
射频干燥对腈纶回潮率影响的研究
2012-01-03 07:24竺铝涛黄胜德梅诗宇
石油化工技术与经济 2012年4期
竺铝涛 黄胜德 梅诗宇
(中国石化上海石油化工股份有限公司腈纶部, 200540)
技术进步
射频干燥对腈纶回潮率影响的研究
竺铝涛 黄胜德 梅诗宇
(中国石化上海石油化工股份有限公司腈纶部, 200540)
采用射频干燥技术对腈纶干燥工艺进行了试验,探讨了射频作用时间、电极电压、丝束堆积密度和丝束含水率对腈纶纤维回潮率的影响,通过正交试验研究了这些因素的影响程度。研究结果表明,射频作用时间和电极电压对回潮率影响最大,随着作用时间的缩短,回潮率具有明显的上升趋势;随着电极电压的下降,在相同作用时间下,回潮率呈上升趋势。
射频 回潮率 腈纶 干燥
射频(Radio Frequency,简称RF)是一种高频交流电磁波。射频能穿透到物料内部,引起物料内部带电离子的振荡迁移,将电能转化为热能,从而达到加热的目的。射频技术具有选择性加热、处理过程高效快速等特点,已被广泛应用于食品加工、纺织品干燥及固色、塑料制品的焊接,医药行业的局部加热治疗、农产品焙后干燥、杀菌和蒸煮等领域[1-3]。
文章从射频干燥的技术特点出发,探讨射频作用时间、电极电压、堆积密度和丝束进口含水率的波动对腈纶纤维回潮率的影响,并通过正交试验分析相关因素的影响程度。
1 试验部分
1.1 试验方法
以NaSCN二步法湿纺工艺为基础,将射频干燥作为腈纶生产的二次干燥工艺,对各种状态的丝束进行射频干燥试验[4]。针对腈纶干燥工艺的特点和纤维质量要求,分析射频干燥的可行性,探索回潮率的控制方法。
1.2 试验设备及其技术参数
试验采用RF型射频低温干燥机,该机主要技术参数如下:
工作频率,25.49~28.75 MHz;
最大额定输出功率,75 kW;
电子管冷却方式,空气冷却;
射频工作区长度,4 m;
铺丝有效宽度,1.6 m;
输送带速度,1~80 m/h。
图1为射频干燥机的结构示意[5]。射频干燥工艺流程,包括:含水丝束输入-摆抖铺丝-射频干燥-装箱。

图1 射频干燥机结构示意
2 结果与讨论
回潮率的精确控制有利于提高产品质量和后工序的毛条加工,达到高效、节能的目的。根据前期试验,将进口丝束含水率控制在8%。
2.1 射频作用时间对回潮率的影响
射频作用时间为腈纶丝束以一定速度通过射频工作区所需的时间,在实际应用中,一般通过调整输送带速度来控制成品回潮率,因此需首先加以确定。
电极电压是指射频作用区上下电极板的电压差,其大小可通过调整电极电感来实现。在6 450 V的电极电压下,堆积密度为8.4 kg/m2、含水率为8%的丝束通过射频工作区,回潮率随作用时间的变化见图2。
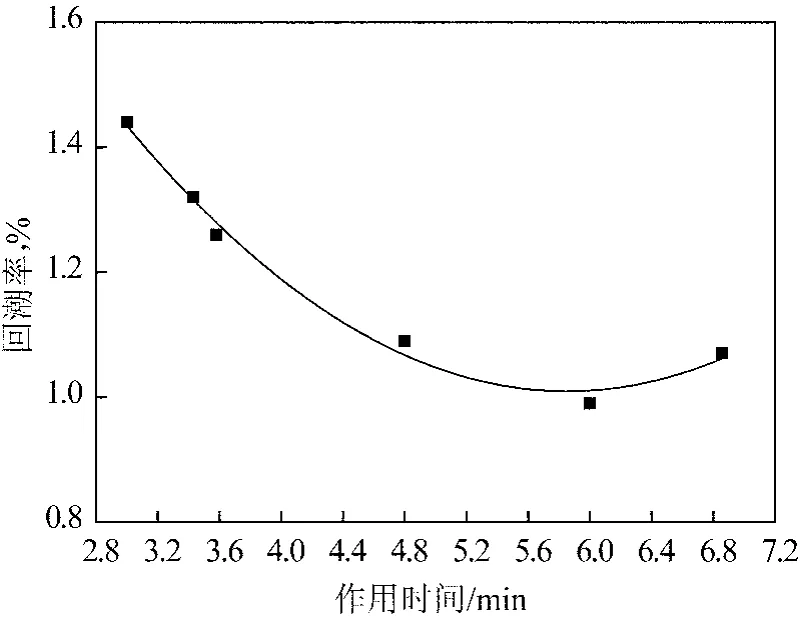
图2 6 450V电极电压下射频作用时间与回潮率的关系
通过数据分析得知,回潮率随着射频作用时间增加,具有明显的下降趋势。6 250 V和6 050 V电极电压条件下射频作用时间与回潮率的关系见图3。

图3 6 250V和6 050V电极电压下射频作用时间与回潮率的关系
当电极电压分别降到6 250V和6 050 V时,成品回潮率随作用时间的变化趋势与6 450 V条件下基本相似。在相同电压条件下,当射频作用时间在3~4 min时,回潮率随着作用时间的增加,具有明显的下降趋势;而当作用时间大于4 min时,回潮率呈现相应的波动。
2.2 电极电压对回潮率的影响
根据物料在射频中的升温速率,丝束的加热速率与射频的电场强度的平方成正比[6]。
分别选取68、58和52 m/h等3个输送带速度,得到不同输送带速度下回潮率随电极电压的变化趋势(见图4)。
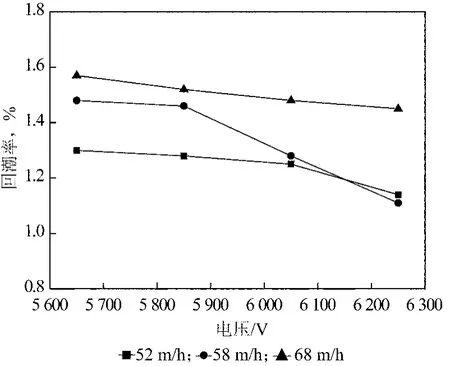
图4 不同输送带速度下电压与回潮率的关系
由图4可知,随着电极电压的上升,成品回潮率呈不同程度的下降趋势,而且在相同电压下,回潮率随输送带速度的提高而上升,即随着作用时间的减少而上升。
在6 050 V电极电压下,将一段回潮率均匀的丝束分成2份,分别置于输送带中部和边缘,并以最高速度通过射频工作区,2段丝束的回潮率均为1.60%;当电极电压降至5 650 V后,同样的试验,位于中部和边缘丝束的回潮率分别为1.75%和2.21%,差异较大,说明电压对极板边缘杂散电场产生了一定作用,影响了丝束的回潮率[7-9]。
试验中,在5 650 V和5 850 V电极电压下,丝束在射频工作区停留时间过短,射频机出口两侧的丝束有时会出现比较明显的间断性回潮率不匀现象。多次试验的结果表明,6 050 V的电极电压能保证丝束顺利通过,而且回潮率可控。
2.3 丝束堆积密度对回潮率的影响
在传统的热风循环干燥工艺中,丝束堆积密度、铺丝状态以及丝束结头都会对成品回潮率的均匀性产生影响。为了考察射频干燥中丝束堆积密度对回潮率的影响,试验时,将输送带速度提高到最大值(80 m/h),以减少热风循环的影响。
在6 050 V电极电压下不同堆积密度的丝束回潮率数据如表1所示。
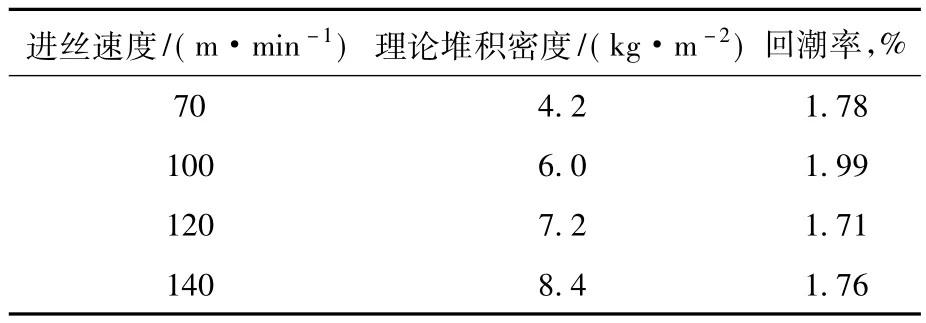
表1 不同堆积密度下的回潮率
表1中回潮率数据呈随机波动状态,无明显规律。考虑到机台负荷因素,将进丝速度保持在140 m/min,降低输送带速度至68 m/h,使丝束堆积密度上升至9.9 kg/m2(已接近极板),测得的回潮率为1.65%,丝束正常通过。
经分析得知,由于干燥的物料为腈纶丝束,且铺丝时依靠其自重下落于输送带上,丝束间空隙较大[10-11]。随着进丝速度的提高,进口丝束高度有一定增加,但是进入射频干燥区之前均被门帘挤压至同样的高度,因此铺丝密度变化不大,成品回潮率波动较小。
与常规干燥热量由外到里扩散的方式不同,射频干燥时水分是由物料内部扩散到表面,温度梯度和湿度梯度方向一致,水气易于排出,这使射频机能在较短的时间内将堆积密度较大的丝束中的水气吹离纤维表面。此外,射频能量穿透深度大,对于具有较大厚度的卷装纺织材料,亦可使干燥后产品内外含水率均匀。
铺丝时分别留出1~2 m空档,射频干燥后空档处丝束回潮率均在1.7%~1.8%之间。此外,通过射频干燥后丝束结头回潮率并不高于周边丝束,说明射频干燥对极端条件下的铺丝状态仍有一定的适应能力。
2.4 干燥机进口丝束含水率波动对回潮率稳定性的影响
由于射频干燥机显示的输出功率与干燥机进口丝束含水率有比较直观的对应关系,因此只要根据输出功率变化适当调整输送带速度,就可以控制回潮率。当含水率总体超出设定功率时,射频机电容下降,即射频机输出功率不再随含水总量增加而继续上升。为确保正常生产,试验中采用局部高含水率(含水率为18.6%)的丝束进行射频试验,所得数据见表2。
试验表明,当停留时间大于4 min时,小段高含水率丝束能被正常干燥;但当射频作用时间小于4 min时,回潮率开始波动,其波动效应在作用时间小于3.5 min时显得特别明显,如表2所示,回潮率从2.67%波动到4.02%。由于射频干燥具有含水率自平衡效应[1],射频能量会集中在局部含水率较大的部分,从而确保加热过程中物料含水率均匀,而如果作用时间过短,就会导致湿丝的水气来不及外排而仍停留在丝束表面。
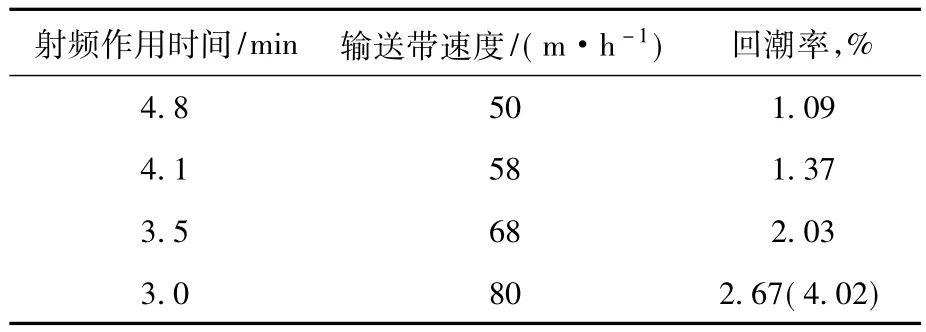
表2 高含水率丝束射频干燥试验结果(6 050 V)
6 050 V电极电压下干燥机进口丝束含水率波动对回潮率的影响见表3。
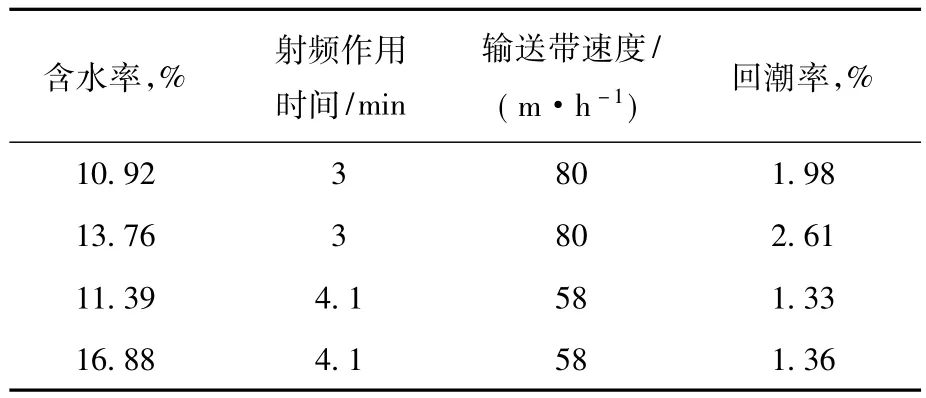
表3 含水率不同的丝束射频干燥试验结果
正常试验中,当含水率控制在10%以下时,射频试验后丝束的回潮率比较均匀;而当丝束含水率超过10%时,如射频作用时间控制在4 min以上,其含水率波动对回潮率影响不大;但当作用时间只有3 min时,回潮率波动效应明显。
3 各因素对回潮率的影响程度
为了更好地对数据进行分析,验证前期试验中得出的结论,特引入正交试验分析法确定各因素对丝束回潮率的影响程度。
根据前期试验,从射频干燥试验工艺参数中筛选出3个因素(电压、堆积密度和作用时间)进行比较,每个因素各取3水平。因素水平表见表4。
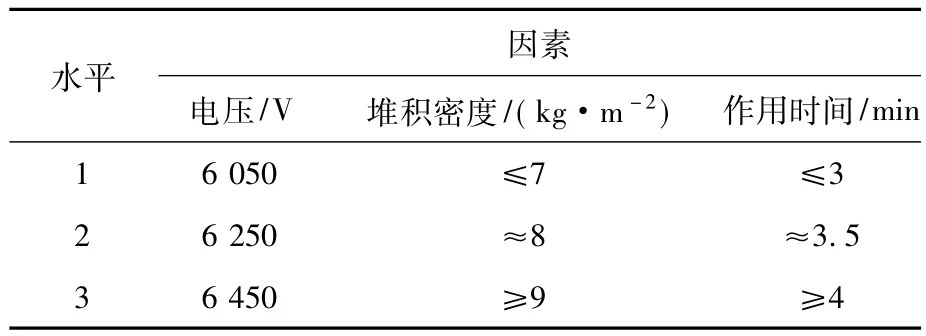
表4 回潮率影响因素水平
选用L9(34)正交表,进行正交试验,并采用直观分析法来分析各个因素对回潮率的影响,极差大的因素是主要因素。试验得出电压的极差数值为 0.241,堆积密度为 0.089,作用时间为0.288,由此得到各因素的主次顺序为:作用时间>电压>堆积密度,可见作用时间和电压对腈纶纤维的回潮率影响最大,这与前期试验得出的结论相一致。
4 结论
(1)在电极电压相同的条件下,回潮率随着射频作用时间减小而呈明显上升趋势。
(2)在作用时间相同的条件下,回潮率随着电极电压的下降而呈上升趋势。
(3)丝束堆积密度对回潮率影响不大,射频干燥机对极端条件下的铺丝状态仍有一定的适应能力。
(4)根据射频干燥机输出功率变化相应调整输送带速度就可以控制回潮率,一般的含水率波动对回潮率影响不大。
(5)正交分析试验表明,作用时间和电压对腈纶纤维的回潮率影响最大。
[1] 刘嫣红,杨宝玲,毛志怀.射频技术在农产品和食品加工中的应用[J].农业机械学报,2010,41(8):115 -120.
[2] 任进和,于光.射频烘干机在染纱生产中的应用[J].印染,2004,(20):32.
[3] 刘嫣红,唐炬明,毛志怀,等.射频-热风与热风处理保险白面包的比较[J].农业工程学报.2009,25(9):323 -328.
[4] 孙继良.高收缩腈纶纤维的研究与开发[D].硕士学位论文,大庆石油学院,2003.
[5] 陈立秋.射频加热在染整烘燥工艺中的应用[J].染整技术,2007,29(8):52 -53.
[6] Tang J,Chan T V C T.Microwave and radio frequency in sterilization and pasteurization applications[M].Yanniotis S,Sunden B.Heattransferadvancesin food processing.Southampton:W IT Press,2007:102 -157.
[7] Marra F,Zhang L,Lyng J G.Radio frequency treatment of foods:review of recent advances[J].Journal of Food Engineering,2009,91(4):497 -508.
[8] Tang J,Wang Y,Chan T V C T.Radio - frequency heating in food processing[M].Barbosa - Canov as G V,Tapia M S,Cano M P.Novel food processing technologies.New York:CRC,2005:501 -524.
[9] Zhao Y,Flugstad B,Kolbe E,et al.Using capacitive(radio frequency)dielectric heating in food processing and preservation- a review[J].Journal of Food Process Engineering,1999,23(1):25 -55.
[10] 王伟杰,丁振强,赵学增.一种新型双线腈纶铺丝机的研制[J].制造业信息化,2007,(8):35 -37.
[11] 丁振强.一种新型腈纶铺丝机的研制及铺丝质量研究[D].硕士学位论文,哈尔滨工业大学,2007.
Study on Effects of Radio Frequency Drying on Moisture Regain in Acrylic Fiber Production
Zhu Lütao,Huang Desheng,Mei Shiyu
(Acrylic Fiber Division,SINOEPC Shanghai Petrochemical Co.,Ltd.200540)
The presented research employed radio frequency drying technology for the drying process of acrylic fibers manufacture.The acting time,electrode voltage,packing density,imported water content fluctuations and other related factors were discussed to analyze their effects on the moisture regain of acrylic fibers.The obtained results showed that the acting time and electrode voltage were the most important affecting factors for the moisture regain of acrylic fibers.With the decrease of action time,the moisture regain had an obvious upward trend.In the same acting time,the moisture regain rose with the decline of electrode voltage.
radio frequency;moisture regain;acrylic fibers;drying
1674-1099 (2012)04-0019-04
TQ342+.31
A
2012-05-24。
竺铝涛,男,1983年2月出生,2011年毕业于东华大学纺织材料与纺织品设计专业,博士,主要研究方向为复合材料冲击动力学。
猜你喜欢
纺织标准与质量(2022年4期)2022-09-05
中国棉花加工(2022年2期)2022-07-09
中国棉花加工(2021年4期)2021-11-04
分析仪器(2020年2期)2020-05-21
合成纤维工业(2020年6期)2020-01-12
中国棉花加工(2019年5期)2019-12-27
设备管理与维修(2016年5期)2016-03-16
橡胶工业(2015年10期)2015-08-01
设备管理与维修(2015年11期)2015-03-16
电视技术(2014年7期)2014-03-11
