沸腾冷却床加水系统的自动控制
2012-09-01 05:36蔡少刚吴慧雅张荣秀
中国铸造装备与技术 2012年3期
蔡少刚,吴慧雅,张荣秀
(1.济南铸造锻压机械研究所有限公司,山东济南 250022;2.济南奥图自动化工程有限公司,山东济南 250306)
沸腾冷却床加水系统的自动控制
蔡少刚1,吴慧雅2,张荣秀1
(1.济南铸造锻压机械研究所有限公司,山东济南 250022;2.济南奥图自动化工程有限公司,山东济南 250306)
本设计采用比例-积分控制原理,简化系统数学模型,应用于振动沸腾冷却床的加水系统,实现加水系统的自动控制。
沸腾冷却;旧砂冷却增湿;加水系统;比例-积分控制
砂处理工部中振动沸腾冷却床(以下简称冷却床)工作时,旧砂由加砂口落到沸腾板上,鼓风机产生的气流使通过沸腾板上的旧砂流态化,同时沸腾床加水系统在旧砂上方喷水雾,与流态化的旧砂在沸腾板上进行换热冷却,流态化的旧砂从进口向出口方向运动,从冷却床出口卸出。在运动过程中砂料之间通过搓擦作用使粘附在粘土砂颗粒周围失效了的微粉(粘土)脱离并随气流进入除尘系统。
冷却床加水系统(以下简称加水系统)在冷却床工作时加冷却水,促进热交换,提高冷却效果。
在旧砂冷却过程中,必须控制加水量,旧砂中水分过小或过大,都不利于型砂的混制[2]。加水量小,则相对蒸发的少,冷却效果不明显;加水量过大,砂子水份大,流动性差,在设备中易粘附,会降低设备运行的可靠性。
本设计采用比例-积分控制原理,对加水系统进行控制,通过检测旧砂温度、湿度等相关参数,进行数学运算后,控制加水系统的加水量,不但能保证加水系统的稳定运行,更能提高加水系统的加水精度,实现了对冷却床出口旧砂温度和水份的精确控制。
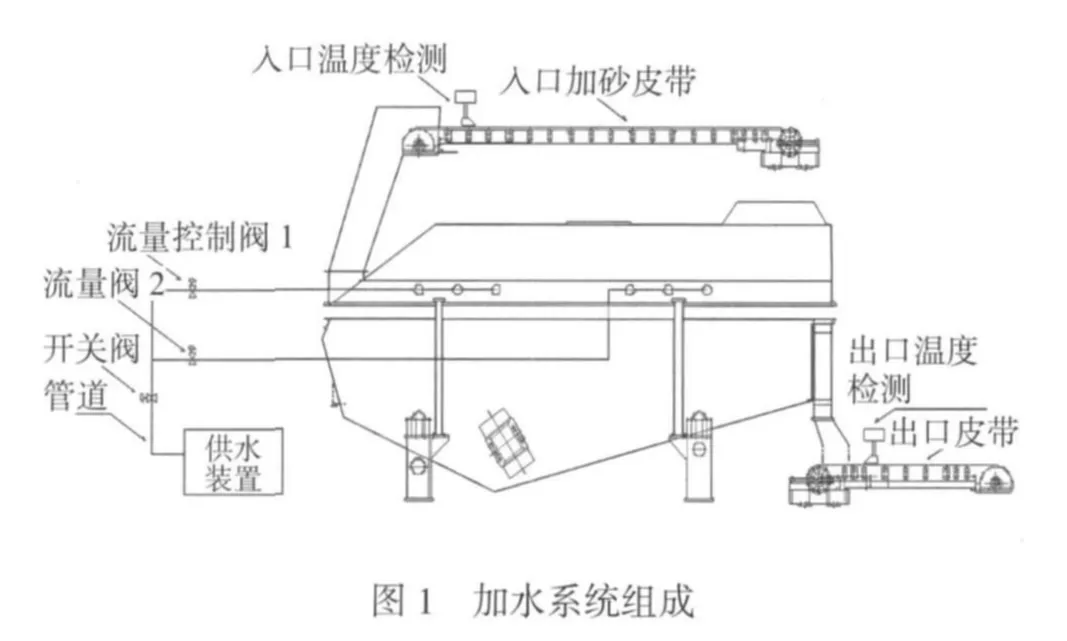
1 加水控制系统结构
如图1所示,在冷却床入口处安装一个温度传感器,用于检测入口旧砂温度;冷却床出口处安装一个温度传感器和一个湿度传感器,用于检测冷却床出口的温度和湿度。
加水控制系统采用西门子PLC作为控制器,湿度传感器、温度传感器将检测到的信号传给PLC,经PLC运算后,通过模拟量输出信号控制流量阀1和流量阀2开关大小,从而控制加水量。
通过分析冷却床加水系统的结构可以看出,冷却床靠近入口的三组加水装置加水后,由于气流对流比较强烈,水与旧砂在冷却床中能充分交换热量,对旧砂起到明显的降温作用;相反,靠近出口的三组加水装置加的水,蒸发量少,热交换少,大部分水留在旧砂中,对旧砂有增湿作用。
根据加水装置的工艺设计,把加水控制系统分成两部分控制,用于降温目的旧砂冷却控制和用于增加水分目的旧砂水份控制
2 旧砂冷却控制数学原理
冷却床降温原理实质是热交换过程,其中包含鼓风机鼓风带走的热量、水份蒸发带走的热量、粉尘及其它热交换形式带走的热量。
那么,根据热量(能量)守恒原理,冷却床热量平衡方程可表示为:

式中:ΔJS——旧砂从冷却床入口到出口的热量变化(J);
ΔJ1——水份蒸发带走的热量(J);
ΔJ2——鼓风机鼓风带走的热量(J);
ΔJ3——其它热交换形式带走的热量(J)。
实际生产中,ΔJ1和ΔJ2占主导部分,忽略ΔJ3,我们可以得到:

下面分析剩余两种情况。
第一种,水份蒸发与旧砂热量的关系。
水份蒸发带走的热量与水份蒸发量、水温有关,假设加水水温为A℃,在冷却床中与旧砂充分热交换后,水温等于旧砂降温后的温度,在鼓风机的气流作用下完全蒸发,那么根据能量平衡定律,可得:

式中:ΔJ1——水份蒸发带走的热量(J);
Q水——单位时间水份蒸发量(包括冷却床加水质量和旧砂进入沸腾床旧砂含水质量(kg);C水——水的比热容(J/kg·℃);ΔT水——水的温度变化(℃);A——加水水温(℃);
T出——旧砂出口温度(℃)。
那么由以上可以看出旧砂热量的变化与Q水ΔT水成正比。
第二种,鼓风与旧砂热量的关系。
鼓风降温,同样遵循能量平衡定律,假设空气经冷却床时与旧砂进行了充分的热交换,就是说经冷却床后空气温度与降温后的旧砂相同,那么可得:式中:ΔJ2——鼓风带走的热量(J);

Q空——单位时间通过冷却床空气的质量(kg/s);
C空——空气的比热容(J/kg·℃);
ΔT空——空气的温度变化(℃)。
由以上分析可以看出,空气的热交换与水份蒸发的热交换存在相同的数学形式,由于空气的比热容比水的比热容小很多,所以表达式可以简化为:

式中:ΔJS——旧砂从冷却床入口到出口的热量变化;
ΔJ1——水份蒸发带走的热量。

式中:ΔJS——旧砂从入口到出口的热量变化;
T入——入口旧砂温度(℃);
T出——出口旧砂温度(℃);
C砂——旧砂比热容(J/kg·℃)
Q砂——单位时间加砂量(kg/s)。
由式 3、5、6 可以得出:

那么,整理式7,可得:

分析式8,其中C砂、C水为常数,作为冷却床供砂量Q砂也是恒定的,当把出口温度作为目标控制温度T设时,那式8又可简化为:

式中:Q水——单位时间加水量(kg/s);
K1、K2——式8简化后的系数。
由式9可以得出,单位时间加水量与冷却床入口旧砂温度成正比关系,但在公式的推理过程中,忽略了部分因素,并且理想化了一些过程(不可能完全热交换),因此根据现有公式去控制系统,输出必然存在误差,为了消除误差引入积分控制[1]。
通过检测冷却床出口处的旧砂温度,再与温度设定值比较后,通过计算修正加水量,这样可以减小并消除误差,其数学式可表达为:

式中:Q水——单位时间加水量(kg/s);
T设——设定温度(℃);
T出——出口温度(℃);
K1、K2、K3——系统系数。
由上式可以看出,加入了积分环节的控制系统,当T出-T设>0时,降温系统开始补水,增加降温效果;当T出-T设<0时,降温系统开始减水,控制降温效果;当T入-T设=0时,降温系统控制误差为0。
由以上分析可以看出,引入积分环节的控制系统,可以提高控制精度,消除余差。
3 水份控制数学原理
加水系统在降温的同时对砂子的湿度也产生了影响,这时沸腾床出口的湿度检测探头可以检测到砂子的实际湿度,根据工艺要求,旧砂水份含量一般控制在 1.8%~2.2%的范围内。
增湿的加水量与旧砂量是正比关系,可得以下数学表达式:

式中:Q湿——单位时间增湿加水量(kg/s);
Q砂——单位时间加砂量(kg/s);
M检——加水前水份含量;
M设——水份设定值。
水份控制和降温控制的不同处是,水份控制无法提前检测,就是说在冷却床入口出检测的旧砂湿度不能应用于增湿计算,原因是旧砂原有水份在经过冷却床时大量的蒸发了,那么只能通过检测出口旧砂水份含量,控制旧砂增湿加水量。
当M设作为已知值时,式11,可简化为:

式中:Q湿——单位时间增湿加水量(kg/s);
K2、K1——式11简化后的系数。
由于受Q湿的影响,如果直接把M检作为系统的输入变量应用于控制,会导致系统控制极不稳定。为了解决这个问题,在增湿系统运行前先计算并保存(K2-K1×M检)作为控制预置值 A,即,A=(K2-K1×M检)。那么,引入积分环节后,加水量与检测水份值数学表达式:

式中:Q湿——单位时间增湿加水量(kg/s);
Q砂——单位时间加砂量(kg/s);
A——增湿系统预置值;
M出——出口砂水份含量;
M设——砂水份设定值;
K3——系统系数。
增湿系统预置值A,是增湿部分投入运行前计算获得,由上式可以看出,其原理与冷却控制类似,最终由积分环节可以消除误差。当M出-M入>0,输出增加,加水量增加,提高旧砂水份含量;当M出-M入<0,输出减少,加水量减少,降低旧砂水份含量;当M出-M入=0,控制误差为 0。
4 系数修正
通过组态软件可以监视旧砂出口温度、出口湿度和时间的关系曲线,通过观察曲线的动态过程,修正控制系统中比例环节和积分环节的时间常数,使系统具有更好的动态响应。另外,因为季节的变化影响沸腾床的降温增湿效果,可以通过组态界面对系统控制参数做工艺配方。不同的外部环境,选择不同的工艺配方参数,使系统调节方便灵活。
5 加水系统的投运
本系统采用比例-积分控制,系统投运遵循先比例、后积分[1],就是先让比例环节起作用,然后在投入积分环节。这样做的原因是,系统运行初始,实际值和设定值之间的误差最大,如果积分投入运行的话,会有很大的输出值,容易使系统出现超调量,不易控制;通过前面分析,降温系统和增湿系统都可看成比例环节,所以比例环节起作用后,就能近似得到理想的输出值,引入积分环节目的是消除误差,系统也可以在运行过程中自身动态调整。
系统初步调试时,需先确定降温系统的比例环节系数。
沸腾床运行时,当系统检测沸腾床内有砂时,冷却系统启动,比例环节首先起作用(选用较小的比例系数),积分环节不起作用,观察沸腾冷却床出口砂温,逐渐加大比例系数,当出口温度接近并小于设定值时记录下此时的数值作为比例系数。
系统正常运行时,比例环节先起作用,当出口温度接近稳定时,积分环节投入运行,这时系统根据温度变化可以自动调整加水量。延时启用积分环节去消除系统误差,可以避免大的超调量,也可以保证系统的动态性能。
增湿系统的投运与降温系统类似,但启动应滞后于降温系统。原因是降温系统对砂的水份含量存在影响,系统要对此判别后计算出预置值A,再使增湿系统投运。
为了使系统运行的更加稳定,可以在工艺允许的范围内,把设定值设成一个范围值,即目标值在这个范围内,就认为目标值稳定,积分环节停止调整。
以上工艺流程完全由PLC编写程序实现,通过组态软件,可以监控和调整系统的运行参数,实时监控系统运行状态。
6 结语
比例-积分控制原理应用于沸腾冷却床的加水系统,可使加水系统通过检测旧砂温度和湿度,自动调整加水量,实现对旧砂温度、水份的自动控制。另外,完善的组态界面,可实时对系统运行状态监控,记录实时数据、报警,方便数据分析,调整工作参数。
[1]王树青,等编著.工业过程控制工程[M].北京:化学工业出版社,2003
[2]于海岩,姚继成.铸造车间旧砂冷却问题浅析[J].铸造设备研究,2005.4.
Automatic Control of a Water Addition System of a Fluidized Bed for Cooling
CAI ShaoGang1,WU HuiYa2,ZHANG RongXiu1
(1.Jinan Foundry&Metalforming Machine Research Institute Co.Ltd.,Jinan 250022,Shandong China;2.Jinan Aaotu Automation Engineering Co.Ltd.,Jinan 250306,Shandong China)
The mathematic model of an additon system of water in a fluidized bed for cooling has been simplified because of the adoption of proportion integral control principle in design,resulting in the realization of the automatic control of a water addtion system.
Fluidization cooling;Moisture addition in old sand cooling;Water addition system;proportion integral control
TG231.2;
A;
1006-9658(2012)03-0007-4
2012-02-20
稿件编号:1202-016
蔡少刚(1983-),男,助理工程师,主要从事铸造设备电控系统设计
猜你喜欢
节能与环保(2022年3期)2022-04-26
海洋石油(2021年3期)2021-11-05
小哥白尼(神奇星球)(2020年7期)2021-01-18
空间科学学报(2020年3期)2020-07-24
科学导报·学术(2019年40期)2019-10-21
中国化工贸易·下旬刊(2019年9期)2019-10-21
科学与财富(2017年27期)2017-10-17
Coco薇(2017年7期)2017-07-21
红领巾·萌芽(2017年1期)2017-02-06
山东工业技术(2016年15期)2016-12-01