
大型钴基高温合金机匣新件研制
2012-03-17 07:30史韵琦
中国新技术新产品 2012年18期
史韵琦 赵 宇 关 宁 曹 琳
(1.中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043;2.沈阳市万事达汽车改装厂,辽宁 沈阳 110043)
该零件外形均由曲面构成,壁厚为3.175mm,外圆型面上有八个大岛屿与一个小岛屿,在前端面有144处孔,径向孔有20处。在零件后端面有160处孔,径向孔有21处,并有21处花边。针对零件在加工中受到零件材料难加工,及零件型面复杂的制约,我们进行了大量的研制工作。本篇论文论述了高压涡轮机匣加工研制的整个过程。
本论文内容主要包含以下两个部分:
a.概述部分:介绍GE公司大型钴基高温合金机匣的结构特点和加工工艺难点;
b.工艺路线及机械加工:针对零件结构特点和加工难点论述零件加工工艺和机械加工过程。
1 零件及加工概述
1.1 零件结构
高压涡轮机匣为钴基高温合金环形静止零件,轮廓以曲面为主,最大外径尺寸φ1137mm,高116.497mm,型面壁厚3.619mm,型面上有八个大岛屿及一个小岛屿;零件分前后端面,前端面有114个通孔,径向孔有20处。在零件后端面有160处孔,径向孔有21处,并有21处花边。零件整体如图1
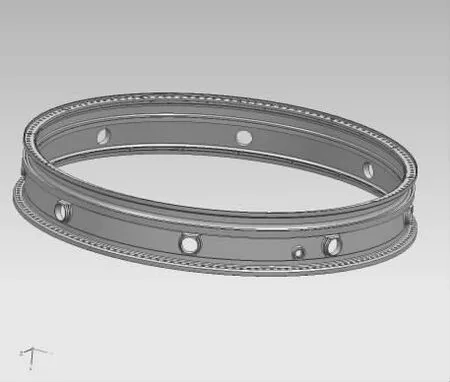
图1 高压涡轮机匣
1.2 零件材料及特点
1.2.1 钴基高温合金
高压涡轮机匣材质为RENE41,毛料为钴基高温合金模锻件,含有金属主要成分有镍、铬、钨和少量的钼、铌、钽、钛等合金元素。钴基高温合金具有较高的强度、良好的抗热疲劳、抗热腐蚀、和耐磨腐蚀性能。用于制作航空喷气发动机、工业燃气轮机、舰船燃气轮机的涡轮增压器。正是由于这种性能,该材料用于高压涡轮机匣。
1.2.2 加工特点
钴基高温合金材料由于成分的原因,材质硬难于切削,在加工时受切削力影响变形不大。零件的结构特点对工艺路线、刀具及加工的方法有所要求,在新件的研制阶段需要合理安排工艺路线及安排合理的加工方法。
1.3 工艺难点
该零件从设计图纸进行工艺分析,从工艺路线、加工、刀具三个方面对加工难点进行论述。
1.3.1 机械加工
零件的材料硬度大,型面复杂:
切削零件材料时,零件材料硬度大,型面加工长。在进行半精车时进行深槽加工,普通刀具难于加工该处。
铣加工表面:在进行粗铣削加工时,零件型面余量大,最大处达到19mm余量,加工时需用大量刀具。
2 加工工艺研究
2.1 工艺路线
通过以上的分析制定工艺路线,编制工艺规程,由于零件整体结构比较复杂,加工路线已先车加工零件外形,后进行粗铣加工去余量,然后进行热处理工序。再进行精铣加工零件的型面,后焊接,再进行零件的精车加工,后对零件进行铣花边及钻孔,最后对零件内部进行喷涂。
2.1.1 工艺路线制定
工艺路线:№0毛料-№5车后端面基准-№10粗车前端及型面-№15粗车后端及型面-№20粗铣外型面-№25去应力热处理-№30修后端面基准-№35半精车前端及型面-№40半精车后端及型面-№50精铣外型面-№55去毛刺-№60焊接连接座-№70修基准-№75精车前端-№80精车后端-№85钻前端面孔、径向孔并铣端面槽-№90钻后端面孔、径向孔并铣端面槽-№100攻螺纹-№105标印-№110清洗-J115中间检验-120荧光检查-125清洗-130集件-135装配-140清洗-145喷涂-150车涂层-155修喷涂表面-J160最终检验-165入库
2.1.2 工装和刀具选择
工装:主要根据GE公司提供的车床和铣床夹具结构图纸进行设计并制造,检测用约束测具为自主设计制造。
刀具的选择:钴基高温合金是一种难切削材料,刀具本身成分内含有钴成分,在加工中,刀具材料容易与零件材料产生亲和,刀具很容易磨损,故选用刀具时,应选用耐磨涂层,防止零件在加工时,刀具磨损,使得刀具有更高耐磨性,零件得到更好的表面质量且延长刀具寿长。
2.2 车加工
车加工共有9道工序:№5车后端面基准-№10粗车前端及型面-№15粗车后端及型面-№30修后端面基准-№35半精车前端及型面-№40半精车后端及型面-№70修基准-№75精车前端-№80精车后端
№5车后端面基准:本道工序车加工零件的内孔及外圆,用于下一道工序的找正及压紧;
№10粗车前端及型面:去除大部分余量为精加工单边留有3mm余量;
№15粗车后端及型面:去除大部分余量为精加工单边留有3mm余量;
№30修后端面基准:热处理后,进行修基准工序,为下道车加工做准备。
№35半精车前端及型面:在零件型面处加工到零件设计图尺寸,端面留有余量1mm余量。(在NO20工序应力释放后,型面加工到零件设计图尺寸)
№40半精车后端及型面:在零件型面处加工到零件设计图尺寸,端面留有余量1mm余量。(在NO20工序应力释放后,型面加工到零件设计图尺寸)
№70修基准:车零件的止口端面及外圆,用于零件的装夹找正。
№75精车前端:将零件端面尺寸加工到零件最终尺寸,并扎槽。
№80精车后端:将零件端面尺寸加工到零件最终尺寸,并扎槽。
2.3 铣加工
零件的精铣加工:
零件的精铣加工,在精铣加工时,注意合理的安排零件的加工路线,加工的先后顺序,加工时的走刀路线。具体精铣的加工路线如下:
第一步:加工零件型面,在加工零件型面时,采用切线进刀,在加工零件型面时,采用上下往复铣加工,保证零件的表面质量,零件的表面粗糙度,铣削零件的型面。
第二步:铣加工岛屿凸台表面,用Φ20刀具铣加工凸台表面,在零件表面方向进刀切削
第三步:加工岛屿大孔及岛子台阶。
第四步:清理大岛屿两侧,用Φ20R3进行清理岛屿两侧。
第五步:清理小岛屿,在小岛屿外层走两次,将零件铣型面的残余清除。
第六步:清理小岛屿下部,用R6球刀进行清根,清根时需注意刀具的磨损。
2.4 关键和难点
高压涡轮机匣加工的关键在于车加工的车槽及铣加工的工艺路线。
2.4.1 进行粗铣零件型面,注意走刀路线的刀路,在粗铣时,大量去除零件余量。
2.4.2 除零件余量后需要对零件进行热处理,将零件粗车及粗铣时的残余应力释放。
2.4.3 后进行车基准及半精车加工。在半精车时,先用R2.5球刀进行粗扎槽,在用R2球刀进行精车。在遇到特殊槽型时,选用非标刀片进行车加工零件的型面。
2.4.4 进行精铣加工时,注意零件的走刀路线,合理的安排刀路,加工出零件的型面。
3 加工工艺总结和推广
随着民用航空飞机的发展,类似钴基高温合金被越来越多的应用,钴基合金材料应用领域的越来越广泛,必将对制造业提出更高的要求,对特种合金加工工艺的研究也会更加深入。
此次对钴基高温合金类大型机匣件工艺方法的第一次探索尝试,发现了一些钴基高温合金的加工工艺方法,如合理安排零件工艺路线,选用合适刀具进行加工,安排合理的走刀路线;除此之外,也对刀具对零件加工中应用的重要性有所认识,这些方法和措施也会推广到其他GE公司的大型机匣合金类零件的研制中去,不断摸索创新。
[1]金属切削手册[M].技术中心金属研究室.
[2]金属切削技术指南[M].山特维克可乐满.
[3]西门子编程教程[M].
[4]AMS4132美国航空材料标准[S].
[5]UG6.0编程手册[M].
猜你喜欢
锻造与冲压(2023年3期)2023-02-28
机械工程与自动化(2022年4期)2022-08-23
上海涂料(2021年5期)2022-01-15
名城绘(2019年3期)2019-10-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年4期)2019-04-04
科技资讯(2018年3期)2018-06-06
制造技术与机床(2017年8期)2017-11-27
山东工业技术(2016年15期)2016-12-01
机械工程师(2014年8期)2014-12-02
