PROTOS-70卷烟机吸风室尾部定位块的改进
2012-10-16 08:13忻惠琴孙盛洲
科技传播 2012年21期
忻惠琴,孙盛洲
浙江中烟宁波卷烟厂,浙江宁波 315040
在日常工作中,我们发现 PROTOS-70卷烟机吸风室内的吸丝带、惰轮轴及其轴承的消耗情况非常严重,针对此现象,经过对故障的分析研究,找出了解决零备件容易损坏、消耗状况的有效措施。
1 现状调查
目前,浙江中烟宁波卷烟厂内的PROTOS-70卷烟机因吸风室内尾部结构原因,其吸风室内的吸丝带、惰轮轴和惰轮轴承非常容易损坏,更换频繁,零件使用寿命低,需要频繁更换吸丝带才能保证正常生产,不然空头烟和竹节烟就会频频出现,影响烟支的质量。同时定位块与惰轮的最大外圆之间的空隙较大,容易造成烟末堆积,引起惰轮轴承咬死及损坏,极大地增加了维修时间,降低了机台有效作业率。
下表1是对2008年6~12月份,卷包车间在备件仓库实际领用吸丝带数量进行统计的汇总(包括未列入改装的3台套80卷接机组,总共16台套卷接机消耗)。

表1
2 结构与原理分析
2.1 卷烟机的吸风室尾部结构
如示意图1:凹形槽的定位块(1)联接固定吸丝带导向板,密封块(3)起到防止负压空气泄漏的作用,吸丝带主动轮和惰轮(4)带动吸丝带顺时针方向高速地转动,刮刀(5)清理吸丝带惰轮上粘附的烟丝烟末,定位座(6)用来固定风道墙。吸丝带惰轮、定位块、密封块、定位座和刮片之间的布局紧凑,而且与二次梗丝风分室(2)相互连接。
2.2 工作原理
PROTOS-70卷烟机吸丝带传动采用了双主动轮传动,主传动通过万向节传递到风室齿轮箱,一路直接到主驱动轮,另一路由同步带传动到前驱动轮(压缩轮)。在主动轮的带动下吸丝带通过一个张紧轮和一系列的中间轮而转动,张紧轮起到张紧和均衡张力的作用。
吸丝带是通过负压空气吸住由抛丝辊和空气喷射流形成第一次风分系统的烟丝,以及二次梗丝分离风室输送来的烟丝,高速运行地吸丝带把烟丝束通过平整器修正后,输送到烟支成型装置进行卷制。
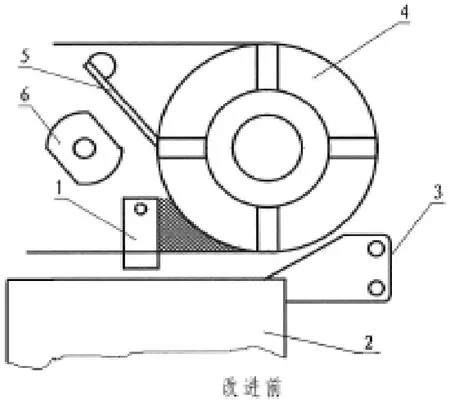
图1
2.3 故障分析原因
在日保、周保中发现吸风室内尾部结构中的定位块与惰轮之间的空腔区域易聚集烟丝,并随着运行时间的增加,形成丝团硬块(即示意图1阴影部分)。由于吸丝带两侧与导轨间本身就有一定的间隙,经过一段时间运转后,受拉力作用拉伸变窄,使吸丝带两侧与导轨间间隙变大。在高压通风机吸风作用下使烟丝及小烟梗通过吸丝带两侧与导轨间的间隙进入定位块与惰轮之间的空腔区域。机器在运行过程中,空腔内的梗丝不断聚积,同时受高速运转的惰轮挤压,形成梗丝硬块。摩擦力使惰轮温度升高,造成惰轮轴承咬死和吸丝带受热变形,使吸丝带产生拉丝并断裂。因此,定位块和惰轮之间存在的空腔区域是引起吸丝带磨损,惰轮轴和惰轮轴承易损的主要原因,消除这一空腔,是有效解决梗丝沉积的问题。
2.4 改进方案的设计与实施
定位块与惰轮之间存在的空腔区域,是由于定位块的外形结构设计不合理所致。因此将原来方型定位块改进成弧型定位块,使其与惰轮之间的间隙大大缩小,减少梗丝在定位块和惰轮间空腔区域的聚集,从而消除摩擦,稳定惰轮的转速和吸丝带的运行速度,减小烟支重量波动,这样问题便得以解决。
通过以上所述,此处空腔区域存在的缺陷,导致了机器在运行中容易产生梗丝堆积的现象,影响机器的生产效率。原定位块的结构如示意图2所示。
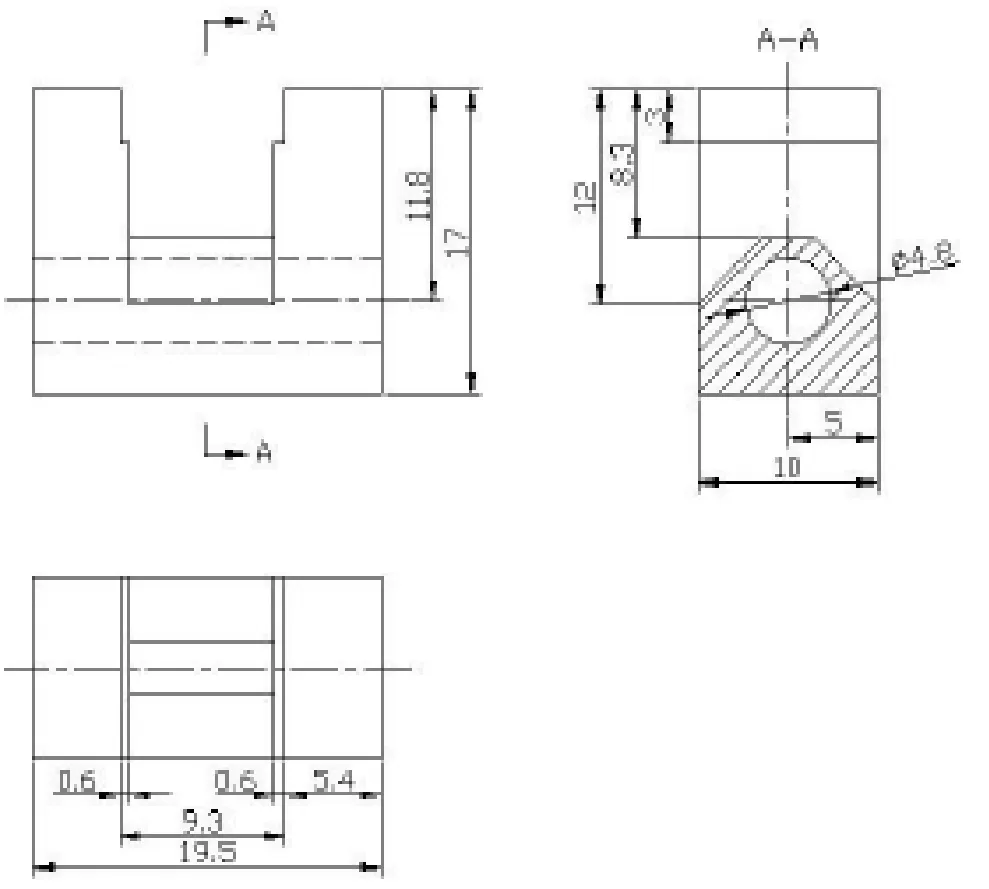
图2
经过对空腔尺寸的实际测绘,原定位块与惰轮最大外圆之间最近点的间距为2mm。为了消除这一空腔决定将定位块一边加工成圆弧面形状(如图3所示),使加工成的圆弧面与惰轮外圆相匹配,且使改进后的定位块能有一个很好的调整间隙,既要防止与惰轮转动时产生的干涉,即造成惰轮外圆与定位块圆弧面的接触而产生的磨擦力,又要有效地缩小两者之间的空腔区域。因此,将定位块的圆弧面与惰轮最大外圆之间间隙A为1.5mm(如示意图3)。故定位块的圆弧面半径定为惰轮最大外圆的半径加1.5mm。由于定位块安装通孔直径为4.8mm(如图4),M4螺钉外圆直径为4 mm,所以定位块对螺钉有0.8mm的调整量。安装时,使定位块垂直接触其下面的导轨,从而保证改进后定位块相对惰轮最大外圆的调整间隙按水平方向范围在0.7mm~2.3mm之间。同时,这一改进还使定位块起到了铲刀的作用。
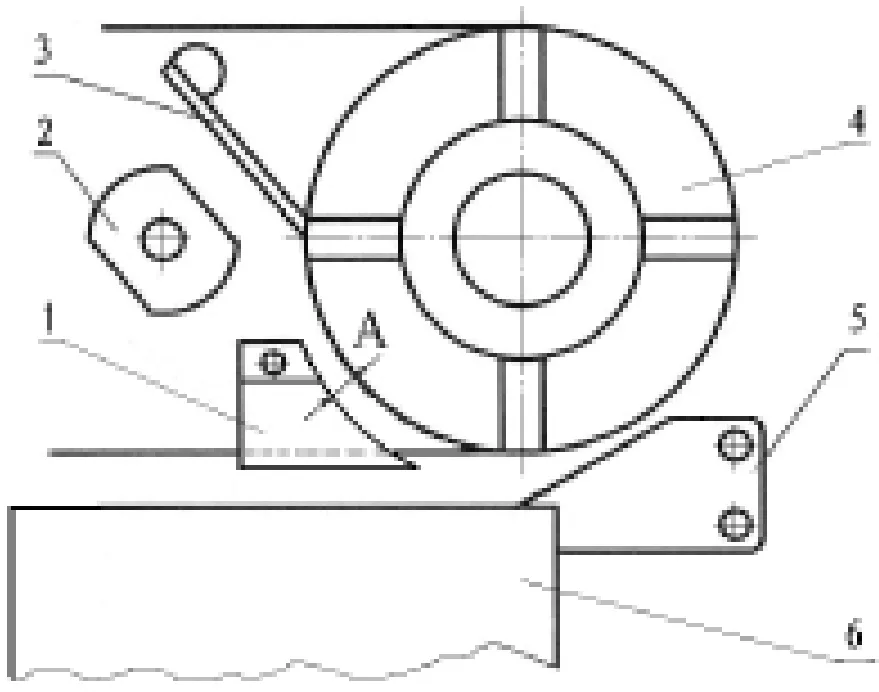
图3

图4
2.5 改进后吸丝带效果检验
首先对1号机组进行了改装并用两个月的时间做了跟踪验证,发现吸丝带拉丝、断裂与惰轮咬死的现象明显减少。SRM系统中显示的平均短期标准偏差的月平均值明显下降,重量控制得到进一步提高。故在车间进行了全面的改装。表2为改装前2008年6~12月和改造后2009年6~12月每月吸丝带消耗统计记录。

表2
改装后使用效果明显,吸丝带消耗大大降低,达到预期目标。
改装后每月节省吸丝带消耗折合RMB:(1182-801)×26.5=10096.51元
年吸丝带节约成本:10096.5×12=121158元
其它明显效果:由于吸风室定位块的改进,解决了重量控制和惰轮容易咬死的难题。

表3 改进前采集的数据(2008年)
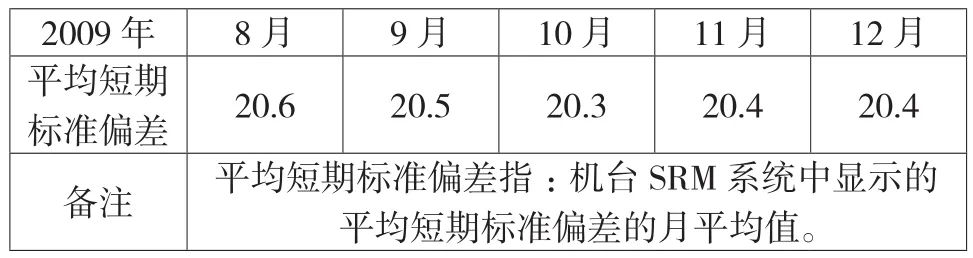
表4 改进后采集的数据(2009年)
改进前因吸丝带断裂进入惰轮,产生惰轮咬死故障维修需30分钟左右;改进后不存在吸丝带断裂进入惰轮咬死故障,提高了生产效率。
这一改进不仅降低了操作工的劳动强度,节约了生产成本,而且烟支质量也得到提高。为了巩固技改成果,我们将定位块的保养纳入车间周保文件,定期进行保养。同时对原定位块的装配图进行了更改并归档,对新的定位块备件资料进行了编号归档,取消原定位块的零件清单。
3 结论
通过改进吸风室定位块的实践,不仅有效地解决了设备使用中存在的零备件损耗过大、费用增加问题,而且提高了机器的有效作业率和烟支质量,同时也提高了我们解决实际问题的能力。今后,只有坚持长期不断地对设备进行研究分析和及时总结,才能保证设备正常运转,保证产品质量的稳定。
[1]机械技术基础[M].机械工业出版社,2005,2.
[2]PROTOS70维修技术手册.
猜你喜欢
幼儿教育·教育教学版(2022年10期)2022-07-04
商品与质量(2021年43期)2022-01-18
装备制造技术(2021年12期)2021-04-23
冰雪运动(2020年4期)2021-01-14
装备制造技术(2020年4期)2020-12-25
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
新商务周刊(2017年8期)2017-12-24
军营文化天地(2017年6期)2017-06-28
西南农业学报(2016年4期)2016-05-17
中国质量与标准导报(2014年6期)2014-02-28