不同高密度聚乙烯发泡体系的挤出发泡行为研究
2011-12-04 08:48刘本刚赵哲晗何路东薛云龙王向东杜中杰张玉霞
中国塑料 2011年3期
刘本刚,赵哲晗,何路东,薛云龙,王向东,杜中杰,张玉霞*
(1.北京工商大学材料与机械工程学院,北京100048;2.北京化工大学材料科学与工程学院,北京100029)
不同高密度聚乙烯发泡体系的挤出发泡行为研究
刘本刚1,2,赵哲晗1,何路东1,薛云龙1,王向东1,杜中杰2,张玉霞1*
(1.北京工商大学材料与机械工程学院,北京100048;2.北京化工大学材料科学与工程学院,北京100029)
通过挤出成型的方法制备了7600M、5000S和5200B 3个牌号高密度聚乙烯(PE-HD)及其纳米蒙脱土(nano-OMMT)复合材料的发泡样品,采用差示扫描量热仪(DSC)研究了7600M、5000S和5200B的结晶行为,使用真密度计和扫描电子显微镜(SEM)测试了3个牌号PE-HD及其nano-OMMT复合材料发泡样品的密度和电镜照片。结果表明,熔体流动速率对于发泡过程有很大影响,3种PE-HD中,熔体流动速率居中的5200B发泡效果最好,发泡剂用量为2份时,发泡样品的密度达到0.59 g/cm3;加入nano-OMMT可以改善熔体流动速率较高的树脂的发泡效果。
高密度聚乙烯;挤出发泡;发泡体系;纳米蒙脱土
0 前言
聚乙烯是热塑性塑料中发展最快的品种之一,其原料价格低、加工性能好、力学性能优异,同时还具有优异的化学稳定性,耐酸、耐碱、耐海水腐蚀等[1]。聚乙烯主要品种有低密度聚乙烯(PE-LD)和高密度聚乙烯(PE-HD),其中 PE-LD的发泡性能较好,容易获得低密度的泡沫塑料,而PE-HD的发泡性能相对较差。但与PE-LD相比,PE-HD泡沫比PE-LD泡沫具有更大的刚性和强度,即使发泡45倍形成的泡沫其物理性能仍类似于一般的PE-LD泡沫,耐热性优于PE-LD泡沫,是一种优良的隔热保温材料。同时,PE-HD的高结晶度使其密度、耐热温度、化学稳定性以及阻透性都高于PE-LD[1-3]。在一些对强度要求较高的使用场合,一般会采用 PE-HD泡沫塑料替代 PE-LD泡沫塑料[4-5]。
PE-HD泡沫塑料可以采用多种成型加工方法制得[6-7],其中挤出成型技术具有生产过程连续、产量高等特点。但是,与 PE-LD相比,PE-HD的挤出发泡非常困难。PE-HD是一种结晶聚合物,其分子构造为线形。这种线形高分子在温度超过熔点后,熔体的拉伸黏度表现不出随时间或者应力增加而快速增加的现象(应变硬化现象);并且熔体的强度急剧下降,造成适于PE-HD挤出发泡的窗口很窄,不适宜挤出发泡,可发性较差。因此,长期以来,如何提高PE-HD的可发性,亦即提高其熔体的拉伸黏度和熔体弹性、拓宽其挤出发泡的窗口是开发PE-HD发泡材料必须解决的一个重要问题。迄今为止,提高其熔体拉伸黏度和熔体弹性的主要技术是采用交联的方法,包括直接交联或者在PE-HD中添加适量的交联聚乙烯或者低密度聚乙烯等。Yamaguchi[8-10]研究团队近年来对提高 PE-HD的“可发性”进行了一些研究,结果发现:在 PE-HD中添加适量的交联 PE-HD可以显著提高其拉伸黏度,PE-HD与交联的 PE-HD共混体系表现出了“应变硬化”现象,可以用于发泡成型。但是为了获得性能良好的制品,需要添加较多的交联 PE-HD,这就为制品的回收利用带来了不利影响。因此,研究和开发新型的具有高熔体强度和高拉伸黏度的PE-HD材料并开展其挤出发泡行为的研究具有重要的理论和实际价值。近年来,聚乙烯/纳米黏土复合材料引起了众多研究者的关注。
本文采用挤出成型方法制备了PE-HD及其纳米复合材料的发泡材料,研究了不同 PE-HD的流变性能、结晶性能及其挤出发泡行为,以筛选出一种适宜于作为 PE-HD纳米复合材料基材的商业化线形PE-HD。
1 实验部分
1.1 主要原料
PE-HD,7600M,熔体流动速率0.052 g/(10 min),中国石油化工股份有限公司北京燕山分公司;
PE-HD,5200B,熔体流动速率0.338 g/(10 min),中国石油化工股份有限公司北京燕山分公司;
PE-HD,5000S,熔体流动速率9.690 g/(10 min),中国石油化工股份有限公司大庆石化公司;
PE-LLD,DFDA-7042,中国石油天然气股份有限公司兰州石化公司;
抗氧剂,IRGANOX B225,汽巴精化公司;
nano-OMMT,I.44P,美国 Nanocor公司;
复合发泡剂,自制;
滑石粉,市售;
白油,市售。
1.2 主要设备及仪器
双螺杆挤出机,CTE35,科倍隆科亚机械有限公司;
真密度计,Ultra PYC 1200e,美国康塔仪器公司;
恒温烘箱,DHG 29245,上海一恒科技有限公司;
高速混合机,GH-10,北京塑料机械厂;
差示扫描量热仪,DSC-2C,美国 Perkin Elmer公司;
扫描电子显微镜,S250-III,英国剑桥公司;
单螺杆挤出发泡成型机组,自制。
1.3 样品制备
使用恒温烘箱,将滑石粉在80℃下烘干4 h,然后按照DFDA-7042100份、滑石粉50份、抗氧剂0.2份的配比,采用双螺杆挤出机制成成核剂母粒,挤出机温度由加料口到口模的温度分别为 150、165、180、190、195℃,螺杆转速100 r/min,成核剂母粒干燥后待用;
分别将7600M、5200B、5000S与一定量的复合发泡剂、成核剂母粒在高速混合机中高速混合5 min,然后在单螺杆挤出机上进行挤出发泡,设定合适的螺杆转速和挤出机各段的温度,经过冷却后取样,制备PE-HD发泡试样;
分别将7600M、5200B、5000S与一定量的复合发泡剂、成核剂母粒以及nano-OMMT在高速混合机中高速混合5 min,然后在单螺杆挤出机上进行挤出发泡,设定合适的螺杆转速和挤出机各段的温度,经过冷却后取样,制备PE-HD/nano-OMMT发泡试样。
1.4 性能测试与结构表征
采用真密度计测试泡沫密度,每个试样测量3次,取平均值;
将发泡试样在液氮中冷冻、脆断,表面进行喷金,用扫描电子显微镜在不同放大倍数下观察泡体的结构,加速电压10 kV;
采用差示扫描量热仪测试不同PE-HD及PE-LLD的结晶行为,N2气氛,先以10℃/min的升温速率将仪器从40℃升温至160℃,保温3 min,然后以10℃/min的降温速率冷却到40℃。
2 结果与讨论
2.1 发泡剂用量对PE-HD发泡效果的影响
发泡剂的用量对于发泡效果有着很大的影响,发泡剂太少,PE-HD中溶解的气体不足,气泡成核后无法充分增长;而发泡剂太多,无法在 PE-HD中完全溶解,不仅会在成型过程中造成预发泡问题,还会在增长过程中造成气泡壁破裂,影响发泡效果。表1是不同发泡剂用量时5200B发泡样品的密度。从表1中可以看出,随着发泡剂用量的增加,样品的密度逐步降低,在发泡剂用量为2份时,密度达到0.59g/cm3,继续增加发泡剂用量,样品的密度开始升高。

表1 发泡剂用量对PE-HD发泡样品密度的影响Tab.1 Effect of foaming agent content on the density of foamed PE-HDs
2.2 PE-HD的种类对发泡效果的影响
表2是在发泡剂用量为2份时不同 PE-HD的性能及其发泡效果。由表2可以看出,熔体流动速率最小的7600M发泡后的密度为0.82 g/cm3,熔体流动速率最高的5000S发泡后的密度为0.76 g/cm3,而熔体流动速率居中的5200B的发泡效果最好,其发泡后的密度达到了0.59 g/cm3。出现这种情况可能主要是由于3种PE-HD的黏度不同,从而表现出不同的发泡性能。典型的聚合物发泡过程一般包含4个过程[11],如图1所示,其中第3阶段气泡增长和第4阶段气泡定型与固化受发泡体系的黏度的影响较大。熔体离开口模后,气体开始在聚合物中成核并增长,由于7600M的流动性差,气泡增长困难,在气泡还未完全增长时体系已经开始固化,难以得到低密度的泡沫塑料;5000S由于流动性太好,气体扩散和增长十分迅速,5000S的熔体强度又很低,很多气泡来不及定型就已经扩散到体系之外,同样得不到低密度的泡沫塑料;而5200B由于流动性适中,既能保证气泡有时间增长,又能及时地使气泡定型和固化,因此能够得到密度较低的泡沫塑料。这一假想可以从不同PE-HD的发泡样品的电镜照片(图2)中得到验证,从图2(a)可以看到7600M发泡样品中的气泡非常细小,很多没有增长成为完整的气泡;从图2(b)可以看到5000S的发泡样品中气泡的尺寸比较大且开孔气泡很多,并泡现象严重;而图2(c)中气泡比较细小而且均匀,发泡效果好。

表2 不同PE-HD的性能及其发泡效果Tab.2 Properties and foaming result of different kinds of PE-HDs

图1 聚合物挤出发泡过程示意图Fig.1 Schematic of extrusion foaming of polymers
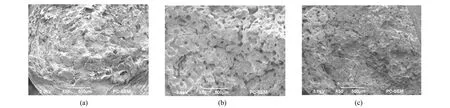
图2 不同PE-HD的发泡样品电镜照片Fig.2 SEM photos of different foamed PE-HDs
同时,由图3可以看出,5200B的起始结晶温度较高,在123℃开始结晶,这比5000S和7600M的起始结晶温度提高了近8℃,这意味着5200B可以在更高的温度下结晶,从而促进熔体固化和气泡定型。

图3 不同PE-HD的结晶曲线Fig.3 Crystallization curves of different PE-HDs
2.3 nano-OMMT对PE-HD发泡效果的影响
nano-OMMT具有独特的片层结构,在PE-HD中可以起到物理交联点的作用,从而提高PE-HD的熔体强度,改善可发性。在气泡增长和定型的过程中,nano-OMMT还可以起到阻透气体扩散的作用,nano-OMMT的这一阻透作用在气泡定型和固化过程中可以起到保持泡体结构稳定、提高发泡倍率的作用。但是,如果这一阻透作用在气泡增长过程中会阻止气体扩散,抑制气泡增长。
2.3.1 nano-OMMT用量对PE-HD发泡效果的影响
表3是在发泡剂用量为2份时,nano-OMMT用量对PE-HD发泡样品密度的影响。从表3可以看出,5200B发泡样品的密度随着nano-OMMT用量的增加而上升,产生这一现象的原因可能是5200B本身的流动性较差,气体在熔体中扩散困难,加入nano-OMMT后,使得气体的扩散更加困难,气泡增长速度慢。同时,5200B的起始结晶温度高,结晶速度快,从而导致PE-HD发泡样品的密度升高。从图4可以看出,在nano-OMMT用量为2份和3份时,样品的部分区域发泡程度非常轻微。

表3 nano-OMMT用量对PE-HD发泡样品密度的影响Tab.3 Effect of nano-OMMT content on the density of foamed PE-HDs

图4 不同nano-OMMT用量的PE-HD发泡样品电镜照片Fig.4 SEM photos of foamed PE-HDs with different nano-OMMT content
2.3.2 nano-OMMT对不同PE-HD发泡效果的影响
表4是在发泡剂用量为2份时,nano-OMMT对不同PE-HD发泡效果的影响。从表4中可以看出,对于流动性较好的5000S,加入1份 nano-OMMT后,发泡样品的密度有所降低;而对于流动性较差的7600M和5200B,加入1份 nano-OMMT后,发泡样品的密度反而有所上升,这也从另一个侧面验证了上述对nano-OMMT在气泡增长和气泡定型过程中不同作用的推断。

表4 nano-OMMT对不同PE-HD发泡效果的影响Tab.4 Effect of nano-OMMT on foaming result of different kinds of PE-HDs
3 结论
(1)PE-HD的流动性对PE-HD发泡过程中气泡增长和气泡定型过程有很大影响,流动性太好,不利于气泡的稳定和定型;流动性太差,不利于气泡的增长;
(2)PE-HD的起始结晶温度高,有利于晶体高温成核,从而使得体系能够在较高的温度下固化定型,保持良好的泡孔形态;
(3)在挤出发泡过程中,nano-OMMT对不同PE-HD的影响作用不同,对于流动性较好的树脂,能够在气泡定型和固化过程中起到稳定气泡的作用,提高发泡效果;而对于自身流动性较差的树脂,由于nano-OMMT在气泡增长的过程中阻碍了气体的扩散,降低了发泡效果。
[1] 王桂林.高密度聚乙烯在中空容器、管材和泡沫制品等方面的应用和发展[J].现代塑料加工应用,1989,(2):66-75.
[2] 邱桂学,许淑贞.HDPE结构泡沫的增韧研究[J].塑料工业,1997,(5):88-90.
[3] Choonghee Jo,Hani E Naguib.Constitutive Modeling of HDPE Polymer/Clay Nanocomposite Foams[J].Polymer,2007,48:3349-3360.
[4] 廖家志,周素蓉,郑梅梅,等.高密度聚乙烯化学发泡绝缘料的研制[J].合成树脂及塑料,1997,14(4):14-18.
[5] 张 纯,何 力,于 杰,等.温度对微孔发泡PP和 HDPE材料冲击性能的影响[J].高分子材料科学与工程,2008,24(11):103-110.
[6] 邱桂学,许淑贞.碳酸钙填充 HDPE泡沫塑料[J].工程塑料应用,1997,2(5):16-18.
[7] 张 纯,于 杰,何 力,等.注塑工艺参数对 HDPE化学发泡行为的影响[J].高分子材料科学与工程,2010,26(10):107-111.
[8] Masayuki Yamaguchi,Ken-ichi Suzuki,Shingo Maeda.Enhanced Strain Hardening in Elongational Viscosity for HDPE/Crosslinked HDPE Blend.I.Characteristics of crosslinked HDPE[J].Journal of Applied Polymer Science,2002,86(1):73-78.
[9] Shigehiko Abe,Masayuki Yamaguchi.Study on the Foaming of Crosslinked Polyethylene[J].JouJournal of Applied Polymer Science.2001,79(12):2146-2155.
[10] Masayuki Yamaguchi,Ken-ichi Suzuki,Shingo Maeda.Enhanced Strain Hardening in Elongational Viscosity for HDPE/crosslinked HDPE Blend.II.Processability of Thermoforming[J].Journal of Applied Polymer Science,2002,86(1):79-83.
[11] 王向东,李文中,刘本刚,等.聚丙烯挤出发泡中的关键技术——发泡体系的性能和发泡机理研究[J].中国塑料,2006,20(3):20-28.
Extrusion Foaming Behavior of Different High Density Polyethylene Foaming Systems
LIU Bengang1,2,ZHAO Zhehan1,HE Ludong1,XUE Yunlong1WANG Xiangdong1,DU Zhongjie2,ZHANG Yuxia1*
(1.School of Materials and Mechanical Engineering,Beijing Technology and Business University,Beijing 100048,China;2.College of Materials Science and Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
Foamed samples of three kinds of PE-HD,including PE-HD 7600M,PE-HD 5000S,and PE-HD 5200,and PE-HD/nano-montmorillonite composites were prepared via extrusion foaming.Crystallization behavior of7600M,5000S,and 5200B wasstudied by differentialscanning calorimetry(DSC).Density and electron micrographs of the three grades of PE-HD and their nano-OMMT composite foam samples were tested via true density meter and scanning electron microscopy(SEM).The result showed that melt flow rate had effect on the extrusion foaming.The lowest density of the foamed samples was 0.59 g/cm3when the resin was 5200B and the content of foaming agent was 2 phr.The foaming effect was enhanced when the melt flow rate of the resin was higher.The addition of nano-montmorillonite improved the extrusion foaming of PE-HDs with higher melt flow rates.
high density polyethylene;extrusion foaming;foaming system;nano-montmorillonite
TQ325.1+2
B
1001-9278(2011)03-0070-05
2011-01-18
北京市教育委员会科技发展计划面上项目资助(KM200910011006)
*联系人,chinaplas@126.com
猜你喜欢
合成树脂及塑料(2020年2期)2020-01-14
中国塑料(2016年4期)2016-06-27
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2015年10期)2015-10-14
中国塑料(2015年9期)2015-10-14
中国塑料(2015年8期)2015-10-14
中国塑料(2014年1期)2014-10-17
中国塑料(2014年1期)2014-10-17
中国质量与标准导报(2014年9期)2014-02-28