
电真空器件内部可移动多余物检测方法研究
2012-07-03 03:51李蓉尚绍环
电子产品可靠性与环境试验 2012年6期
李蓉,尚绍环
(中国工程物理研究院电子工程研究所,四川 绵阳 621900)
0 引言
内部有多余物的缺陷电真空器件在使用过程中会带来致命的故障,直接导致产品失效。但在电真空器件的制造过程中,因工艺环节较多,个别产品的内部会不可避免地被引入或残留多余物,这就要求我们不仅要严格控制工艺过程,尽量减少产生带有多余物的缺陷产品,也要加强检测手段,尽量减少缺陷产品逃逸至合格品中。现在常用的电真空器件内部多余物检测手段有随机振动和颗粒碰撞噪声检测两种方式,它们各有优势:随机振动筛选因产品是在带电条件下进行检测的,对产品中金属可移动多余物的检测率较高,但对非金属可移动多余物的检出率不高;颗粒碰撞噪声监测是在产品非工作状态下进行检测的,对金属与非金属可移动多余物的检出率相当。就我们目前的随机振动和颗粒碰撞噪声检测对电真空器件内部可移动多余物检测的两种条件及方式,对比两种方式对缺陷产品的检出率,给出比较合理的电真空器件可移动多余物检测流程,以期尽可能地降低缺陷产品的逃逸率,使合格品中尽量少含缺陷产品并合理设计工艺流程,提高生产效率。
1 腔体电真空器件的基本结构及多余物对其性能的影响
腔体电真空器件通常为陶瓷-金属结构,是将金属电极封装在陶瓷管壳上,构成密闭腔体,结构示意如图1所示。
在工作过程中,一般一个电极施加直流高压,另一个电极接地;陶瓷管壳作为绝缘子,如果腔体中存在可移动的多余物,就会引起电场畸变,导致工作异常。

图1 腔体电真空器件的结构示意图
2 随机振动和颗粒碰撞噪声检测对腔体内可移动多余物的原理分析
2.1 随机振动
随机振动是一种最常见的非确定性振动形式。物体在作随机振动时,它们的振动参数瞬时值无法用确定的函数来描述。随机振动的特征是采用在相同的试验条件下得到的多个随机振动样本的统计特性来描述的[1]。用随机振动试验来筛选腔体电真空器件,一方面可以更真实地反映产品的抗振性能;另一方面在振动过程中对器件两电极间施加适当的高电压,随着器件的振动,腔体内的可移动多余物在腔体中移动,使两电极间的电场发生畸变,导致两电极间的电场击穿,并通过线路的设计,使电场击穿时报警,由此可检测出带有可移动多余物的缺陷产品。电真空器件在加电情况下进行随机振动试验,是检测电真空器件耐震性能和腔体内多余物的常用手段,随机振动的能谱图如图2所示。
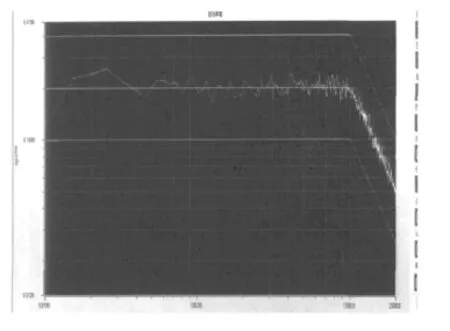
图2 随机振动振动能谱图示
2.2 颗粒碰撞噪声检测 (PIND)
PIND原理:PIND试验是一种多余物检验的有效手段,其原理是利用振动台产生一系列指定的机械冲击和振动,通过冲击使被束缚在产品中的颗粒(即多余物)松动,再通过一定频率的振动,使多余物在系统内产生位移。活动多余物在产品中发生位移的过程,是多余物相对产品壳体的滑动过程和撞击过程的一个随机组合过程。在这个过程中,将产生应力弹性波和声波。两种波在产品壳体中传播,并形成混响信号,这个混响信号被定义为位移信号。采用压电传感器拾取到位移信号后,经前置放大器放大,位移信号由检测装置的主机采集、处理并显示。检测人可以依据显示的信号波形判定出信号性质,以此得出检测结论[2]。PIND检测腔体电真空器件内是否有多余物的示波器波形如图3所示。
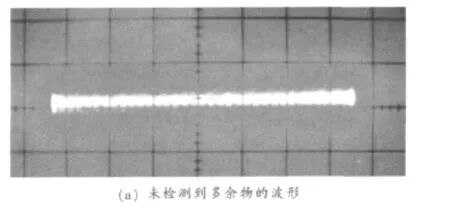
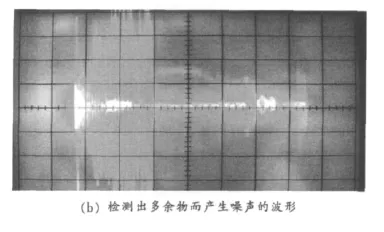
图3 是否有多余物的示波器波形
3 随机振动和颗粒碰撞噪声检测对产品缺陷率的对比试验
3.1 取样
为了使试验对比结果更明显,选取了生产过程中分别经振动筛选和颗粒碰撞噪声检测两种试验的4组样品,样品情况见表1。
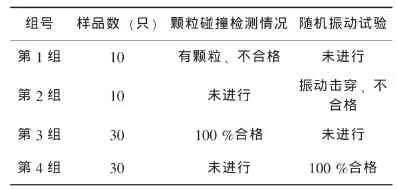
表1 试验样品
3.2 对比试验
将第一组颗粒碰撞检测不合格的样品全部进行随机振动试验,将第二组随机振动检测不合格的样品全部进行颗粒碰撞检测;将颗粒碰撞检测100%合格的样品进行随机振动试验,将随机振动试验100%合格的产品进行颗粒碰撞检测,检测结果见表2。
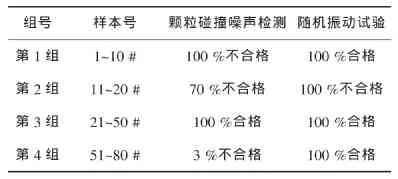
表2 颗粒碰撞及随机振动试验对比
对第二组随机振动不合格而颗粒碰撞检测合格的30%的样品再次进行随机振动试验,试验结果为100%合格。出现这种结果的初步原因分析为,首次随机振动检测不合格表明该样品内确实含有可移动颗粒,但在首次随机振动检测的过程中,随着电场击穿放电,该微小颗粒在电场放电过程中燃烧分解为更加微小的颗粒,并在随后的颗粒碰撞噪声检测中不足以产生让仪器能够识别的噪声,也在随后的再次随机振动试验过程中不足以引起电场畸变而产生击穿。
第一组10只噪声检测出的缺陷产品在随机振动中未检出一只缺陷产品,而第二组随机振动100%不合格的缺陷产品在颗粒碰撞中检测出70%的缺陷产品,另外30%合格的产品再次进行随机振动试验,试验结果全部合格,初步原因分析已经在上文中说明。第三组颗粒碰撞检测100%合格的样品在随机振动试验中也是100%合格,第四组随机振动试验100%合格的样品在颗粒碰撞检测过程中有3%的不合格。以上4组对比试验结果表明:对检测腔体电真空器件内是否有多余物的检测手段而言,颗粒碰撞噪声检测是目前检出率较高的方式。经颗粒碰撞噪声检测后没有必要再进行针对多余物检测的随机振动试验。
4 腔体电真空器件内部多余物检测流程
总结实践经验并分析以上对比试验结果而得出腔体电真空器件内部多余物检测流程,如图4所示。按该流程检测,不但能够达到检测出缺陷产品的目的,还容易将检测过程中出现的不合格现象原因进行定位,便于控制产品质量。
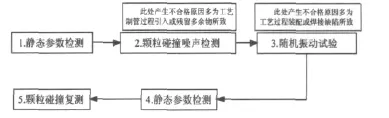
图4 腔体电真空器件内部多余物检测流程
5 结论
对比试验和长期生产实践表明,针对腔体电真空器件内部是否有可移动多余物的检测方法而言,颗粒碰撞噪声检测可以达到检测目的,缺陷产品的检出率很高,但须在检验产品耐震性能的随机振动之前进行。
[1]季馨.电子设备振动环境适应性设计 [M].北京:电子工业出版社,2012:33.
[2]王楠.应用颗粒碰撞噪声检测技术检验航天产品多余物[C]//制造业数字化技术——2006中国电子制造技术论坛论文集.北京:中国电子学会电子制造与封装技术分会,2006.
猜你喜欢
真空与低温(2022年6期)2023-01-06
真空与低温(2022年5期)2022-10-13
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年1期)2020-12-25
橡塑技术与装备(2018年5期)2018-03-17
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
橡胶工业(2015年6期)2015-07-29
电子工业专用设备(2015年4期)2015-05-26
中国舰船研究(2015年2期)2015-02-10
中国舰船研究(2015年2期)2015-02-10
