
浅谈消失模铸造夹砂缺陷解决的一些体会
2012-01-23 06:08刘永其郑国威曹立为
铸造设备与工艺 2012年1期
刘永其,郑国威,曹立为
(金华万里扬机械制造有限公司,浙江 金华 321000)
我公司自2008年开始采用消失模铸造工艺生产各类变速箱壳盖类铸件,积累了一定的经验,下面浅谈公司在近几年来在解决铸件夹砂缺陷所采取的工艺措施和注意事项,以便和大家共同探讨。
1 浇口杯质量的影响
公司自采用消失模铸造工艺起,一直使用浙江一带耐火材料厂的浇口杯,其耐火度一直保持在1550℃以上。其中2010年12月—2011年1月期间,采购的浇口杯质量不稳定,耐火度和强度明显不够,表现在浇注的过程中,大部分浇口杯开裂,有的浇口杯甚至在浇注开始时就开裂,铁水溢出来,如图1所示,结果造成这两个月铸件夹砂报废率直线上升,由平时的1%上升到3.5%。
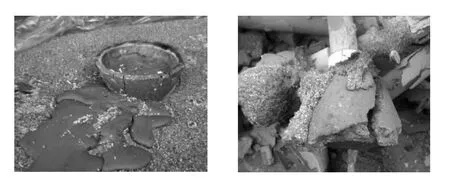
图1 浇注开裂的浇口杯
在整个夹砂缺陷原因分析、寻找、验证过程中,我们也曾做过这样的试验,将浇注过程中浇口杯开裂所对应的铸件进行跟踪验证,机加工后得出的数据结果见表1。
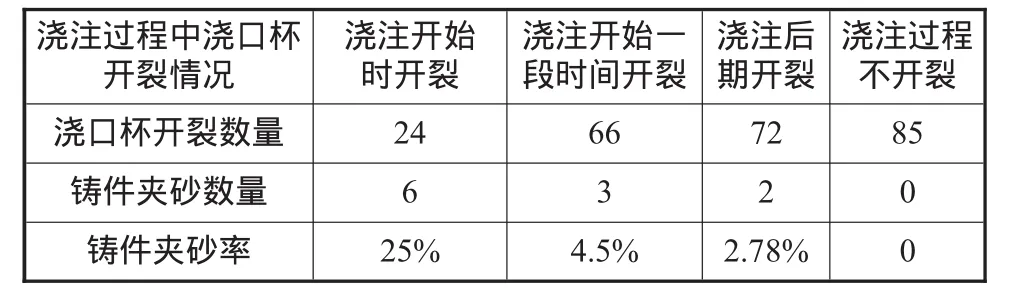
表1 浇口杯浇注开裂试验数据
为此在2011年2月份公司要求浇口杯供应厂家更换了耐火度和强度好的浇口杯,更换后浇注过程无开裂现象,当月废品报表显示夹砂率降为1%(图 2)。
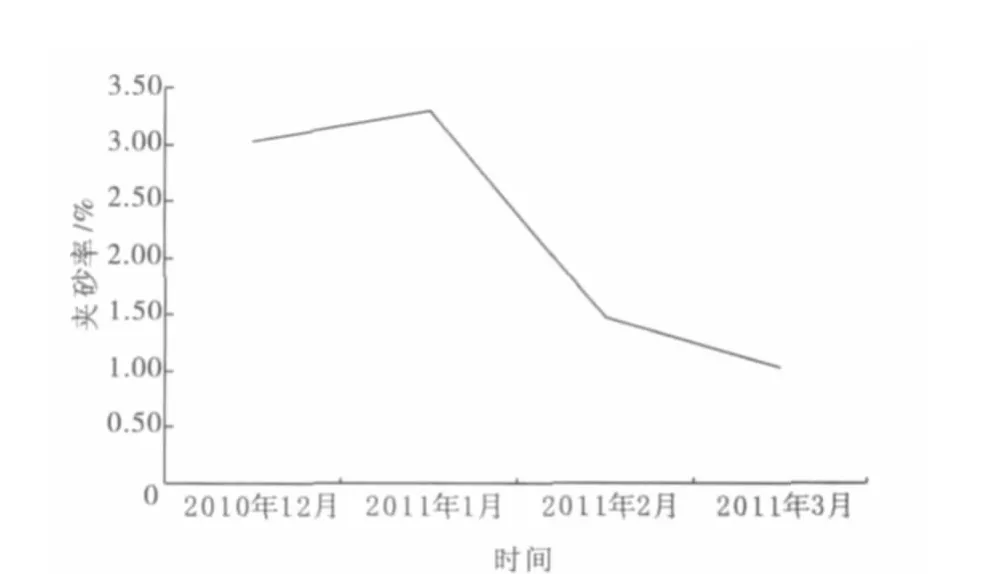
图2 浇口杯更换前后夹砂率变化曲线
由试验和更换浇口杯前后几个月的废品报表可知,浇口杯在浇注过程中开裂使铸件夹砂缺陷比例增大,原因为砂子通过开裂的缝隙被流动的铁水带入了铸型,从而造成夹砂。
2 浇注系统涂层强度和耐火度的影响
公司在解决夹砂的过程中,逐渐认识到,解决夹砂的关键在于提高浇注系统涂层强度和耐火度。浇注系统涂层强度和耐火度主要靠通过选择耐火度高的骨料,配料时增加无机黏结剂含量和刷涂时增加涂层厚度来实现。实际生产中,往往骨料的耐火度和无机黏结剂的含量都是基本上确定后就不再怎么变动的,所以主要通过增加涂层厚度来提高涂层强度和耐火度。以普通的540主箱为例,(如图3a),涂料以铝矾土(Al2O3的质量分数为74%)为骨料的自制涂料,浇注系统涂层厚度控制在1.5mm左右。对于重量较大的铸件,如9150主箱(单重在87 kg左右)(如图3b)浇注系统涂层厚度控制在2mm以上。

图3 主箱图
2010年4月—5月,我公司生产的9150主箱因夹砂报废的铸件达15%,经过认真分析和验证,最后确定出主要原因为浇注系统涂层太薄,为此,将该类产品在刷涂3遍涂料的基础上,再将浇注系统补刷1遍,共计4遍涂料,涂层厚度在2mm以上。以这样的方式生产后,夹砂缺陷降到1.4%。
串联类副箱一直是公司铸件夹砂报废的大户,在吸取解决9150主箱夹砂的经验基础上,在2011年4月我们将串联副箱浇注系统刷涂4遍,如图4,涂层厚度在2.5mm以上。经过这一改进,串联副箱的夹砂问题得到突破性的解决,夹砂率由原来的6%降到2.3%。分析:对9150主箱和串联副箱浇注系统涂层进行加厚后,提高了涂层的耐火度和强度,更能抵抗铁水对涂层的冲刷,防止砂子进入铸型内。
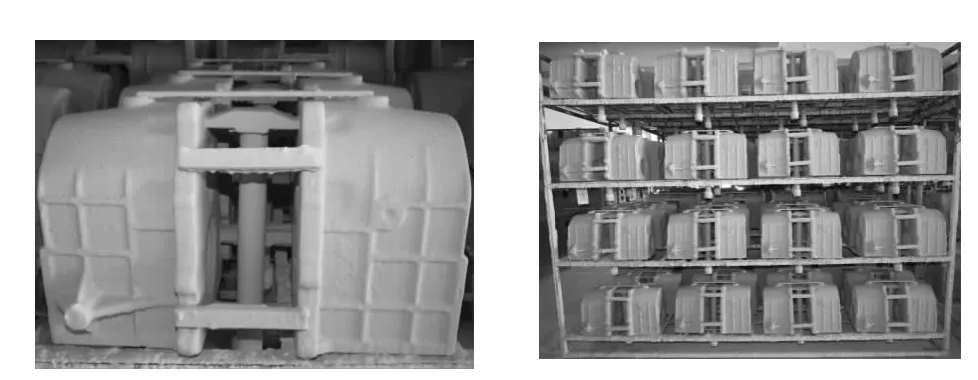
图4 串联副箱浇注系统图(内浇道设在模片底部)
3 内浇道开设位置的影响
内浇道开设的位置对解决夹砂也有重要影响。以串联副箱为例,2010年11月前内浇道都是放置在铸件中部如图5,铸件夹砂报废率比较大,夹砂率达8%。2010年11月我们将内浇道开设的位置放在铸件下部(如图4),经过批量生产验证后,夹砂报废率下降明显,降为5.9%。
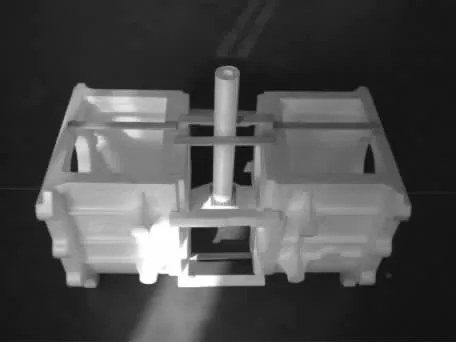
图5 内浇道设在模片中部
分析:内浇道设在模片中部,铁水充型时速度较快,铁水对内浇道的冲刷和压力较大,在涂层强度不够时,涂层极易被破坏,从而砂子进入铸型中,内浇道设在底部时,铁水充型较平稳,对内浇道的冲刷和压力较小,故后者夹砂少。
阶梯式浇注系统比只有一个内浇道的浇注系统容易夹砂,以9150主箱为例,采取阶梯式浇注系统,有三个内浇道,某段时期内,我们将其上部内浇道在埋箱时割掉如图6b),浇注后铸件夹砂下降明显,但由于这样铸件易冷隔,故不采取割掉,还是采取将浇注系统涂层加厚来解决夹砂。
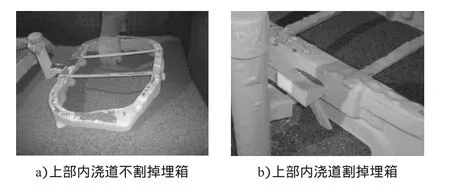
图6 内浇道种类
4 其他注意事项
除了上述三方面重要因素外,在日常生产操作中还应该注意许多细节。
1)粘模时内浇道和白模结合处涂胶量不要过量,过量的胶水会使涂挂性能一般的涂料不易涂挂,导致该部位涂层厚度偏薄,浇注时铁水冲破涂层将砂子带入铁水中,造成铸件夹砂。因此,在涂热胶时应将溢出的多余胶用刀片刮除。
2)埋箱后覆盖浇口杯的薄膜上砂子要抹干净,往往平时由于操作工操作马虎或者责任心不够,致使覆盖浇口杯的薄膜上有砂子,最后由于这一疏忽导致铸件夹砂。
3)刷涂好涂料的模片在整个搬运过程中难免会有磕碰致使模片某些部位涂层破坏,模片露白,这时一定要将露白的部位用较厚稠涂料补刷好,并重新烘干,尤其是处于加工部位的露白,如不补刷好,浇注后铸件就夹有一层砂子在上面而造成铸件报废,曾因这个原因,产生了部分废品。
5 总结
在解决各类灰铸铁箱体类铸件夹砂缺陷时,采用质量好的浇口杯,通过选择耐火度高的骨料,配料时增加无机黏结剂含量和刷涂时增加涂层厚度,合理设置浇注系统,内浇道开设位置尽量在铸件下方,日常生产操作中注意细节,就可以较好地解决铸件夹砂。需注意不同结构、大小的产品,往往不是只通过单方面改进就能解决夹砂的,通常是同时对影响夹砂的各个工艺条件进行优化才可以有效的解决夹砂。
[1]黄乃瑜,叶升平.消失模铸造原理及质量控制[M].武汉:华中科技大学出版,2004.
[2]章舟,王春景.消失模铸造生产实用手册[M].北京:化学工业出版社,2010.
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
小天使·三年级语数英综合(2022年6期)2022-06-23
山东冶金(2022年1期)2022-04-19
花火·绘阅读(2022年2期)2022-03-21
天津冶金(2021年3期)2021-06-28
河南畜牧兽医(2020年3期)2020-01-10
中国新闻周刊(2019年40期)2019-11-11
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
中国铸造装备与技术(2017年3期)2017-06-21

- 铸造设备与工艺的其它文章
- 大吨位浇包转轴位置的确定方法
- 双金属复合导板的研究与发展现状
- 沉痛悼念阎荫槐教授