
气压式与光学式滤棒圆周控制系统的对比分析
2012-09-14 10:14黄雯华
烟草科技 2012年12期
黄雯华
厦门烟草工业有限责任公司,福建省厦门市海沧新阳工业区新阳路1号 361022
目前国内烟草行业用于滤棒生产的主要有KDF2/AF2、KDF3/AF3、ZL22、KDF4/AF4 等滤棒成型机组[1]。滤棒圆周控制系统是滤棒成型机组的重要控制部件,主要有气压式和光学式两种控制方式。其中,早期设备(如KDF2/AF2、KDF3/AF3、ZL22)圆周控制系统都采用气压式,近年来从德国HAUNI公司引进的KDF4/AF4滤棒成型机组的圆周控制系统则采用光学式控制方式。由于光学式圆周控制系统使用时间较短,对其工作原理、控制方式、控制精度及维护保养方法等方面缺乏深入了解[2-3]。为此,以KDF2/AF2(气压式圆周控制系统)和KDF4/AF4(光学式圆周控制系统)滤棒成型机组为研究对象,分析对比了两种圆周控制系统的控制原理、控制方式及维护保养方法,通过进行滤棒对比测试实验[4],了解和分析两种系统的控制精度及过程能力指数,以更好地为滤棒生产提供指导。
1 控制原理
1.1 气压式滤棒圆周控制系统
20世纪80年代中期,我国从德国HAUNI公司引进了KDF2/AF2滤棒成型机组和相应的生产技术,90年代初实现国产化后成为目前卷烟企业使用的主要机型[5]。该机型的圆周控制系统工作原理[1]见图1,在设备开始生产时,B4识别到滤棒后,滤棒圆周控制器开始工作,压缩空气经过减压阀(4)输送给测量喷嘴(2),在测量管内形成一个回滞压力,压力大小与滤棒直径有直接关系,该压力在圆周控制器A21中通过2个磁性压力开关S1和S2转变为电信号。如果滤棒圆周过大,磁性压力开关S2触点闭合,继电器K4吸合,信号灯H21.1亮,信号通过继电器K2接通电机M21驱动密封室(3)的高度下降,信号灯H21.1熄灭,H21亮,滤棒圆周重新回到额定范围;如果滤棒圆周过小,磁性压力开关S1触点闭合,继电器K3吸合,信号灯H21.2亮,信号通过继电器K1接通电机M21驱动密封室(3)的高度提高,信号灯H21.2熄灭,H21灯亮,滤棒圆周重新回到额定范围。滤棒圆周也可通过手动调节,不管设备在生产过程还是停机状态,M21都可以用手动操作,操作按钮S21.1时,信号通过K1传递给M21以提高密封室高度;操作按钮S21.2时,信号通过K2传递给电机M21以降低密封室高度。气压式滤棒圆周控制系统结构简单,维护保养方便,但由于测量气压与滤棒圆周之间的变化呈非线性关系,无法进行准确的量化调整,也无法显示当前滤棒圆周值,直观性较差。

图1 气压式圆周控制器原理示意图
随着滤棒成型设备国产化技术的逐步提高,原有的气压式圆周控制器已经无法满足生产需要。国内厂家先后开发了多种新型气压式滤棒圆周控制系统,对其电控系统和气路控制都进行了较大改进,有效提高了控制精度和稳定性,见图2。其中,测量气路系统采用精密减压阀和精密气体定值系统作为检测气路的恒定输入,减小了气压波动对检测精度的影响;电控系统采用微压传感器将滤棒圆周值转换为对应的电压信号,经过温度补偿电路进入精密仪表放大器对采样信号进行放大处理,再经过高精度模块转换,利用单片机或PLC对信号进行处理和判断,输出控制信号,通过驱动电路控制电机,同时采用液晶显示屏显示当前圆周值[6]。

图2 新型气压式滤棒圆周控制系统工作流程图
1.2 光学式滤棒圆周控制系统
从德国HAUNI公司引进的KDF4/AF4滤棒成型机组的圆周控制系统采用的是ODM-F型光学测量装置。该测量装置主要由测量转换器ODM、烟枪调整部件、图文显示系统、组件支架和计算机辅助的统计分析过程处理系统SPS(Statistical Process System)组成,见图3。在生产过程中,ODM实时的将滤棒圆周测量值传递给SPS系统,SPS将测量平均值与额定值进行比较,生成驱动指令发送给烟枪调整部件,同时通过图文显示系统实时显示测量平均值。由图3可见,ODM测量转换器由发光二极管(2)发出光束,光束通过透镜(3)到达滤棒(1),光敏传感器(4)记录滤棒投下的阴影。ODM测量转换器每秒钟绕滤棒旋转 180°并对滤棒圆周进行 1000次测量,测量数据经处理器加工处理后,将数据通过总线输送至控制系统(PLC),控制系统发出指令给烟枪调整部件对滤棒圆周进行调节,见图4。
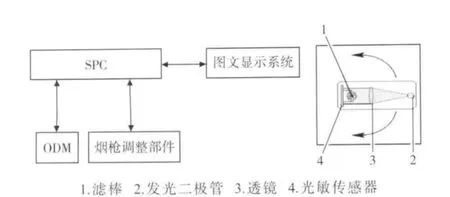
图3 ODM-F型光学测量装置示意图

图4 烟枪调整部件结构示意图
2 两种控制方式比较
气压式和光学式两种控制方式的精度均能满足滤棒生产工艺要求,但两者在响应速度、控制精度、抗干扰能力等方面有所区别。
2.1 响应速度
气压式控制方式通过压力传感器将检测到的测量喷嘴内的压力变化值转换为电信号,再由电信号产生相应的控制信号;光学式控制方式是通过光敏传感器记录滤棒投下的阴影,并转换为相应电信号,再由电信号产生相应的控制信号,所以气压式控制方式对滤棒圆周变化的响应速度没有光学式快。
2.2 控制精度
气压式控制方式测量到的喷嘴内滤棒圆周变化所引起的气压变化值非常微弱,检测信号易受干扰,气压与圆周变化关系为非线性,再加上现场所提供的气体压力波动的影响,检测精度较低,稳定性较差;光学式控制方式是ODM测量转换器每秒钟绕滤棒旋转180°,并对滤棒圆周进行1000次测量,得到其平均值,因此测量精度比气压式高。
从使用相同规格丝束、生产同一规格滤棒的设备中随机各选取一台KDF2和KDF4滤棒成型机组进行滤棒圆周取样测试实验[7-8]。每小时取1次滤棒,每次取30支,连续取7次,在同一台离线测试台上测试,结果见图5。可见,生产相同规格和工艺要求的滤棒,在同一生产班次抽取相同的样本量进行检测,光学式和气压式滤棒圆周检测样本均值分别是24.1019和24.0962,样本标准差分别是0.0310和0.0504,短期过程能力指数CP(Process Capability index)分别是3.22和1.99,长期过程能力指数CPK(Complex Process Capability index)分别是3.20和1.96。从上述数据可以看出,光学式滤棒圆周控制器的控制能力比气压式强,控制精度和控制效果也更好。

图5 气压式和光学式两种圆周控制器的过程能力对比
为进一步了解和分析两种不同控制方式对滤棒圆周的影响,对不同班次生产的滤棒也进行了实验[9]。KDF2和KDF4机台每班次各取30支滤棒,连续7个班次,各取210支样本量进行圆周检测,结果见图6。可见,在相同牌号、规格和工艺要求下,采用光学式控制方式比气压式生产的滤棒圆周波动范围小,基本在(设定值±0.10 mm)范围内波动,控制效果较好。
2.3 抗干扰能力
气压式控制方式容易受气压压力波动、成型纸透气度及污垢的影响;光学式控制方式则容易受成型纸表面的粗糙度、粉尘和胶垢的影响。在生产高透气度成型纸滤棒时,测量喷嘴内的气压压力比较容易波动,此时光学式比气压式的抗干扰能力强。

图6 气压式和光学式两种圆周控制器的滤棒圆周箱线图
3 两种控制系统的维护比较
由以上分析可以看出,气压式和光学式圆周控制方式有共性也有区别,因此在生产过程和维护保养方面也有一定差别。
(1)由于在生产过程中测量管内部容易产生胶垢和粉尘,所以设备每运行2 h左右,需要用软毛刷或较小压力的压缩空气对测量管进行清洁。特别是光学式控制系统,其测量管内有光学镜片,清洁时要特别小心,以免损伤镜片表面,影响测量精度。清洁后的效果可以通过ODM-F的自动清洁结果CCD曲线反映,见图7。图7右上角为标准图像,清洁后的结果图像与标准图像对比看是否正常,曲线波动范围不得超出水平的虚线。如果曲线波动范围较大,说明测量管内粉尘、胶垢或其他异物没有被清洁干净,必须重新清洁直到CCD的图像曲线波动较小,与标准图像基本一致为止。而气压式圆周控制器的清洁结果无法通过图像进行展示,只能通过滤棒圆周在线检测图形或人工检查以判断滤棒圆周变化情况。

图7 自动清洁结果CCD曲线图
(2)两种控制装置均可设为手动或自动状态。设手动状态时,该装置不参与控制,只作为滤棒在线测量值显示。随着生产过程的进行,测量管内部粉尘逐渐增多,滤棒圆周将越来越小,操作人员通过定期自检可发现滤棒圆周的变化情况,并及时调整和清洁测量管;设为自动状态时,控制装置将根据在线测量数值进行自动调节,波动较小,操作人员也应定期清洁测量管,并根据测量值的变化进行适当调整。
(3)在生产过程中,如果发现滤棒圆周波动较大,无法判断故障原因时,可先将滤棒控制装置设为手动状态,观察此时滤棒圆周变化情况,如果滤棒圆周波动过大现象消除,则可能是测量管内有粉尘、异物或控制装置出现问题;如果波动仍然较大,则可能是滤棒成型过程有问题。
4 结语
通过对KDF2/AF2的气压式圆周控制系统和KDF4/AF4的光学式圆周控制系统的工作原理、控制方式及维护保养方法对比分析可见,两种控制系统都能满足滤棒生产工艺要求,但从控制精度、响应速度和抗干扰等方面看,光学式比气压式圆周控制系统功能更强大,人机交换界面更方便、快捷。在实际生产中,从两种控制系统的机组所生产滤棒测试实验结果可以看出,光学式圆周控制系统对滤棒圆周的控制精度、控制效果和过程能力等方面均比气压式要好。
[1]甘蔚钰.滤棒成型机组圆周控制系统的对比分析[J].烟草科技,2008(6):23-25.
[2]孙学辉,赵乐,彭斌,等.滤棒中三醋酸甘油酯用量对卷烟主流烟气有害成分释放量的影响[J].烟草科技,2011(6):35-37.
[3]许宝华.滤棒成型机V槽单支剔废的实现分析[J].烟草科技,2010(8):26-28.
[4]张博,张云莲,朱强,等.测量系统分析(MSA)在卷烟工艺质量管理中的应用[J].烟草科技,2010(8):29-33.
[5]杨厚民.滤棒的理论与技术[M].北京:中国轻工业出版社,1994.
[6]尤长虹,陈光明.滤棒质量控制和评价方法的研究[J].烟草科技,2003(2):3-4.
[7]廖永平.质量管理常用统计技术与方法[M].北京:中国科学技术出版社,1998.
[8]邢军,周德成,刘锋,等.影响卷烟、滤棒硬度测试的因素分析[J].烟草科技,2003(2):17-20.
[9]魏步健,李清华,常纪恒,等.滤棒成型工艺参数优化研究[J].烟草科技,2007(10):14-17.
猜你喜欢
燕山大学学报(2022年4期)2022-08-01
初中生学习指导·中考版(2022年4期)2022-05-12
幼儿画刊(2021年5期)2021-12-02
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
现代仪器与医疗(2021年1期)2021-06-09
宇航计测技术(2018年3期)2018-09-08
物联网技术(2017年7期)2017-07-20
中学生数理化·中考版(2016年2期)2016-09-10
纺织导报(2014年9期)2014-10-31
数理化学习·高三版(2009年2期)2009-04-03
