
微乳化切削液的研制与应用
2012-07-20 06:58买楠楠魏佳平侯万果王灿辉
轴承 2012年12期
买楠楠,魏佳平,侯万果,王灿辉
(洛阳轴研科技股份有限公司 化工材料开发部,河南 洛阳 471039)
在金属切削加工中,合适的切削液具有良好的润滑、冷却、清洗和防锈等作用,可以延长刀具使用寿命,保证产品加工质量,降低生产成本。微乳化切削液具有乳化油的润滑性能,兼有合成切削液的清洗性能。我国从20世纪90年代开始重视微乳化切削液的研制和应用[1],并已逐步发展为乳化油和合成液的替代产品。微乳化切削液是由水、油、表面活性剂和助表面活性剂在适当的比例下自发形成的透明或半透明、各向同性的热力学稳定体系。与普通乳化液相比,微乳化切削液中分散相液滴直径小于10 nm,呈透明或半透明状,而乳化液液滴直径为100~500 nm,呈浑浊状。
在切削加工中,切削液不可避免地会由于不适当的排放而污染环境。随着人类环保意识的增强和环保立法的不断完善,研发对人类和环境友好的高性能微乳化切削液是一个重要的课题和发展方向。文中结合现代切削液技术的性能要求,采用无毒或低毒添加剂,研制了一种绿色微乳化切削液,并对其综合性能进行评价。
1 微乳化切削液的制备
1.1 基础油的选择
基础油是配制切削液的重要组分,微乳化切削液中基础油的含量一般为10%~30%。文献[2-4]研制的微乳化切削液中基础油含量分别为30%,10%~25%和20%~25%。由于调配微乳化切削液需加入添加剂,如乳化剂、防锈剂等,会在一定程度上增加其黏度。考虑到微乳化切削液在运输、储存过程中的安全性,选用的基础油黏度不宜高,闪点不宜低。本案选择生物降解率较高的白油作为基础油,该油40 ℃时的黏度为7.12 mm2/s,闪点为138 ℃,凝点为-15 ℃。
1.2 乳化剂的选择
乳化剂系由亲水和亲油基团结合构成,在界面上,乳化剂分子的亲水和亲油基团分别吸附于水相和油相,排列成界面膜,防止乳化粒子聚合。因此,乳化剂在微乳化切削液中起降低界面张力,保持油滴表面稳定的作用[5]。非离子型乳化剂抗硬水能力好,不受溶液酸碱性的影响,脂肪醇类非离子型乳化剂稳定性较高,生物降解性和水溶性较好。综合考虑基础油和添加剂因素的影响,本案选用水溶性阴离子表面活性剂和脂肪醇类非离子型乳化剂结合作为微乳化切削液的乳化剂。
1.3 润滑剂的选择
由于微乳化切削液中基础油含量远低于乳化油,其润滑性能稍差,故一般通过添加润滑剂来弥补。用于微乳化切削液的润滑添加剂主要有含氯有机化合物、硫系有机化合物、磷化物及有机硼酸酯。有机硼酸酯是一种多功能绿色添加剂,具有良好的减磨、抗磨性能,同时它抗菌和杀菌性能显著,可作为润滑剂、防锈剂等应用于金属加工液中[6]。研究表明,硼酸酯水解或者与其他添加剂反应产生H3BO3,B2O3等沉淀[7],可在摩擦表面形成吸附膜,借助几种膜的协同作用,切削液的摩擦学性能得以有效提高。研究表明在苛刻切屑条件下,仅使用硼酸酯其润滑性能不能满足现代切削工艺要求。为使切削液具有优良的综合性能,通常采用几种物质复配的方法来实现。本案选用由有机酸、三乙醇胺和硼酸为原料合成一种具有防锈性、润滑性和表面活性的绿色多功能添加剂。
1.4 防锈剂的选择
微乳化切削液中加入的防锈添加剂主要有两类,一类是油溶性防锈剂,另一类是水溶性防锈剂。油溶性防锈剂是有机极性化合物,通常以胶团或胶束的形式存在于矿物油中,在油和金属的界面上形成保护膜,阻挡腐蚀介质。微乳化切削液中常用的防锈剂有石油磺酸盐、羧酸及其盐、杂环化合物及苯并三氮唑等。水溶性防锈剂主要有有机胺、苯甲酸钠、钼酸盐、磷酸盐、硅酸钠及亚硝酸钠等。研究表明,有机羧酸与醇胺类物质通过加热反应可以得到具有防锈、润滑及水溶性的物质。由于单独使用某种防锈剂所需浓度较高[8],故本案选用水溶性防锈剂A、石油磺酸钠(防锈剂B)和自合成多功能添加剂进行复配,以提高防锈能力和减少试剂用量。
1.5 辅助添加剂的选择
微乳化切削液中使用的辅助添加剂有pH值调整剂、助溶添加剂、抗泡沫添加剂和防腐杀菌剂等,因添加量不大,可根据配方的具体情况进行调整。
1.6 微乳化切削液的制备与配方
将一定比例的有机酸和硼酸混合,然后与过量三乙醇胺在加热条件下反应一段时间,得到淡黄色透明合成剂;在合成剂中加入除乳化剂以外的水溶性组分,然后与油溶性组分混合;将乳化剂加入到上述混合物中,搅拌均匀得到棕红色透明液体。
确定配方使用的各类添加剂后,对各类添加剂进行了优化平衡,使微乳化切削液的综合性能达到最佳。研制的微乳化切削液各组分及添加量见表1。
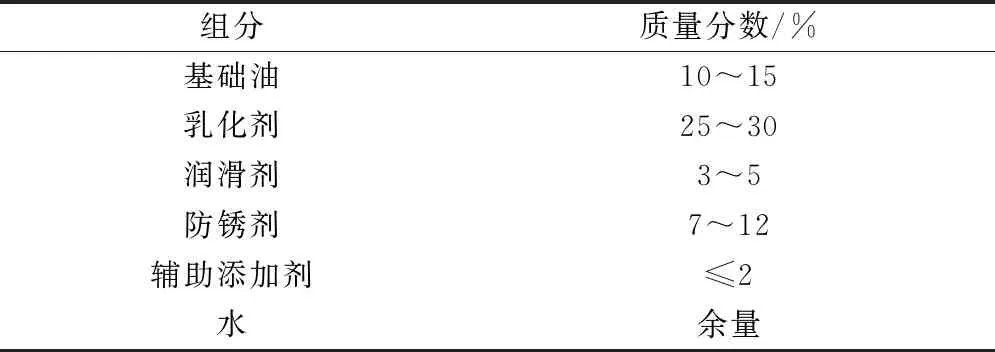
表1 微乳化切削液的组成
2 性能试验
2.1 红外光谱
取少量研制的微乳化切削液涂于KBr晶片上,用滤纸刮成薄膜,在红外光谱仪上于4 000~200 cm-1间扫描,根据谱图中特征吸收峰来判断合成剂结构。由图1可以看出:3 500~3 100 cm-1为醇胺的缔合羟基吸收峰;2 936 cm-1,2 865 cm-1为-CH3和-CH2中C-H伸缩振动吸收峰;1 661 cm-1为COO-中C=O的伸缩振动;1 562 cm-1为醇胺中胺的变形振动;1 451 cm-1,1 404 cm-1为CH3中C-H的弯曲振动;1 365 cm-1,1 261 cm-1为B-O键伸缩振动吸收峰,而875 cm-1处为其变形振动吸收峰;1 067~900 cm-1为COO-中C-O-C的伸缩振动;730 cm-1为长链硼酸酯的特征吸收峰,表明硼酸、有机酸、三乙醇胺经反应后生成了硼酸酯和有机酸三乙醇胺。

图1 合成剂的红外图谱
2.2 腐蚀性试验
将铸铁片、紫铜和铝合金试片依据SH/T 0218打磨、清洗干净后,全部浸于5%微乳化切削液中,加盖玻璃罩,将其放入(55±2) ℃的恒温器中,连续试验到规定时间后,取出试片进行观察。
2.3 防锈性试验
微乳化切削液防锈性能的测试,按GB/T 6144—2010规定的方法进行铸铁单片、叠片试验。单片防锈试验:用吸管吸取试液滴于试片上,然后将试片放置于干燥器中,在(35±2)℃的恒温箱中试验24 h后取出试片,进行观察。叠片防锈性试验:用吸管吸取少量试液涂于试片上,然后用另一块试片的磨光面重叠其上,置于干燥器中,在(35±2)℃的恒温箱中试验4 h后观察试片。
2.4 润滑性试验
在MS-800型四球式试验机上试验微乳化切削液的润滑性能。试验选用二级GCr15轴承钢球(直径12.7 mm,硬度59~61 HRC)。在转速1 450 r/min下试验10 s,在显微镜下读出底球的磨斑直径。
2.5 消泡性试验
在室温下,将约70 mL微乳化切削液稀释液(5%)倒入100 mL量筒中,盖好塞,上下摇动1 min,摇动频率为100~200次/min,然后将其静置10 min,记录液面余下泡沫体积,不大于2 mL为合格。
2.6 综合性能评价结果
配方确定后,对其理化性能按照以上试验方法进行了评价,同时列出了进口同类产品的性能技术指标,结果见表2。

表2 微乳化切削液性能技术指标及对比情况
从表中数据可以看出,研制的微乳化切削液与进口产品性能相当,最大无卡咬载荷PB值高于进口产品,具有良好的润滑性;对铁具有较好的防锈性,对有色金属如铜、铝的腐蚀性小,可用于加工铁、铜和铝材,具有良好的通用性,但价格仅为进口产品的1/2。
3 微乳化切削液使用效果
将研制的新型微乳化切削液送某轴承厂车间做使用试验,试件为轴承内、外圈,工件材质为GCr15钢。抽取3种型号轴承的内、外圈进行表面粗糙度值Ra检测,并将结果与市售乳化油和进口微乳化切削液进行对比。试验结果见表3,表明:使用市售乳化油加工的轴承内、外圈表面粗糙度值Ra高于其工艺要求值;在此研制的微乳化切削液同进口产品一样可以满足加工工艺要求,工件表面质量较好,对操作者的皮肤不会产生不良反应,并且不会溶蚀机床的油漆,工作废液少,易于处理。

表3 使用不同切削液加工工件表面粗糙度对比 μm
注:Ra值工艺要求为Ra≤0.20 μm。
4 结束语
研制的微乳化切削液是由防锈缓蚀剂、乳化剂、基础油及各类有效助剂调配而成。该微乳化切削液外观清澈透明,呈弱碱性,对操作者以及设备无不良影响;具有良好的润滑、防锈和清洗作用,并且各项指标均能达到国家标准要求;适用于车、磨及加工中心等设备使用,经济且环保。
猜你喜欢
腐蚀与防护(2021年8期)2021-09-07
哈尔滨轴承(2021年2期)2021-08-12
石油学报(石油加工)(2021年3期)2021-05-14
哈尔滨轴承(2020年1期)2020-11-03
企业文化·中旬刊(2016年1期)2016-03-10
现代工业经济和信息化(2016年24期)2016-02-27
舰船科学技术(2015年8期)2015-02-27
华东理工大学学报(自然科学版)(2014年5期)2014-02-27
华东理工大学学报(自然科学版)(2014年5期)2014-02-27
华东理工大学学报(自然科学版)(2014年2期)2014-02-27
