
节拍式流水线电机出厂试验系统设计
2012-08-28 06:50陈叶荣
电机与控制应用 2012年8期
陈叶荣, 刘 祺
(上海电器科学研究所(集团)有限公司,上海 200063)
节拍式流水线电机出厂试验系统设计
陈叶荣, 刘 祺
(上海电器科学研究所(集团)有限公司,上海 200063)
设计基于PLC、触摸屏、上位机控制软件组合的节拍式流水线电动机出厂试验系统。将不同的电动机测试、扫描、控制设备经过RS-232,RS-485,Profibus-DP,工业以太网等通信方式组成系统,实现电动机节拍式流水线作业,完成电机出厂试验的检测。
节拍式;Profibus-DP;工业以太网;出厂试验
0 引言
目前,一般电动机出厂检测系统采用单工位测试,工业流水线上多工位测试,控制系统测试仪表只能每次测试一台电动机,同时电动机由于溜转时间短,对于空载数据测量有很大影响,并且电动机在溜转时,其他电动机不能测试相应电动机项目,影响了电动机出厂合格率及出厂效率。为了提高电动机测试空载准确性及试验效率,设计了节拍式流水线电动机出厂试验系统,满足了多工位电动机同时溜转时,可进行未溜转电动机的电阻、堵转、空载、绝缘、耐压试验。系统测试互不干扰,该系统运行2年,性能稳定,可靠性高。
1 系统功能
该系统的测试仪器和AVR由工控机控制,系统控制回路由PLC控制,触摸屏和工控机指令下达到PLC。操作人员进行扫描、接线、安装卡具等,预备工作完毕,在触摸屏中起动试验项目,电脑自动控制系统动作,并从测试仪器中读取测试结果,同时将结果与数据库参数对比,进行判断,并给出结果提示。振动、噪声的合格与否由人工通过感知判断,如果不合格,则由操作人员在触摸屏中输入不合格结果。流水线的移动提供位置开关信号,方便工控机精确定位,准确、安全起动、停止被试对象AVR的电压计算机根据电机参数自动调节,测试仪器由电脑控制,读取测试结果。
2 系统硬件设计
系统电气单元由变压器,AVR电源组成,电网供电,在惯性运转时根据电机的电压等级进行变压器调节,电压等级分别为 380 V、210 V、420 V,堵转、始动、空载试验由电网经AVR输出供电,根据电机试验项目调节电压,电压等级分别为堵转试验1/4UN,始动试验1/2UN,空载试验UN。试验系统电气原理图如图1所示。
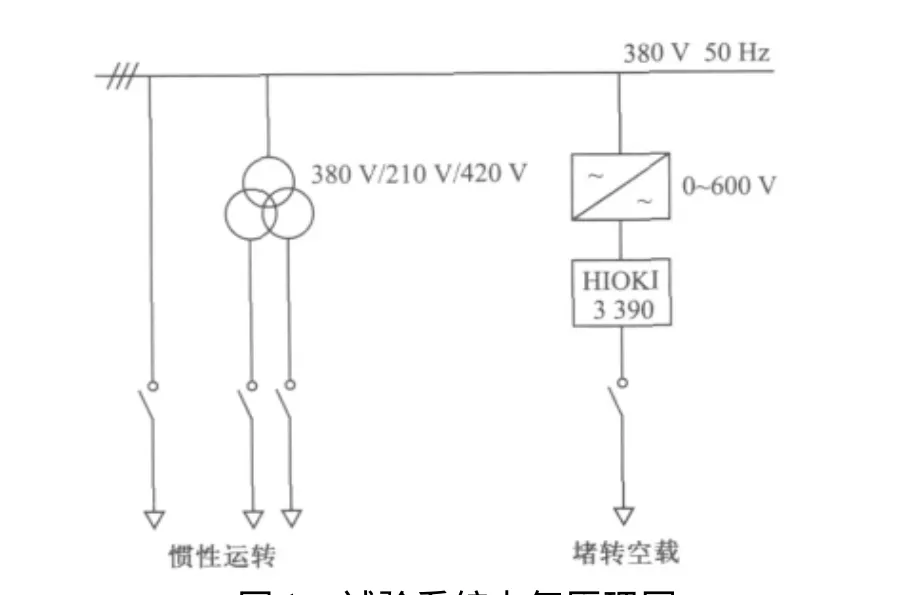
图1 试验系统电气原理图
控制单元由工控机、2台触摸屏、西门子S7-200组成。触摸屏选用深圳步科MT5320T eView产品,eView 触摸屏支持 Profibus-DP、CAN、MPI总线通信,支持MPI多屏多机组网,配有以太网接口,提供的OPC软件实现上位机与各种PLC之间进行数据交换。工控机主要提供用户在线编写VC代码程序,考虑到处理机速度、可靠性、抗干扰、性能价格,选用研华工控机,并配备 MOXA 485通信卡。S7-200选用CPU 226,集成24输入16输出,共40个数字量I/O点,可连接7个扩展模块,最大扩展至248路数字量I/O点或35路模拟量I/O点。6个独立的30 kHz高速计数器,2路独立的20 kHz高速脉冲输出,具有PID控制器。2个RS-485通信/编程口,具有PPI通信协议、MPI通信协议和自由方式通信能力。
测试单元由 Symbol扫描仪、3390功率计、3540电阻仪、3174绝缘耐压仪组成。Symbol蓝牙无线扫描仪扫描电机上的条形码,符合近距离无线传输的特点。选用日置的3540电阻仪、3390电参数仪、3174绝缘耐压仪,考虑到该厂家有一整套电机测量仪表,达到最高精度±0.16%(与AC/DC通用传感器9709组合的),不易受到变频器测量时同相干扰的影响,都具备RS-232串口通信功能;同时体积小,携带方便,符合测试现场面积不足的特点。以上仪器仪表组成RS-232通信网络与工控机通信,三芯屏蔽线做通信介质。硬件控制系统结构图如图2所示。
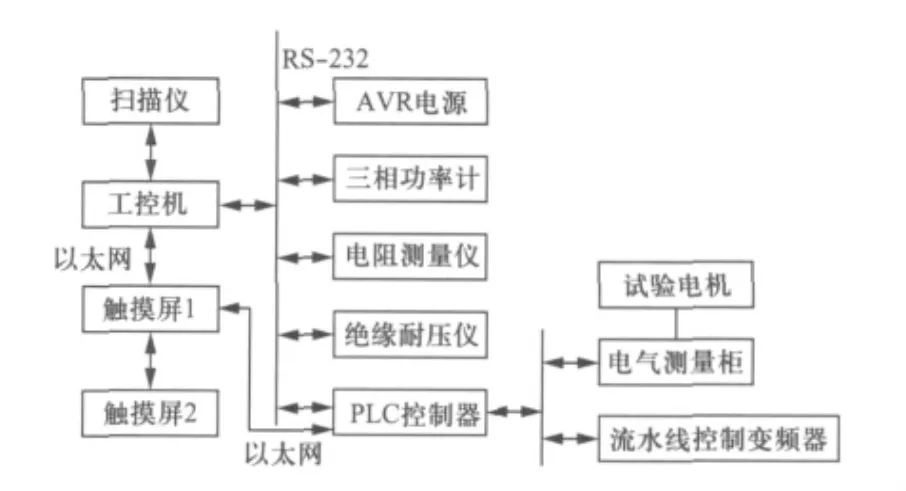
图2 硬件控制系统结构图
3 系统软件设计
系统的主要控制对象如下:电动机流水线运行过程中,扫描仪的条形码扫描传输,电动机电阻测试,溜转,堵转,空载,绝缘耐压等的时间参数,反馈命令参数,系统根据参数进行相应的测试数据传输,AVR电源设备的调频调压,测量柜内电气开关的电路切换等。
3.1 控制器的设置
S7-200用来采集数据和控制执行机构,由一块CPU 226主控,扩展模块由1块EM233 16/16、2块EM222和1块EM232组成,测距传感器控制信号接入PLC模拟量,通过流水线长度、流水线速度折算,计算出每一测试工位的定点坐标,在PLC上开辟一段16个VW存储空间,按照时间定时刷新工位编号,触摸屏实时跟踪工位情况,每一工位电机参数可在触摸屏上实时体现。PLC继电器输出分别控制变频器的运转及试验项目的切换。工控机与PLC组成Profibus-DP通信网络,实时读取PLC控制状态参数,PLC分别反馈测试项目的读表信号参数表如表1所示。
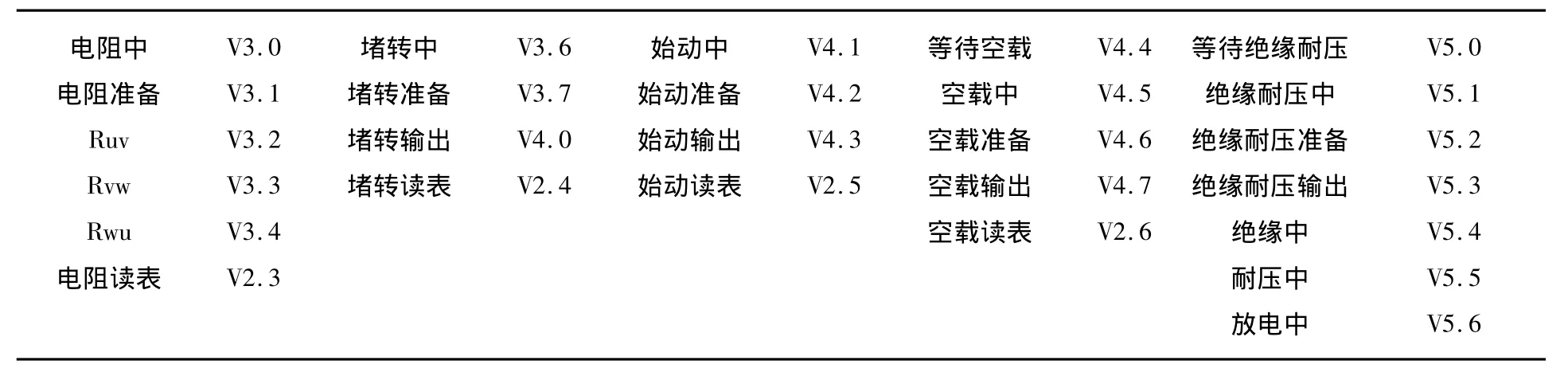
表1 反馈测试项目的读表信号参数表
3.2 eView触摸屏的编程
触摸屏可分别控制流水线中间工位的电动机溜转运行,确认电动机溜转时振动噪声是否合格。主、次触摸屏之间工业以太网连接,两屏之间的数据参数保持一致,前端后端的工作人员通过触摸屏进行试验时间的设置,变频器运行速度的控制。主触摸屏与PLC-S200通过485双芯屏蔽线连接,与工控机以太网连接。数据交换以IP/TCP通信为数据交换,电动机的额定电压、电流、型号、功率、频率、转向通过PC传输给触摸屏。屏上进行人工核对确认,保证电动机试验数据的合理性。触摸屏操作示意图如图3所示。
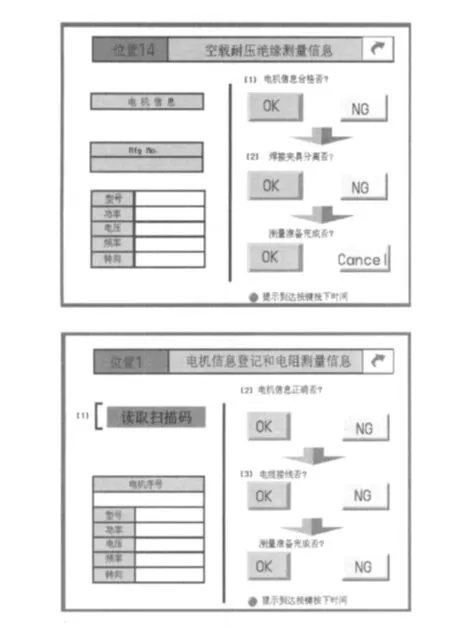
图3 触摸屏操作示意图
4 试验流程及项目
(1)前半部检查条形码扫描:
①电阻测量接插线,直流电阻试验,一次接线,自动UV,VW,WU转换;
②惯性运转接插线;
③惯性运转试验,变压器或电网供电下,全压起动电机,运转后检查振动、噪声。
(2)后半部检查条码扫描:
①后半部检查试验接插线;
②上堵转卡具;
③1/4UN下堵转试验,AVR供电;
④卸掉卡具;
⑤0.8UN下的始动试验,AVR供电;
⑥UN下的空载试验;
⑦绝缘电阻和耐压试验,绕组对外壳(GND);
⑧电机卸线。
5 结语
电机检测是电机产品制造全过程中质量控制的重要环节,电机检测技术为电机检测的实现提供了重要依据,本系统根据客户需求设计的节拍式流水线电动机出厂试验,满足了新型的电机检测技术的要求,触摸屏、扫描仪、PLC控制器、测距传感器的联合使用,提高了出厂设备的智能化程度,该系统运行稳定、可靠,符合电机出厂检测的发展方向,可作为同行在电机出厂检测设备研发中的借鉴。
[1]才家刚,吴亚奇.电机试验技术及设备手册[M].北京:机械工业出版社,2011.
[2]西门子(中国)有限公司自动化与驱动集团.深入浅出西门子 S7-200 PLC[G].2005.
[3]罗志军,尹斌.基于Profibus-DP的PLC与PC现场总线控制系统[J].微计算机信息,2004(11):5-6.
Design of Pulse Flow Sequence for Motor Routine Test System
CHEN Yerong,LIU Qi
(Shanghai Electrical Apparatus Research Institute(Group)Co.,Ltd.,Shanghai 200063,China)
The pulse flow sequence for motor routine test system is based on PLC,touch panel,PC control software.Compose the system by different motor testing,scanning,control device through as RS-232,RS-485,Profibus-DP,industry ethernet and so on.So as to achieve pulse flow sequence system operation,and complete motor routine test.
pulse flow sequence;Profibus-DP;industry ethernet;routine test
TM 306
A
1673-6540(2012)08-0033-03
2012-03-05
猜你喜欢
铁道通信信号(2020年12期)2020-03-29
小学科学(学生版)(2020年2期)2020-03-03
制造技术与机床(2018年11期)2018-11-23
中国资源综合利用(2016年9期)2016-01-22
福建人(2015年10期)2015-02-27
自动化博览(2014年6期)2014-02-28
自动化博览(2014年6期)2014-02-28
自动化博览(2014年4期)2014-02-28
中国化肥信息(2014年37期)2014-02-27
中国化肥信息(2014年37期)2014-02-27
