刀剪材料9Cr14Mo电渣锭尾夹杂物的分析
2011-12-28 04:52王亮亮李积回
材料与冶金学报 2011年1期
周 文,李 晶,王亮亮,李积回
(1.北京科技大学 冶金与生态学院,北京 100083;2.阳江市十八子集团有限公司,阳江 529511)
刀剪材料9Cr14Mo电渣锭尾夹杂物的分析
周 文1,李 晶1,王亮亮1,李积回2
(1.北京科技大学 冶金与生态学院,北京 100083;2.阳江市十八子集团有限公司,阳江 529511)
研究了刀剪材料9Cr14Mo电渣锭尾夹杂物类型、尺寸及含量.结果表明:电渣前及电渣后锭尾的夹杂物主要是含钛的复合夹杂物,电渣后锭尾有内生夹杂物的形成,导致复合夹杂物中Si、Mn、Cr含量升高,电渣后锭尾夹杂物含量升高,且夹杂物尺寸变大.电渣前钢中夹杂物含量为0.633 mg/kg,电渣后锭尾夹杂物含量为4.38 mg/kg.显微夹杂物的数量,电渣前为11.82个/mm2,电渣后锭尾为15.08个/mm2;提出了控制电渣后锭尾夹杂物含量的措施.
9Cr14Mo;电渣重熔;夹杂物;洁净度
剃须刀片用9Cr14Mo材料要求具有一定的强度、塑性、断裂韧性及耐蚀性.材料中的夹杂物是影响这些性能的主要因素.虽然电渣重熔的方法可以显著降低钢中的夹杂物并改善其在钢中的分布[1],但先进行电渣处理的锭尾部分,夹杂物含量高,不能用于刀剪生产.为了满足材料的性能需要,进一步提高电渣锭的成材率,本文研究了电渣锭尾夹杂物含量和成分.
1 实验材料和方法
阳江十八子炼钢厂电渣炉(ESR)为单机架固定式结晶器,尺寸为220 mm×(1 100~1 200)mm,采用Al2O3和 CaF2(Al2O3与 CaF2的质量比为7:3)造渣,生产的9Cr14Mo自耗电极主要化学成分,如表1所示.

表1 9Cr14Mo自耗电极的化学成分(质量分数)Table 1 Chemical components(mass faraction)in consumable electrode of 9Cr14Mo %
距锭尾15 mm处取样,为了研究电渣后锭尾夹杂物的变化行为,对电渣前后钢样进行了洁净度统计,用大样电解的方法,分析了夹杂物成分及含量.
2 实验结果
电渣前后锭尾夹杂物形貌及大小,如图1所示,其中(a)为电渣前即自耗电极中夹杂物形貌及大小,(b)电渣后即电渣锭尾中夹杂物形貌及大小.
图1中夹杂物的成分,如表2所示.

图1 电渣前后夹杂形貌图Fig.1 Morphology of inclusion before and after electroslag
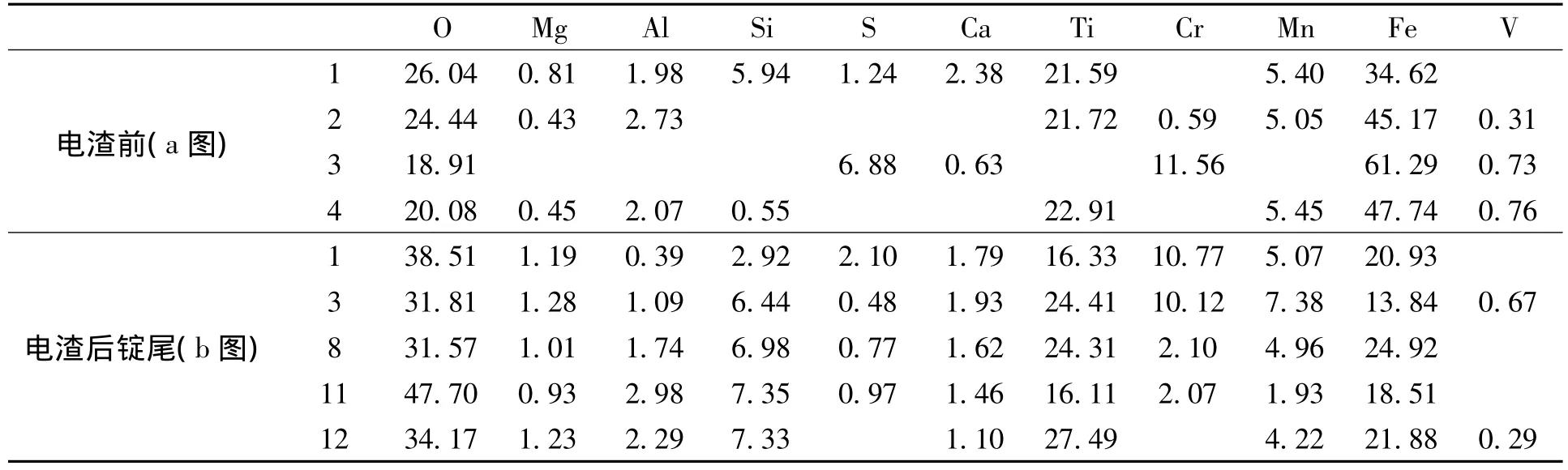
表2 电渣前后锭尾典型夹杂物成分(质量分数)Table 2 Components of typical inclusion before and after electroslag in the top of ESR %
由表2可以看出:电渣前主要是以钛氧化物为主的复合夹杂物,还包含少部分Al2O3、MnO夹杂物,如夹杂物2的成分(质量分数)为21.72%Ti、2.73%Al、5.05%Mn、24.44%O.电渣后锭尾也是以钛氧化物为主的复合夹杂物,但夹杂物中Ti含量、铬含量、硅含量有所升高,铝含量降低,锰含量略有升高,如夹杂物3的成分(质量分数)为 24.41%Ti、6.44%Si、10.12%Cr、7.38%Mn、1.09%Al、31.81%O.对大型夹杂物含量进行分析表明:电渣前钢中夹杂物含量明显少于电渣后锭尾的夹杂物含量,电渣前钢中夹杂物含量为0.633 mg/kg,电渣后锭尾夹杂物含量为4.38 mg/kg.
经扫描电镜分析,统计50个视场,电渣前夹杂物个数为89个,电渣后锭尾夹杂物个数为102个.采用当量直径法,在扫描电镜下统计单位面积内显微夹杂物的数量,得出电渣前钢中夹杂物数量为11.82个/mm2,电渣后锭尾的夹杂物数量为15.08个/mm2,电渣后锭尾单位面积上夹杂物数量增加,洁净度下降.电渣前及电渣后锭尾夹杂物尺寸分布,如图2所示.
从图2可以看出:电渣前,2.5 μm以下夹杂物居多;电渣后锭尾夹杂物尺寸有所增加,尺寸在2.5~5 μm范围内的变多,但大于5 μm夹杂物数量还是减少的.
3 结果讨论分析
3.1 钛氧化物生成的可能性分析
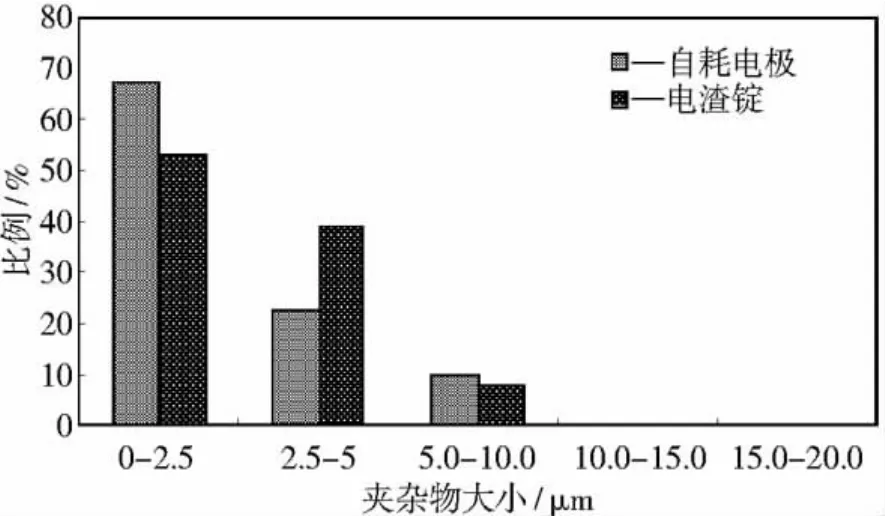
图2 电渣前后夹杂物尺寸分布图Fig.2 The size distribution of inclusion before and after electroslag
钢中的合金元素与氧结合能力大小顺序为:Al>Ti>Si>Mn >Cr.当 w[Al]<0.01%时,有 Ti存在的条件下,以钛的氧化物为主;在没有Ti存在的情况下,无论是脱氧还是二次氧化生成的夹杂物主要为SiO2、MnO、Al2O3复合物.电渣前铝的质量分数都小于0.01%,且电渣前后钢中钛的质量分数由0.003%降低到0.001%,说明钛参与了反应.钛与合金元素的亲和力从大到小的顺序为:O,N,S,C.当钢液中氧含量高时一般是以氧化钛形式存在.钛的氧化物共有4种形式,分别为TiO、TiO2、Ti2O3和 Ti3O5.反应式分别如下[2]:
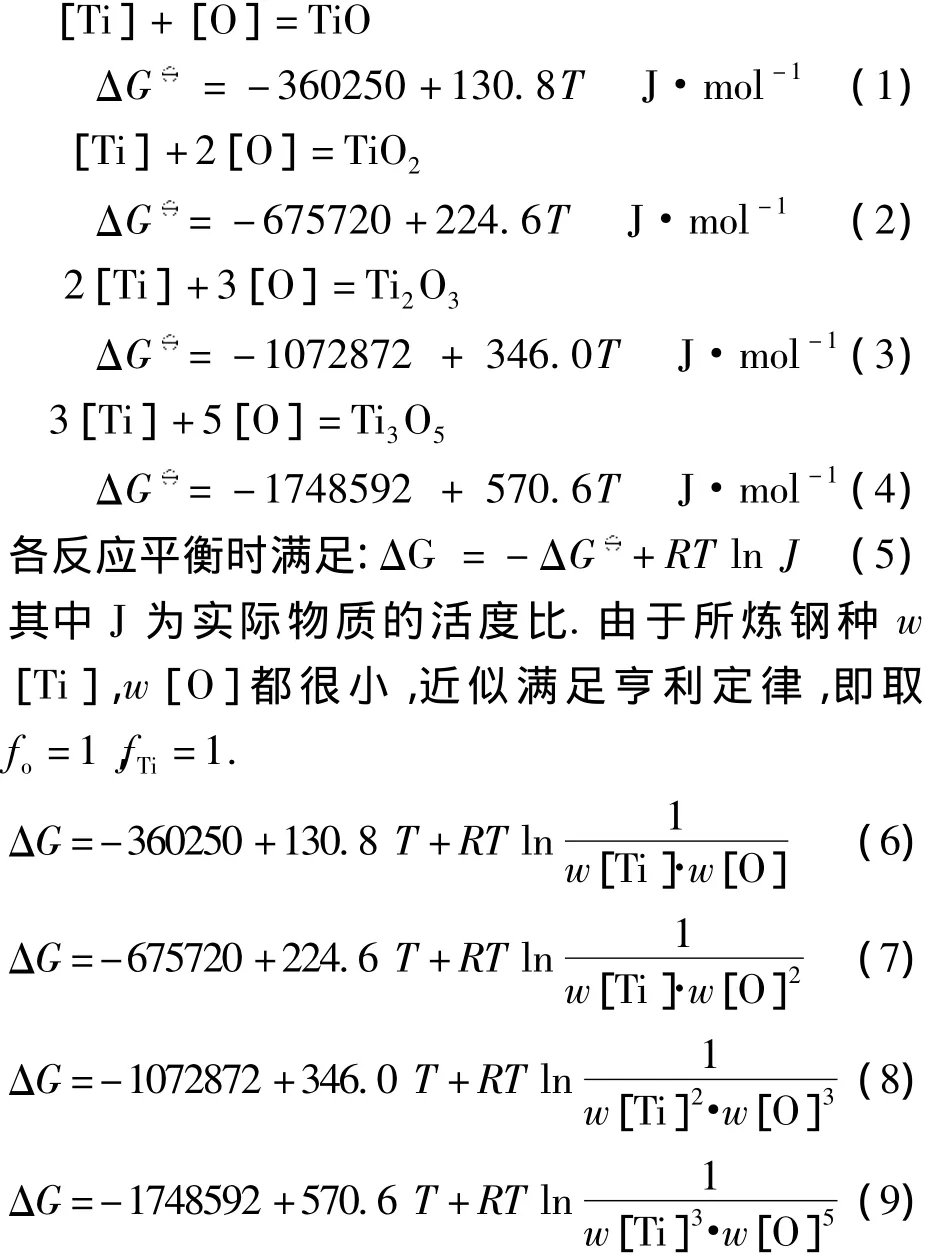
电渣前温度T取1 848 K,钢液中w[Ti]的平均值为0.003%.当 ΔG=0时.根据以上(6)~(9)式可得出各反应平衡时的w[O].生成TiO,TiO2,Ti2O3,Ti3O5.最低溶解氧的质量分数分别为0.15%,0.0037%,0.0039%,0.0039%.后面三种氧化物生成可能性大.电渣前全氧的质量分数为0.006%,从热力学上氧化钛生成是有很大可能的.
电渣重熔由于其自身的冶金特点,自耗电极以熔滴的形式通过渣层进入金属熔池,金属液与渣池的接触面大大增加,进行强烈的渣洗.此外熔渣的温度高(渣面温度可达1 800℃),加快了熔渣与金属之间的冶金反应.故能进一步降低钢中夹杂物含量.但电渣锭尾的夹杂物含量不但没有降低,反而有所升高.阳江十八子炼钢厂电渣的造渣工艺为固体引燃法,电渣开始时,电渣中的氧主要来自于大气[3].由于没有采用吹氩等保护措施,结晶器内氧氛围浓度较高.同时,由于液态渣池还没有完全形成,为液滴与周围气氛接触,产生二次氧化创造了条件,造成锭尾钛含量下降,夹杂物中的钛含量升高.液态渣层形成时间越晚,切除的锭尾量越大,因此采用液渣电渣重熔对降低锭尾夹杂的含量是有利的.随着电渣重熔过程的进行,单位时间内渣池的热量 Q=0.24I2R[4],正常冶炼情况,电流最大达到3 800 A,渣面温度很高,金属液滴在液态渣层中形成并穿过渣层,有效避免了二次氧化的产生.
3.2 渣系对钛氧化夹杂生成的影响
3.3 内生夹杂物的形成
钢液Al的质量分数小于0.001%的情况下,随着钢液的凝固,温度的降低,导致钢中的氧与合金元素 Si、Mn、Cr发生反应,以 SiO2、MnO、Cr2O3夹杂物的形式析出,它们相互聚合,形成新的复合夹杂物.这些夹杂物在渣温很低且液态渣池未形成时,很难从钢中排除而滞留在锭尾,使锭尾夹杂物含量升高.故减少熔池中溶解氧含量,降低自耗电极周围气氛中的氧含量,尽快形成液态渣池,有利于降低锭尾的夹杂物含量.
3.4 自耗电极的表面处理对夹杂物含量的影响
作为自耗电极的连铸圆坯,在空气中自然冷却,会在铸坯表面形成一层氧化铁皮,如果不进行表面处理,直接作为自耗电极电渣重熔,会使渣池氧化性增加,导致钢中合金元素与渣中不稳定氧化物反应,使钢中夹杂物含量升高.剥皮的自耗电极与不剥皮的自耗电极相比,电渣重熔后氧含量低[5].
4 结论
通过实验研究,得出以下结论:
(1)电渣前及电渣后锭尾的夹杂物主要是含钛的复合夹杂物,电渣后锭尾有内生夹杂物的形成,导致复合夹杂物中Si、Mn、Cr含量升高,且夹杂物尺寸较大;
(2)电渣后锭尾夹杂物含量升高.电渣前钢中夹杂物含量为0.633 mg/kg,电渣后锭尾夹杂物含量为4.38 mg/kg.显微夹杂物的数量,电渣前为11.82个/mm2,电渣后锭尾为15.08个/mm2;
(3)距锭尾15 mm以内的钢中夹杂物含量高,不能用作生产刀剪的原材料.减少钢液中氧含量,控制自耗电极周围气氛、尽早形成液态渣池,并对自耗电极进行表面处理,有助于降低电渣后锭尾的夹杂物含量.
[1]耿鑫,姜周华,刘福斌,等.电渣重熔过程中夹杂物的控制[J].钢铁,2009,44(12):42.
[2]黄希祜.钢铁冶金原理[M].北京:冶金工业出版社,2006.
[3]Hawkins R J,Swinden D J,Poeklington D N.Electroslag refining,ISI,London,1973:21.
[4]丁永昌,徐曾启.特殊熔炼[M].北京:冶金工业出版社,1995.
[5]刘胜国,徐明德,刘凤霞,等.高碳铬轴承钢电渣重熔过程中的氧及其控制[J].特殊钢,1993,14(3):45-48.
Study on non-metallic inclusion in the end of electro-slag remelting ingot for the 9Cr14Mo steel used as cutlery material
ZHOU Wen1,LI Jing1,WANG Liang-liang,LI Ji-hui2
(1.Metallurgical and Ecological Engineering School,University of Science and Technology,Beijing 100083,China;2.Yangjiang Eighteen sub-Group Co.Ltd.,Yangjiang 529511,China)
Types,size and content for the non-metallic inclusion in the end of 9Cr14Mo Electro-slag remelting(ESR)ingot are analyzed.The inclusion composition is main Titanium compounds in the consumable electrode and the end of ESR ingot.However,owing to endogenous inclusion formation in the end of ESR ingot;The content of Si、Mn、Cr in inclusion and gross weight of inclusion are increased The size of inclusion in the end of ESR ingot is bigger than that of in the consumable electrode.The gross weight is 0.633 mg/kg for consumable electrode and 4.38 mg/kg for the end of ESR ingot.The number of microscopic inclusions is 11.82个/mm2for consumable electrode and 15.08个/mm2for the end of ESR ingot.Some measures on controlling inclusion content in the end of ESR ingot are put forward.
9Cr14Mo;ESR;inclusion;cleanness
TF 142
A
1671-6620(2011)S1-0091-03
2010-10-15.
周文 (1985—),女,湖北洪湖人,北京科技大学硕士研究生,E-mail:zhouwen618@163.com.
猜你喜欢
机械设计与制造(2022年11期)2022-11-21
中国机械工程(2022年6期)2022-03-29
五金科技(2022年1期)2022-03-02
表面技术(2021年7期)2021-08-03
五金科技(2021年2期)2021-05-08
有色金属加工(2021年2期)2021-04-19
五金科技(2020年4期)2020-09-23
大型铸锻件(2013年2期)2013-09-23
材料与冶金学报(2013年1期)2013-03-20
材料与冶金学报(2012年4期)2012-04-01