焊接修复对铁素体不锈钢焊接接头组织和性能的影响
2012-07-02 03:26刘琦张尧陈增有马清波许鸿吉
大连交通大学学报 2012年2期
刘琦,张尧,陈增有,马清波,许鸿吉
(1.中国北车集团 齐齐哈尔车辆(集团)有限责任公司,黑龙江 齐齐哈尔 161002;2.大连交通大学 材料科学与工程学院,辽宁 大连 116028)*
0 引言
铁道车辆的轻量化是铁道运输现代化的中心议题之一.以1.4003、T4003为代表的新型铁素体不锈钢以其成本低廉,并具有明显减轻车辆自重、延长车辆寿命、降低车辆的维修成本等优点[1-2],在国内外的重载铁路货车上得到了广泛应用.然而,由于铁素体不锈钢存在固有的晶粒长大敏感性,其焊接性能相对较差,给车辆的焊接生产带来了一定困难[3-7].深入研究焊修工艺及焊修次数对焊接接头组织和性能的影响,确定合理的焊修工艺和焊修次数对我国铁道车辆的制造水平、降低生产成本都具有十分重要的现实意义.
本文通过拉伸、弯曲、冲击、金相与硬度试验对不同焊修次数的T4003铁素体不锈钢焊接接头的组织与性能进行了研究,确定多次修复对铁素体不锈钢焊接接头组织和性能的影响规律,为实际生产提供依据.
1 试验材料及试样制备
1.1 试验材料
试验材料为T4003铁素体不锈钢热轧钢板,焊接材料为Φ1.2 mm的ER-308L焊丝.化学成分及力学性能如表1所示[8].
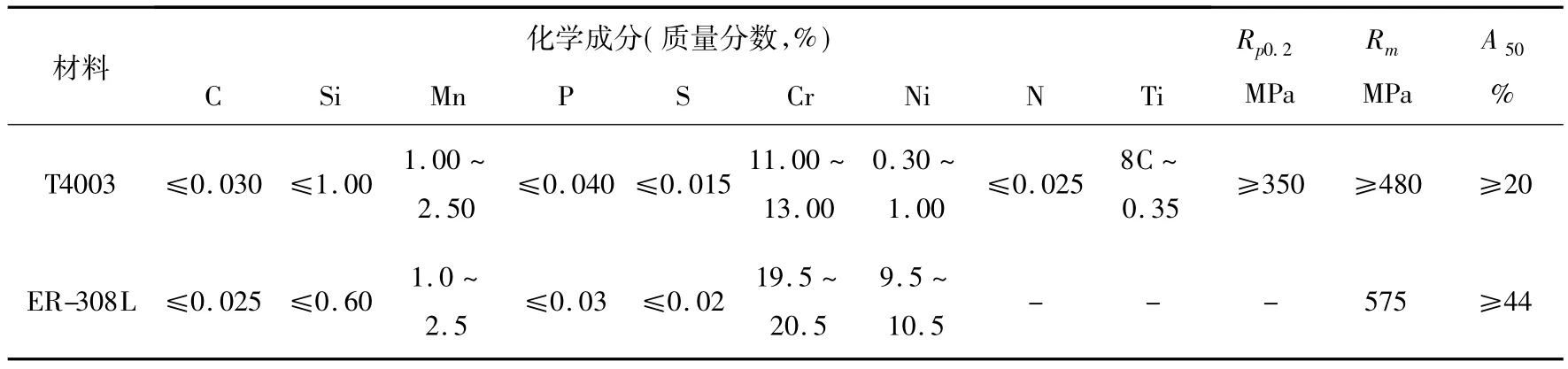
表1 试验材料的化学成分与力学性能
1.2 试样制备
采用熔化极混合气体保护焊(GMAW)多层多道焊接,保护气体为97%Ar+3%CO2,对接试板单面开60°V型坡口,尺寸均为300 mm×200 mm×6 mm,坡口间隙1~2 mm.焊后试件均进行X射线探伤.焊修时采用机械加工的方法将原有的焊缝剔除,距熔合线约留1 mm的余量.焊接工艺参数如表2所示.
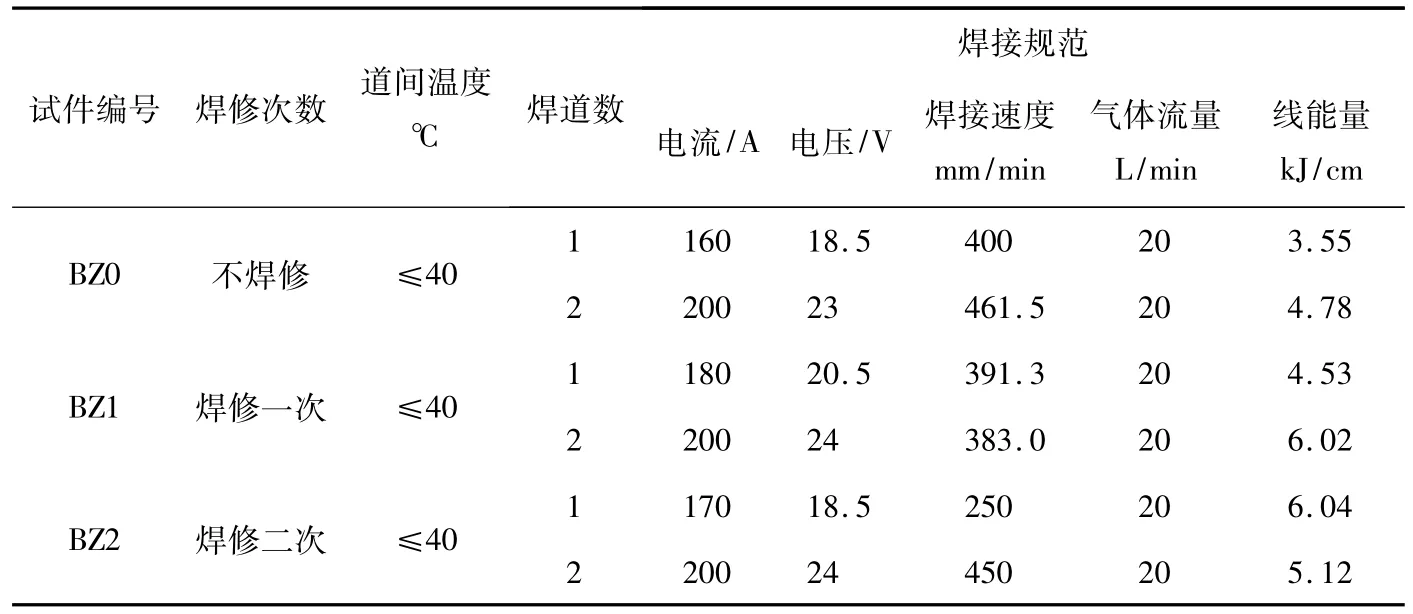
表2 焊接工艺参数
2 试验结果与分析讨论
2.1 拉伸试验
对不同焊修次数的T4003铁素体不锈钢焊接接头进行室温拉伸试验.试验按GB/T 2651-2008《焊接接头拉伸试验方法》和GB/T 228-2002《金属材料-室温拉伸试验方法》,在岛津电子万能试验机AG-IC上进行,其最大载荷为100 kN,速度为5 mm/min.试验结果如表3所示,可以看出:不焊修、焊修一次、焊修二次试件的抗拉强度平均值分别为533、540、586 MPa,大于母材的抗拉强度下限值480 MPa,均满足ISO 15614-1标准的要求.且随着焊修次数的增加,T4003铁素体不锈钢焊接接头的抗拉强度和屈服强度有所增加.
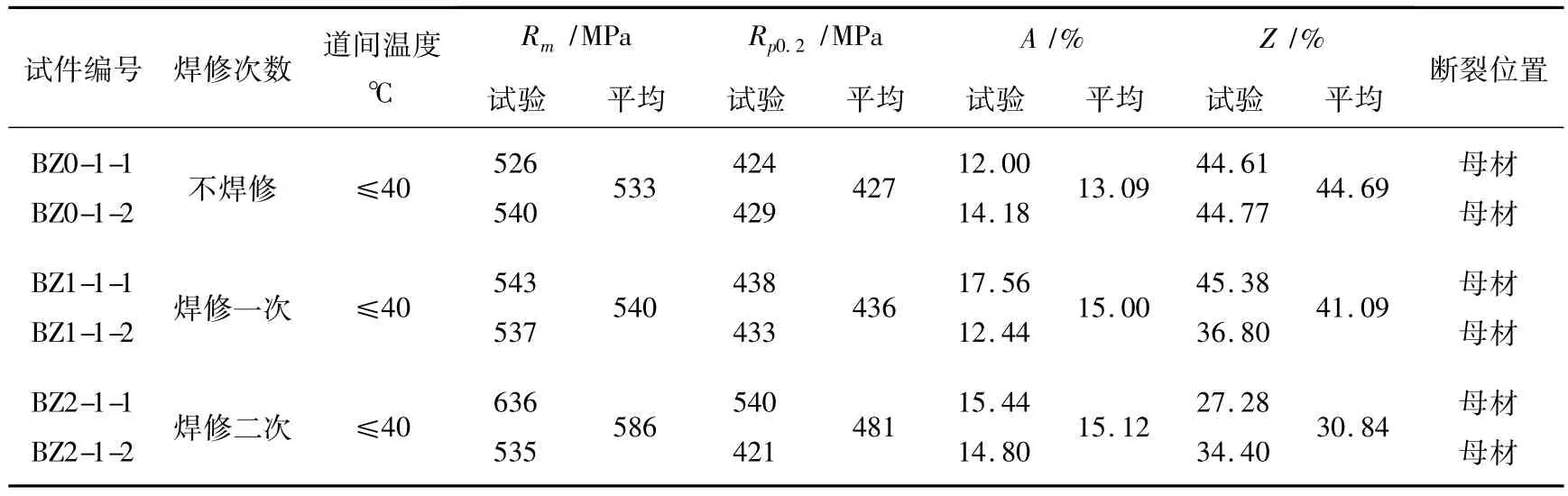
表3 焊接接头拉伸试验结果
2.2 弯曲试验
对不同焊修次数的T4003铁素体不锈钢焊接接头进行弯曲试验.试验按GB 2653-89《焊接接头弯曲及压扁试验方法》和GB 232《金属弯曲试验方法》,在WAE-300液压试验机上进行,试验分为面弯与背弯.弯曲试验结果如表4所示,焊接接头面弯、背弯180°时均未出现裂纹,表明焊接接头弯曲性能良好.

表4 焊接接头弯曲试验结果
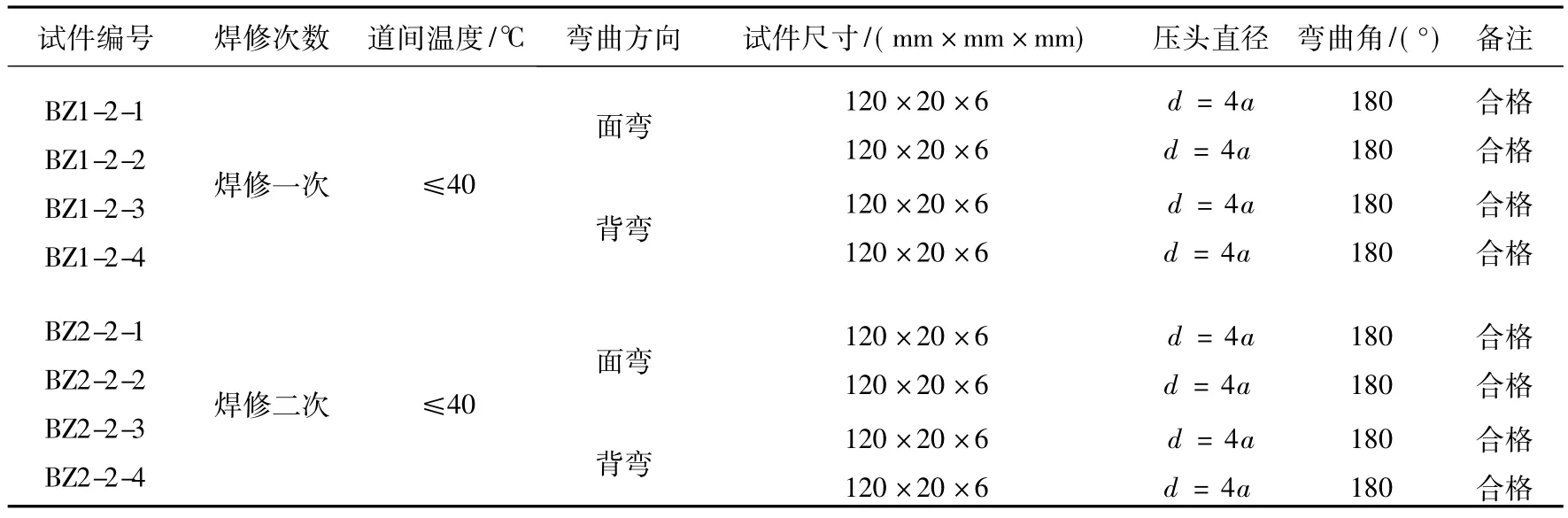
表4 焊接接头弯曲试验结果(续表)
2.3 冲击试验
对不同焊修次数的T4003铁素体不锈钢焊接接头分别进行了室温和-40℃冲击试验.试验按GB/T 2650—2008《焊接接头冲击试验方法》,在JB—300B 300/150冲击试验机上进行.冲击试件缺口位置的确定按GB/T 2649—1989《焊接接头机械性能试验取样方法》的规定进行,缺口分别开在焊缝、热影响区和母材.冲击功的平均值如表5所示,可以看出:焊修次数与试验温度对T4003铁素体不锈钢焊接接头焊缝的冲击性能影响不大;随着试验温度的降低,母材的冲击性能有所降低,热影响区的冲击性能明显下降.焊修次数对焊接接头热影响区冲击性能的影响规律不明显,这可能与所开缺口的位置不同有关.

表5 焊接接头冲击试验结果 Akv/J
2.4 金相组织分析试验
不同焊修次数T4003铁素体不锈钢焊接接头经加工、打磨、抛光后,使用氯化铁饱和盐酸溶液腐蚀[9],并在BX51M型光学显微镜下观察焊缝、热影响区和母材的显微组织形态如图1所示.可以看出不同焊修次数T4003铁素体不锈钢焊接接头焊缝的显微组织(如图1(a)所示)为奥氏体+δ铁素体;熔合区显微组织(如图1(c)、1(d)、1(e))所示,图中左侧为焊缝,中间为粗晶区,右侧为细晶区)为铁素体+马氏体,且晶粒粗大;母材的显微组织(如图1(b)所示)为块状铁素体,沿轧制方向成条状分布.
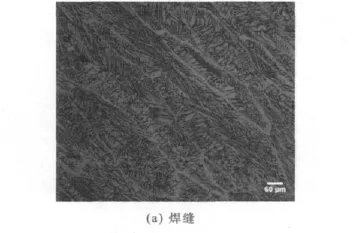

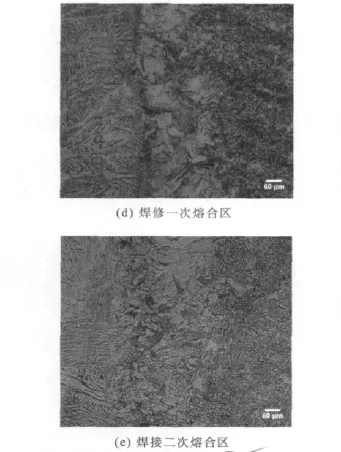
图1 焊接接头显微组织形貌
使用比较法测量T4003铁素体不锈钢对接接头粗晶区的晶粒度,使用弦计算法测量马氏体含量[10],结果如表6所示,可以看出:焊接修复对粗晶区宽度、晶粒度与马氏体含量的影响不大.

表6 焊接接头粗晶区组织分析结果
2.5 硬度试验
根据GB/T 4342—1991《金属显微维氏硬度标准》,在MicroHardness Tester FM-700型显微硬度仪上分别测定了不同焊修次数焊接接头(包括母材和热影响区)的维氏硬度分布,试验载荷为200 gf,加载时间为15 s.焊接接头硬度曲线如图2所示,可以看出:不同焊修次数T4003铁素体不锈钢对接接头焊缝的显微硬度相近,约在200~250 HV之间;母材的显微硬度大致相同,均在180~220 HV之间;焊接修复对热影响区显微硬度的影响不大:不焊修试件热影响区显微硬度约在280~340 HV之间;焊修一次试件热影响区显微硬度约在230~350 HV之间;焊修二次试件热影响区显微硬度约在250~310 HV之间.

图2 焊接接头硬度曲线
3 结论
(1)焊修一、二次对T4003铁素体不锈钢焊接接头的抗拉、弯曲和冲击性能均影响不大;
(2)不同焊修次数T4003铁素体不锈钢焊接接头焊缝的显微组织为奥氏体+δ铁素体;熔合区的显微组织为铁素体+马氏体,晶粒粗大;母材的显微组织为块状铁素体,沿轧制方向成条状分布.焊接修复对焊接接头的粗晶区宽度、晶粒度与马氏体含量的影响不大;
(3)不同焊修次数T4003铁素体不锈钢对接接头焊缝的显微硬度相近,母材的显微硬度大致相同,焊接修复对T4003铁素体不锈钢热影响区显微硬度的影响不大.
[1]张志昌.德国4003铁素体不锈钢的焊接[J].电焊机,2008,38(11):42-43.
[2]陈增有,罗春龙.德国4003不锈钢焊接工艺研究[J].机车车辆工艺,2007(5):19-21.
[3]宋宏图,胡忠全,丁韦,等.热输入对TCS不锈钢焊接热影响区组织的影响[J].热加工工艺,2007,36(7):14.
[4]丁韦,宋宏图,刘艳红,等.铁路货车车体用TCS铁素体不锈钢焊接方法分析[J].电焊机,2007,37(8):56.
[5]张其枢,堵耀庭.不锈钢焊接[M].北京:机械工业出版社,2003.
[6]BYML,GREEFF M,DUTOIT.Looking at the Sensitization of 11-12%Chromium EN 1.4003 Stainless Steels during Welding[J].Welding Journal,2006(11):243-251.
[7]SANTANA I J,PAULO B,MODENESI P J.High Frequency Induction Welding Simulating on Ferritic Stainless Steels[J].Journal of Materials Processing Technology,2006,179:225.
[8]中国机械工程学会焊接学会.焊接手册(焊接材料)[M].北京:机械工业出版社,1992.
[9]赵雯雯,许鸿吉,金光.1.4003铁素体不锈钢与Q235-C钢焊接接头的组织和力学性能[J].理化检验-物+-理分册,2009,45(6):335-338.
[10]林昭淑.金属学及热处理试验[M].湖南:湖南大学出版社,1986.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
山东冶金(2019年1期)2019-03-30
四川冶金(2018年1期)2018-09-25
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06