
浅谈高压管道组成件的设计
2012-08-19 12:14王义昌天津市扬子化工技术有限公司天津300061
化工设计 2012年6期
王义昌 天津市扬子化工技术有限公司 天津 300061
随着我国石油化学工业的蓬勃发展,高压化工装置的生产能力越来越大,现普遍采用的设计依据和现行标准规范冲突甚多,如何科学、合理、经济地按国际先进水平设计高压管道组成件已迫在眉睫。
1 两种法兰系列标准规范
1.1 螺纹法兰系列
1.1.1 H 标准
国内高压管、管件和紧固件的设计一直沿用《高压管、管件及紧固件通用设计》 (H1 ~31 -67),以下简称H 标准。该标准是在上个世纪60年代前苏联标准ТУИО8100 -50 的基础上,根据我国当时的实际情况,采用以碳钢代替铬钼钢制成Ⅰ级温度用双头螺栓、法兰厚度减薄约30%、允许直接采用轧材制造和以焊代锻等措施制定的。该法兰为螺纹法兰,圆锥形面在管道上,其母线与中心线夹角为20°。
现在从标准网上已查不到该标准;从H -67“高压管、管件及紧固件通用设计”的编号看,不属于HG 化工行业标准;从名称看,它是通用设计,且与现行标准矛盾甚多。
1.1.2 机械行业标准
1979年,机械行业沿用H 标准公布了PN160~PN320 高压管道组成件的机械行业标准JB 2768~JB2778。该标准经过多次修订,形成现在的《锻造角式高压阀门技术条件》JB/T 450 -2008、《阀门零部件高压管子、管件和阀门端部尺寸》JB/T 2768 -2010、 《阀门零部件高压螺纹法兰》JB/T 2769 -2008、《PN16.0 ~32.0 MPa 接头螺母》JB/T 2770 -1992、《PN16.0 ~32.0 MPa 接头》JB/T 2771 -1992、《阀门零部件高压盲板》JB/T 2772-2008、《阀门零部件高压透镜垫》JB/T 2776 -2010 和《阀门零部件高压管件和紧固件温度标记》JB/T 2778 -2008 等系列标准。
该行业标准为机械行业生产高压管道组成件的制造标准。
1.1.3 企业标准
由于H 标准的内容已跟不上时代的步伐,最大管径只为DN150,有些生产企业延伸了H 标准,增加了较大管径的规定,制订了规范本企业生产行为的企业标准。如浙江工业大学化工设备有限公司的企标ZH300 -2009 高压管、管件及紧固件标准;岳阳筑盛阀门管道有限责任公司的DH 企业标准;湖南四化建高压阀门管件有限公司的GH标准。
某企业标准的标准公称压力PN160、PN220、PN260、PN320,公称尺寸为DN6 ~ DN350。公称压力PN320 的最大公称尺寸为DN300。
1.2 带颈对焊法兰系列
1.2.1 德国DIN 标准
德国在1972年颁布DIN 2696:1972 -04 《法兰连接用透镜垫》 (Lenticular ring joint gaskets for flanged joints),1999年进行了修订,公布了DIN 2696:1999 -08。该标准为透镜垫标准,标准所配的法兰标准为DIN 1092 -1 (PN63、PN100)、DIN 2636 (PN64)、DIN 2637 (PN100)、DIN 2638(PN160 )、 DIN 2628 (PN250 )、 DIN 2629(PN320)、DIN 2627 (PN400),皆为带颈对焊法兰。带颈对焊法兰的连接面将突面的管口处制造成锥体连接面,圆锥形面的母线与其中心线夹角为20°。
DIN 2638 (PN160)、DIN 2628 (PN250)、DIN 2629 (PN320)、DIN 2627 (PN400)的最大管径依次为 DN300、DN250、DN250、DN200。DIN 2696:1999 -08 规定透镜垫连接的带颈对焊法兰的最大管径为DN200。
1.2.2 美洲体系
美国ASMEB16.5 《管法兰和法兰管件》是一套完整的、系统的、使用广泛的管法兰标准。
HG/T 20615 是以ASMEB16.5 为依据编制的,公称压力最高为Class2500 (PN420),可以满足工程设计的需要。Class900 (PN150)、Class1500(PN260)、Class2500 (PN420)的带颈对焊法兰的最大管径依次为DN600、DN600、DN300。
高压管道法兰密封面通常采用环连接面(RJ)。
1.2.3 前苏联标准
前苏联标准《附件、连接件和管路用法兰型式. 连接尺寸和密封表面尺寸(1 至200kg/cm2)》ГОСТ 12815 -1980,也有透镜垫连接的尺寸表,从PN63 至PN200,圆锥形面的母线与其中心线夹角为20°30'。
PN200 的透镜垫连接的带颈对焊法兰最大管径为DN200。
该标准基本属于欧洲体系。
带颈对焊法兰透镜垫密封装配示意见图1。
2 两个体系的比较
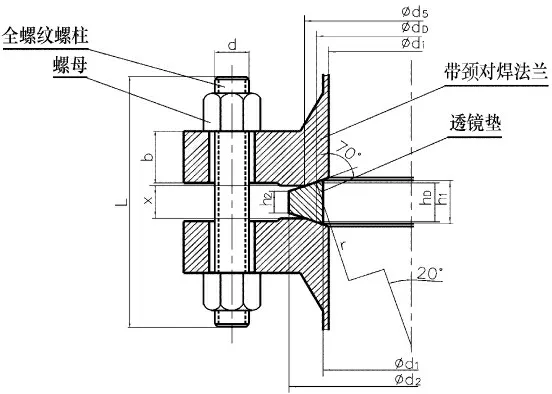
图1 带颈对焊法兰透镜垫密封装配示意图
2.1 规格尺寸
透镜垫密封形式螺纹法兰的压紧锥面在管道上。为了防止透镜垫在压紧时损坏,垫圈截面积必须大于或等于法兰螺栓的总截面积,即钢管壁厚不但要满足管内压力的要求,也要满足透镜垫的要求。这样,钢管的壁厚往往比较厚,法兰较厚重。
透镜垫密封形式带颈对焊法兰的锥面位于法兰突面处,靠法兰锥面压紧垫圈。
(1)H 标准的钢管未采用国际通用的压力管道外径系列,是按公称压力等级形成固定的外径和壁厚系列;未采用国际通用的公称压力及压力-温度额定值,只是按温度系列划分材料等级,划分较粗,未有具体针对性。带颈对焊法兰以GB/T 9115 的数据为依据。
两种体系用钢管规格比较见表1。
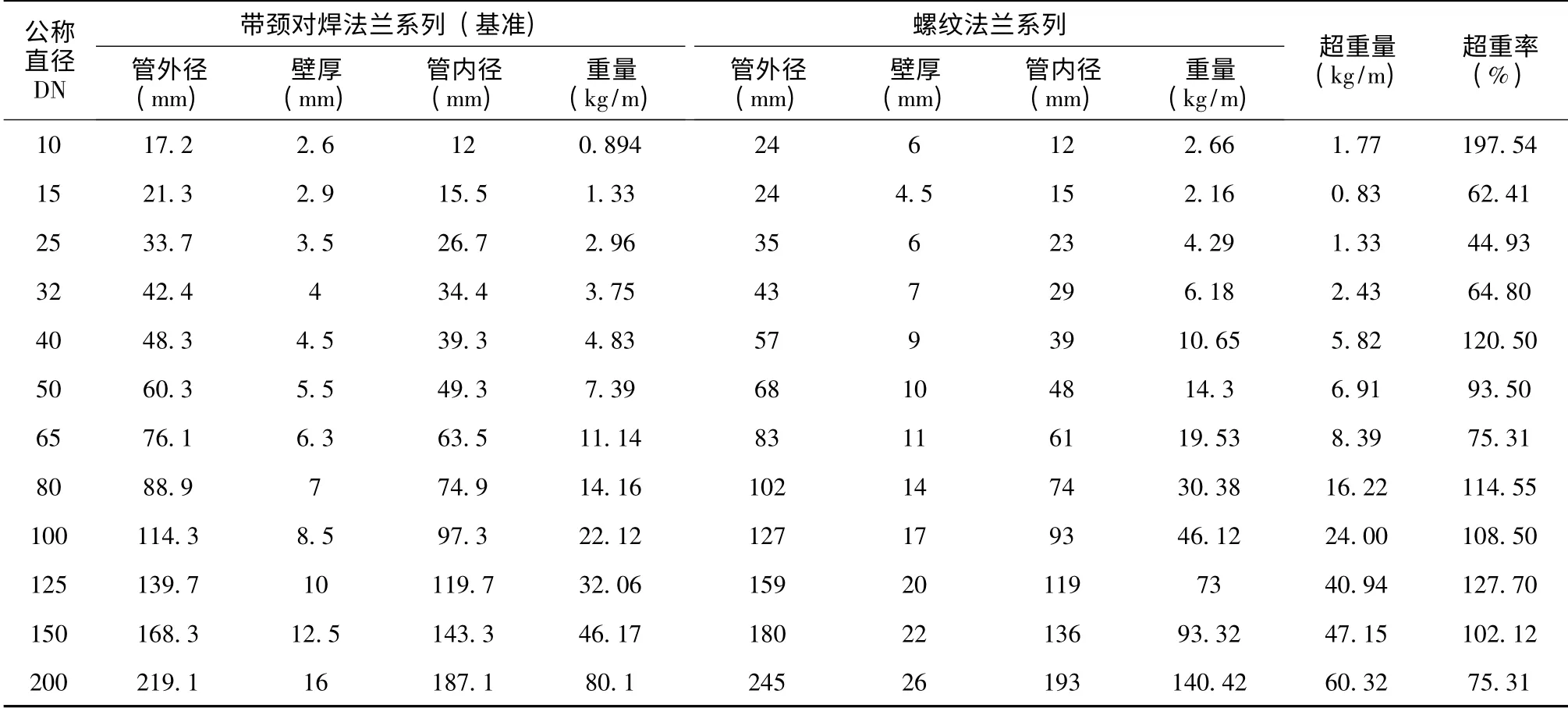
表1 带颈对焊法兰和高压螺纹法兰用钢管规格比较
从表1 可见,所有钢管的壁厚螺纹法兰系列都比带颈对焊法兰系列厚,如DN200 的钢管,螺纹法兰系列比带颈对焊法兰系列厚10mm,超重60.2kg/m。
(2)法兰主要规格比较见表2。
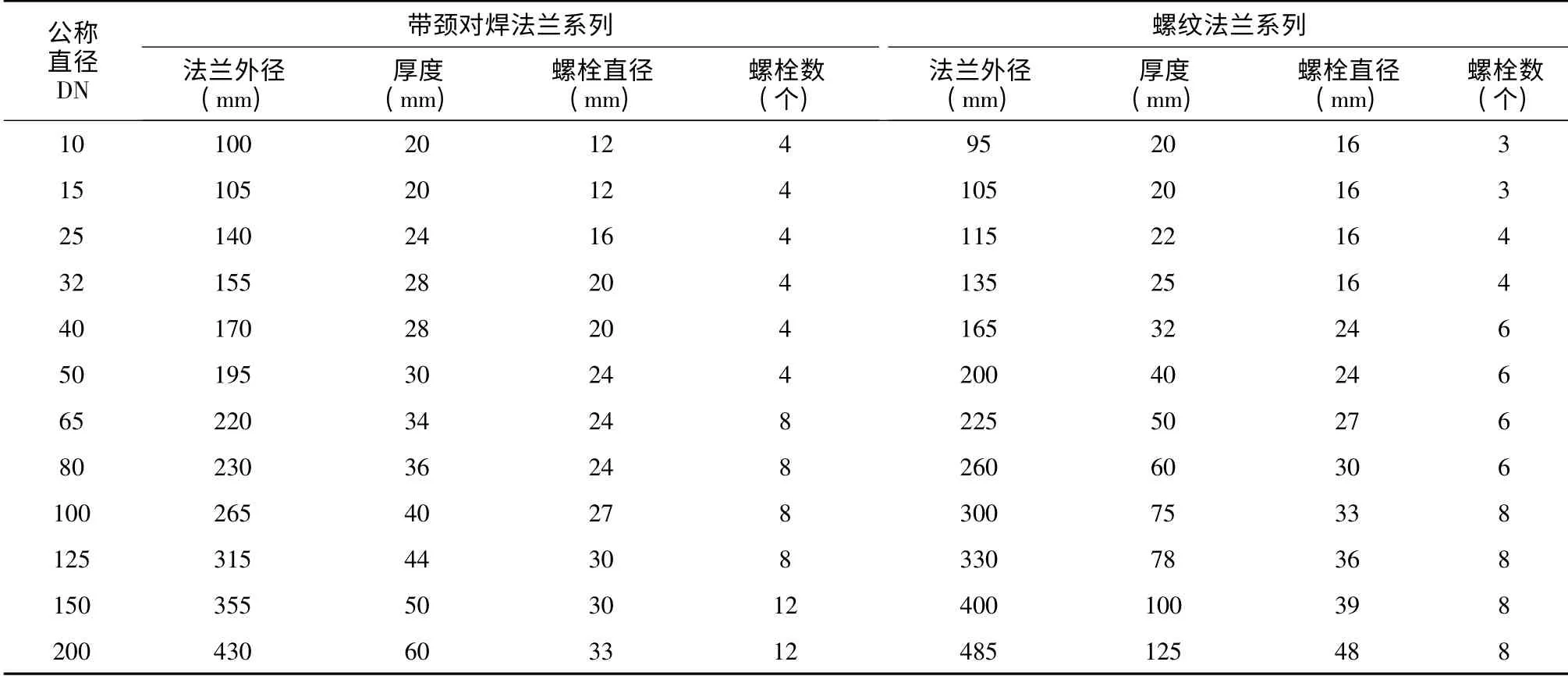
表2 带颈对焊法兰和螺纹法兰主要规格比较
从表2 可见,螺纹法兰系列厚度在DN50 以上时比带颈对焊法兰系列厚,如DN200 的法兰,螺纹法兰系列比带颈对焊法兰系列厚65mm。
2.2 计算方法
2.2.1 H 标准
H 标准沿用的是前苏联标准《高压管道零件技术条件》ТУИО8100 -50,其高压螺纹法兰计算方法为原苏联的扎哈林科计算方法。
该法认为:在法兰与管子采用螺纹法兰连接的情况下,法兰内外边缘边界条件比较接近简支状态,因此可以假设法兰为“环”,径向弯曲应力和环向弯曲应力可以简化为环向弯曲应力,起着控制作用。这是基于材料力学的计算方法,属于过于简化的法兰盘的近似方法,而实际法兰并非完全处于环向弯曲状况,也存在径向弯曲应力。而该计算方法没有考虑法兰中通常所存在的最大应力―锥径应力。
2.2.2 欧美体系标准
目前国际上工业发达国家的法兰国家标准归纳为欧洲体系和美洲体系,欧洲体系法兰的计算方法为基于塑性极限载荷分析的方法,该法对法兰按塑性极限载荷法进行计算,从而挖掘法兰的承载能力,法兰结构尺寸较小。
美洲体系是基于弹性分析的方法,从弹性分析准则计算法兰的弹性名义应力,并通过控制适当的许用应力的办法,来保证法兰具有足够的刚性,从而使整个连接达到密封可靠的要求
2.2.3 中国标准
《钢制管法兰连接强度计算方法》GB/T 17186-2008 规定的只有A、B 两种,A 为美洲体系的计算方法,B 为欧洲体系的计算方法。
GB 150 -2011 规定的法兰计算方法为美洲体系的计算方法。
3 高压管管道组成件设计中标准规范的选用
我国的标准正在逐步向国际先进水平靠拢,但目前还没有与国际接轨的高压管道组成件的国家或行业标准。设计者在设计高压管件时,应遵循《压力管道安全技术监察规程-工业管道》TSG D0001 -2009 的规定,按《工业金属管道设计规范》GB 50316 -2000 (2008年版)、《压力管道规范工业管道》GB/T 20801 - 2006 的有关规定执行。
3.1 在维修、改造时的设计
为了和在役使用的管件相配套,在高压管件的维修、改造时,如要和原管件配套,管道组成件型式尺寸建议按JB/T 450、JB/T 2768-2778 选用。当选用螺纹法兰和原管件配套时,可选用一个短管节,一端为螺纹和法兰连接,短管另一端采用外壁减薄、内壁减薄或内外壁皆减薄的方式和符合国际通用的管道外径系列的管道焊接。其它按3.2 节高压管件在新建、扩建时的设计方法设计。
3.2 在新建、扩建时的设计
我国执行的法兰标准HG/T 20592 - HG/T 20635 是一套按欧洲体系和美洲体系分别编制的管法兰标准,体系清晰、使用操作性强,具有成熟的工程使用经验。其中带颈对焊法兰是适应所有压力级别的法兰,所以高压管道法兰的最佳选择是带颈对焊法兰。
德国已在1972年颁布DIN 2696:1972-04 《法兰连接用透镜垫》标准,将透镜垫连接的法兰标准定为带颈对焊法兰,1999年又对它进行了修订。前苏联也在1980年颁布ГОСТ 12815 -1980 标准,将透镜垫连接的法兰标准定为带颈对焊法兰。
在管径≤DN200 时,可以直接选用按照德国DIN2696:1999 -08 标准的透镜垫的的尺寸进行设计,选用GB/T 9115 -2010 《对焊钢制管法兰》PN160、PN250、PN320、PN400 系列的突面法兰(该系列的带颈对焊法兰尺寸和德国标准相同)。将突面的管口处制造成锥体连接面和透镜垫配合。圆锥形面的母线与其中心线夹角为20°。法兰的材料、压力-温度额定值等技术要求执行GB/T 9124-2010 《钢制管法兰技术条件》。
因壁厚不同造成透镜垫的某些尺寸不同,需要设计者因地制宜进行计算。由于透镜垫内径应不小于管道内径,设计压力、管道材料不同造成管内径不同,则需计算透镜垫的内径d1以及和透镜垫的内径有关的其他参数:球面半径r、接触圆直径dD、透镜垫内侧厚度h1等;带颈对焊法兰的锥面外径d5、透镜垫外径d2、两法兰突面的距离x等尺寸均可采用德国DIN2696 标准中的数据。
笔者计算了PN250、设计温度100℃、材料为20#的无缝钢管的透镜垫尺寸,PN250 带颈对焊法兰连接用透镜垫尺寸见表3,该表未经施工检验,供设计者参考,符号意义见图1。
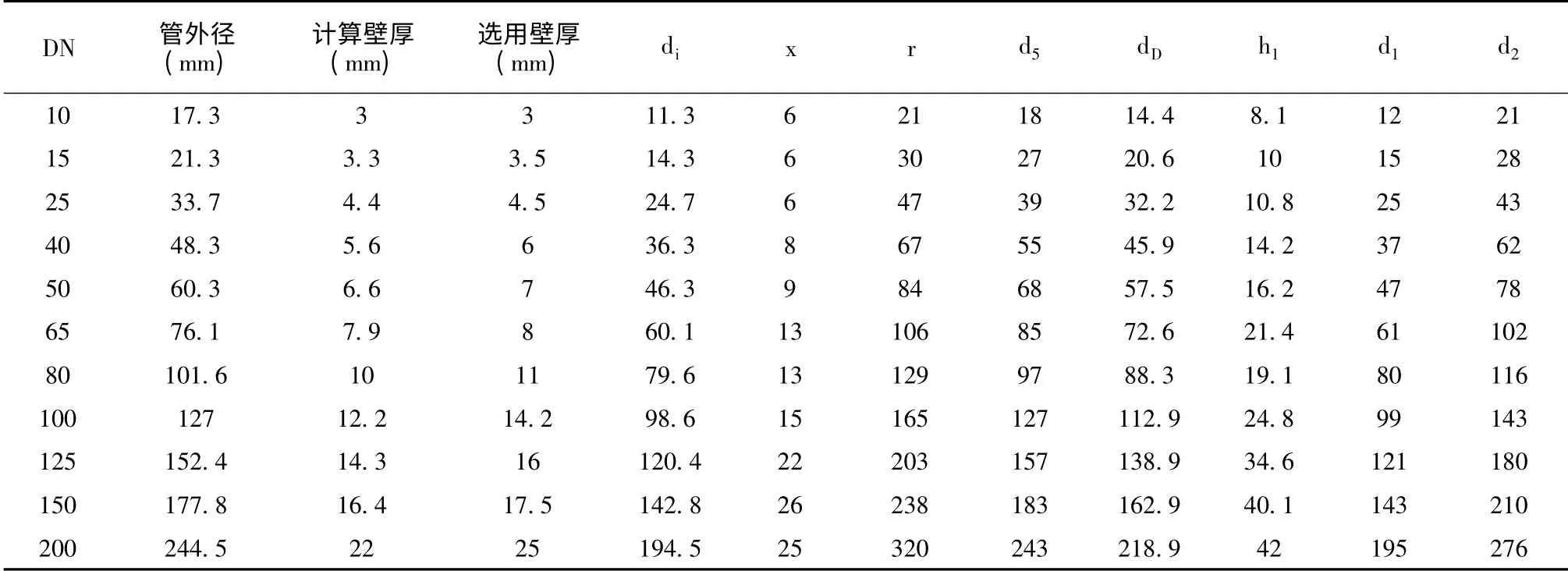
表3 PN250 带颈对焊法兰连接用透镜垫尺寸表
DIN2696 中未列出数据状况,在管径>DN200时可以使用美洲体系的 Class900、Class1500、Class2500 级别的环连接面带颈对焊法兰。
零部件的要求为:带颈对焊法兰为20 锻Ⅲ;全螺纹螺柱为35CrMo,螺母为30CrMo;透镜垫处理后硬度要比管道材料稍软。
高压无缝钢管选用GB 6479 -2000 《高压化肥设备用无缝钢管》,GB 6479 标准中硫含量要求≤0.030%,建议按GB150 对GB 6479 的要求,要求硫含量≤0.020%;
高压管件按GB/T 12459 -2005 《钢制对焊无缝管件》选用。
3.3 施工及验收标准规范
施工及验收应执行《工业金属管道工程施工规范》GB 50235 -2010、《工业金属管道工程施工质量验收规范》GB 50184 -2011、《现场设备、工业管道焊接工程施工规范》GB 50236 -2011、《现场设备、工业管道焊接工程施工质量验收规范》GB 50683 -2011。
4 建议
(1)随着新材料、新技术和现代设备的硬件和软件的不断升级,H 标准已不能满足现代工程设计的需要,应尽快制定出和国际接轨的高压管、管件和紧固件设计规范。
(2)我国目前还没有带颈对焊法兰透镜垫连接面的标准,建议相关部门结合我国国情增加欧洲体系带颈对焊法兰PN250、PN320、PN400 等压力系列,及其相应的透镜垫密封面和相关规定。
5 结语
(1)H 标准的钢管是按公称压力等级形成固定的外径和壁厚系列,未采用国际通用的压力管道外径系列,也未按因设计压力不同、设计温度下的许用应力不同而壁厚不同的情况计算壁厚。
H 标准按温度系列划分材料等级,未规定在工作温度下不同材料的最高允许工作压力,即未规定压力-温度额定值。
H 标准和《工业金属管道设计规范》GB 50316 -2000 (2008年版)、 《压力管道规范工业管道》GB/T 20801 - 2006 的有关规定要求相差甚远。
(2)在计算方法上,螺纹法兰是基于材料力学的计算方法,属于过于简化的法兰盘的近似方法。
高压螺纹法兰系列的管道组成件的重量比透镜垫密封形式的带颈对焊法兰管系重,从而增加了工程投资。
透镜垫密封形式的带颈对焊法兰比透镜垫密封形式的螺纹法兰连接有明显的优点,因此不应再选用高压螺纹法兰。
在高压管件的设计上应优先选用美洲体系法兰。
猜你喜欢
中学生数理化·八年级物理人教版(2022年11期)2022-02-14
中学生数理化·八年级物理人教版(2022年11期)2022-02-14
中学生数理化·八年级物理人教版(2021年11期)2021-12-06
中学生数理化·八年级物理人教版(2021年11期)2021-12-06
煤气与热力(2021年4期)2021-06-09
名城绘(2019年12期)2019-09-10
制造技术与机床(2017年10期)2017-11-28
焊接(2016年8期)2016-02-27
中国塑料(2015年7期)2015-10-14
产业与科技论坛(2015年14期)2015-03-19
