
液态树脂高速旋转模塑成型工艺研究
2011-12-27 09:18宋本超
中原工学院学报 2011年4期
宋本超
(枣庄科技职业学院,滕州 277500)
液态树脂高速旋转模塑成型工艺研究
宋本超
(枣庄科技职业学院,滕州 277500)
介绍了一种高速旋转模塑工艺成型纤维增强树脂基复合材料制品新工艺,研究了该工艺方法及成型原理.对膜腔内树脂的流动行为进行了理论分析,并采用有限元软件ANSYS对膜腔内树脂的流动进行了模拟,得到了膜腔内各时刻树脂流动前沿及充模完成时间,为设定合适的工艺参数提供了依据.
旋转模塑;离心力;长纤维增强;流动前沿
传统旋转模塑工艺是一种成型大型或超大型中空塑料制品的一种工艺方法[1],由于其突出的优点而迅速发展起来.传统旋转模塑成型工艺分为4个步骤:①把定量的塑料粉末或短纤维与塑料粉末的混合料装入铁制或铝制的模具型腔内;②闭合模具,加热模具,同时使模具绕2条相互垂直的轴线旋转;当金属模具被加热到一定的温度时,模内的塑料熔融并根据模具型腔的形状形成涂层;③待所有塑料熔融后,模具开始被冷却并继续旋转,直到塑料完全硬化;④打开模具取出制品.
目前旋转模塑制品的应用十分广泛,从几克小的洗耳器到几十立方米的超大型储罐,从最简单的球体到异常复杂的艺术品,都可以采用旋转模塑工艺生产[2].随着旋转模塑制品应用领域的扩展,对旋转模塑制品强度的要求越来越高.由于传统旋转模塑所使用原材料及工艺特点,无法使用长纤维进行增强制得高强度的纤维增强复合材料制品.而反应型树脂旋转模塑成型技术,由于使用了液态原料,成型过程不需加热并且增强方式灵活,可制得长纤维增强或纤维织物增强高性能复合材料制品,从而获得研究者的青睐.笔者也进行了这方面的研究,发现液态反应型树脂旋转模塑成型长纤维增强复合材料制品的最大缺陷在于制品内部气泡的存在.制品内部产生气泡的主要原因在于旋转速度较低,树脂浸润纤维的驱动力较小,很难完全驱除长纤维或纤维织物内空气,从而在制品内部形成气泡[3].
本文在液态原料旋转模塑成型工艺研究的基础上,利用离心力驱动树脂浸润纤维提高模具的旋转速度,驱除纤维或织物内部空气,减少制品内部气泡数量,减小气泡大小,提高制品的强度.
1 工艺原理
液态树脂高速旋转模塑成型原理如图1所示.铺放有纤维织物的模具绕中心轴高速旋转,液态反应树脂胶液从储料箱经输料管道流入模具型腔.由于离心力的作用,型腔内的液态树脂沿模具内壁向另一端流动,这样就能驱赶出纤维织物内的空气,完成树脂对纤维织物的浸润.反应性树脂固化即可脱模获得制品.
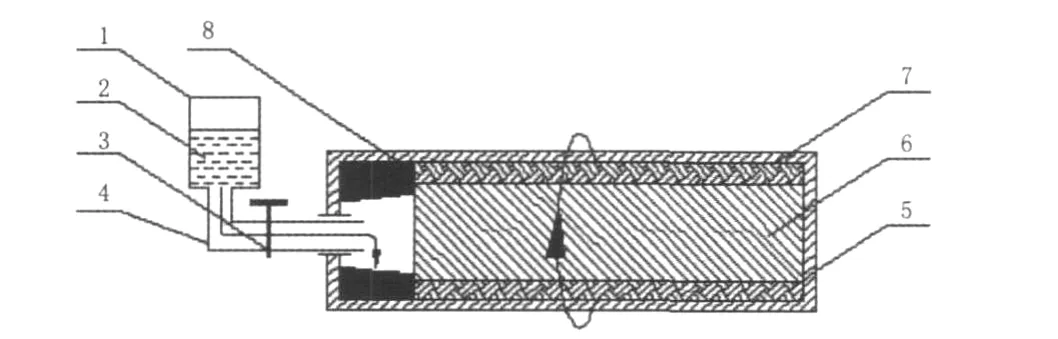
图1 液态树脂高速旋转模塑成型原理图
液态树脂高速旋转模塑成型工艺分为4道工序:首先处理模具、铺放纤维织物,模具处理的关键是对模具的清理及脱模剂的涂敷;然后配制树脂胶液,配制的树脂胶液应注意有足够长的固化时间,能够完成充模过程;将配制好的树脂胶液倒入储料箱,同时打开高速模塑机使模具高速旋转,打开输料管道阀门使一定量树脂很快流入型腔;最后待树脂固化后脱模,获得制品.
2 数学模型
在高速旋转模塑成型工艺中,液态树脂从模具的一端加入.由于模具的高速转动,液态树脂随模具做圆周运动,在离心力作用下产生轴向压力,从而驱使树脂向模具另一端流动而浸润纤维.液态树脂内质点的运动十分复杂,有圆周运动,又有轴向运动,且在流动过程中树脂本身也发生着复杂的物理、化学变化.要建立数学模型,必须搞清楚液态树脂高速旋转模塑充模过程机理,然后对这一过程进行简化.
液态树脂在模具型腔内的流动如图2所示.流入模具的树脂在离心力的作用下分布在模具内表面随模具旋转.在树脂与模具断面接触部分将产生压力 P,此压力将迫使树脂向模具另一端流动而浸润纤维,模具中产生压力的部分称为压力腔.通过控制树脂的加入量可将压力 P处理成定值.图3所示为热固性树脂黏度曲线[4].该工艺要求树脂的充模应在曲线中水平部分所在时间内完成,即最长充模时间应小于树脂固化时间.由此可见,充模阶段树脂黏度变化不大.因此,充模过程中可将树脂黏度视为不变.从以上充模过程分析可以看出,液态树脂在模具型腔内的流动属于带有自由表面、粘性、非稳态、不可压缩流体渗流.流体在多孔介质中的渗流可用达西定理来描述:

图2 树脂在模具型腔内的流动示意图

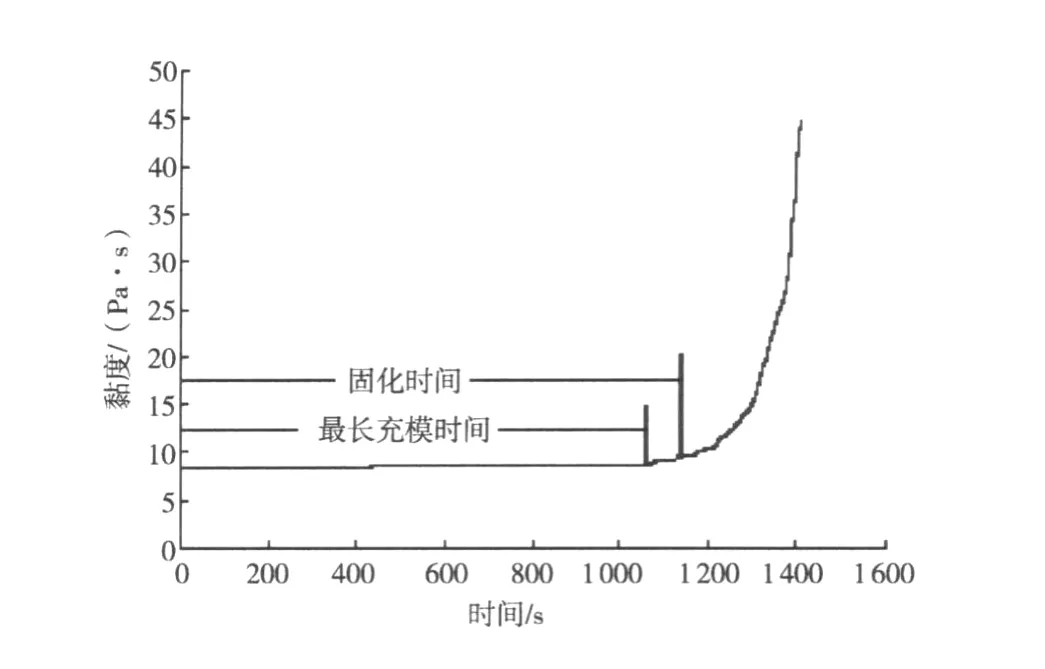
图3 热固性树脂黏度变化曲线
程(1)可展开为:

式中:kij(i,j=x,y,z)是直角坐标下渗透率张量的3个分量;u、v和w是3个速度分量.为了保持树脂的质量平衡,速度场必须满足散度条件:

在笛卡尔坐标系下,式(3)可展开为:

联立式(1)、式(3)可得:

在某一控制体内对式(5)进行积分及格林变换,可得到充模基本控制方程为:

方程(6)是建立在质量守恒原理上用于求解各向异性多空介质流动问题的有限元方程.这一方程可通过控制体积有限元法求解充模过程的流动压力场问题.求解该控制方程的方法很多,可以使用Sola-vof方法进行求解.Sola部分的任务是迭代求解流动域内各单元的速度、压力值,vof部分的任务是处理流动前沿的推进变化.
3 有限元模拟
为了进一步在理论上验证该工艺的可行性并优化工艺参数,我们采用ANSYS/FLORTRON有限元软件对模腔内树脂流动性进行模拟.由以上工艺过程分析和数学模型建立可知,该工艺方案的充模压力是由模具一端高速旋转所产生的离心力造成的.因此要首先计算出离心力产生的压力大小,然后将此压力耦合到后面流场进行充模分析.压力 P可按下式计算.

式中:ρ为树脂密度;¯ω为模具旋转角速度;r为圆筒模具半径;b、h为模具压力腔尺寸,如图4所示.

图4 模具压力腔尺寸示意图
由于模型为对称结构,所以可以建立二维有限元模型,而将模具的旋转处理为加速度边界条件.又因为重力远小于离心力,可忽略重力加速度的影响.多孔介质可通过设定有限元单元实常数来模拟.本有限元计算参数主要有:树脂密度ρ;树脂黏度μ=0.8 Pa·s;纤维织物渗透率 K(各向同性)=1.4×10-9m-2;充模长度L=0.8 m;模腔厚度 a=0.02 m;模具半径 r=0.08 m;压力腔宽度 b=0.04 m;压力腔高度 h=0.04 m.根据上述数学模型和假设,应用通用有限元分析软件ANSYS对液态树脂高速旋转充模过程进行模拟,使用fluid141单元类型划分四边形网格.
在ANSYS程序后处理模块中,可以模拟显示树脂逐渐充满模腔的动态过程.通过这一动态显示可以直观看出不同模具旋转速度下模腔内流体的流动行为.图5所示为不同旋转速度的充模情况.
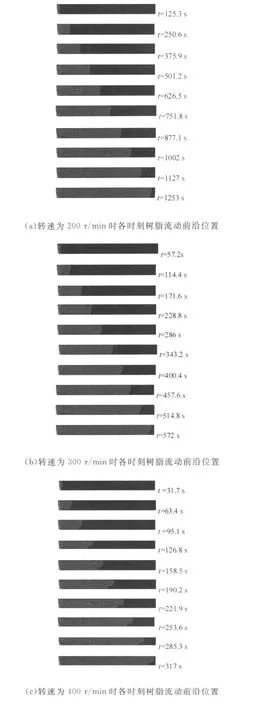
图5(a)—(e)是不同转速条件下各时刻树脂流动前沿位置,图中灰色部分表示树脂,黑色部分表示未被树脂充填的模具型腔.为了更清楚地表示各转速下树脂流动前沿位置,我们将每个转速下10个图形进行了合并,并使用曲线表示树脂流动前沿,这些处理可在Adodb Imageready应用软件中进行,处理后结果如图6所示.

图5 充模模拟结果
液态树脂高速旋转模塑工艺中最重要的参数是模具的旋转速度.由以上分析可以看出,充模驱动力是由于树脂离心旋转产生的,如果旋转速度过低,无法产生足够大的充模压力,就会造成“欠充”,即树脂不能完全充满模腔的现象.由图5可以看出,模具旋转速度较低时的充模时间远大于模具转速较高时的充模时间.由图6可以看出,模具转速较高时树脂流动不均衡,模具壁处树脂流动速度较高,这是由于模具旋转速度较高,离心力较大,在离心力作用下树脂将优先浸润靠近模具处纤维.这样容易在制品内表面形成干斑和气泡.这与实验结果较为吻合.

图6 不同转速下树脂流动前沿曲线

图7 模具旋转速度与充模时间关系曲线
4 结 语
本文所述液态树脂高速旋转模塑工艺能够克服低速条件下制品内部易于产生气泡的缺陷,并且由于模具的高速旋转产生较大离心力,减少了树脂浸润纤维的时间,提高了工艺效率.利用ANSYS有限元分析软件能够模拟树脂在模腔内的流动情况,得到充模完成时间,可为实际生产提供理论依据,也可为优化工艺提供参考.
[1] 张恒.塑料及其复合材料的旋转模塑成型[M].北京:科学出版社,1999:1-10.
[2] 王政,杨荆泉,陈世谦.塑料旋转模塑制造技术[M].北京:化学工业出版社,2003:2-6.
[3] 张军,宋本超,张恒,等.长纤维增强液态反应性树脂复合材料旋转模塑成型工艺气泡形成机理研究[J].材料导报,2006,20(8):143-145.
[4] 张军,张恒,蔡红,等.不饱和聚酯树脂旋转模塑成型工艺实验研究[J].中国塑料,2006,20(3):78-80.
[5] 宋本超.旋转模塑成型长纤维增强树脂基复合材料制品研究[J].塑料科技,2006(3):31-34.
Analysis of High-speed Rotational Molding with Liquid Resin
SONG Ben-chao
(Zaozhuang Vocational College of Science&Technology,Tengzhou 277500,China)
A new technology of high-speed rotational molding with liquid resin was introduced.The technique and molding principle was studied.The flow in the die was analysised and simulated in ANSYS.The flow front edge and filling time are obtained.This results are useful for making processing parameter.
roto-molding;centrifugal force;long fibre reinforced;flow front edge
TQ320.66
A
10.3969/j.issn.1671-6906.2011.04.012
1671-6906(2011)04-0052-04
2011-07-01
宋本超(1982-),男,山东东明人,讲师,硕士.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
食品安全导刊(2021年21期)2021-08-30
天然产物研究与开发(2018年3期)2018-05-07
酒·饮料技术装备(2018年1期)2018-04-28
制造技术与机床(2017年5期)2018-01-19
中成药(2017年6期)2017-06-13
资源再生(2017年3期)2017-06-01
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
中国塑料(2015年5期)2015-10-14
