WANG J-J, et al. A study on the arc spraying of 7Cr13 cored wire and tribological properties of the composite coating [C] // Proceedings of the 15th International Thermal Spray Conference. [S.l.]: ASM International, 1998: 207-210.
[20] 徐滨士, 马世宁, 刘世参, 等. 电弧喷涂技术在防腐工程中的应用及进展[J]. 装甲兵工程学院学报, 1999, 13 (1): 1-5.
Application of arc spraying technology to bridge construction //
WANG Hui-yang*, LI Cheng-yu, CHAO Bing, NI Ya, LI Ping, LIU Guo-Bin
The principle, characteristics and application of arc spraying technology in bridge construction at home and abroad were introduced. The construction technology of arc spraying was described. The prospect of arc spraying technology was forecasted.
arc spraying; bridge; anticorrosion; application; prospect
School of Materials Science and Technology, China University of Mining and Technology, Xuzhou 221116, China
TG174; TQ639
B
1004 – 227X (2011) 09 – 0074 – 04
2011–06–11
2011–06–23
王会阳(1987–),男,山东济宁人,在读硕士研究生,主要从事金属、非金属加工及表面工程技术方向的研究。
作者联系方式:(E-mail) wanghuiyang123321@126.com。
[ 编辑:吴杰 ]
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
智能建筑电气技术(2022年2期)2022-02-06
钢管(2021年4期)2021-12-25
建材发展导向(2021年15期)2021-11-05
防爆电机(2020年5期)2020-12-14
制造技术与机床(2019年9期)2019-09-10
表面工程与再制造(2019年1期)2019-05-11
上海建材(2019年2期)2019-02-15
电子制作(2017年22期)2017-02-02
