
全功能数控双伺服动力刀架的PLC程序研究*
2012-10-23 05:50刘洪强化春雷徐兆成杨国强
制造技术与机床 2012年6期
刘洪强 张 鹏 化春雷 徐兆成 杨国强
(沈阳机床(集团)有限责任公司,辽宁 沈阳 110142)
伺服动力刀架是车床及车削中心所需的核心功能部件。现有高速数控机床的伺服动力刀架多数采用国外SAUTER、DUPLOMATIC等公司的产品。“十一五”国家重大专项“全功能数控双伺服动力刀架”课题研究的主要目的是实现双伺服动力刀架系列化、国产化,以满足高档数控机床项目功能部件国产化的需求。进而提高我国数控机床及相关装备的整体制造能力,推动国产数控机床功能部件的发展与提高。
本文主要以“十一五”国家重大专项为平台,对专项设计的带Y轴双伺服动力刀架的PLC程序进行研究。该部件实际安装在我厂HTC系列卧式车削中心上,数控系统为西门子802D sl,配有主轴、动力头、CS轴、X、Z、Y轴共6个轴。其中有1个轴需要配置为PLC轴,在实际配置中将Y轴配置为PLC轴。本文主要对Y轴设置为PLC轴部分的PLC程序和伺服动力刀架部分PLC关键点程序进行解析。
1 PLC轴控制程序应用研究
本项目中系统选择的是西门子802D sl Plus版,可以用PLC控制1个简单的定位轴,这种定位轴可以完全不受NC程序的影响,在NC程序执行的过程中并行控制,并不受NC启动或停止的影响。
1.1 西门子802D sl中的PLC轴
(1)可以完全由PLC控制。
(2)通过接口信号V380×3000/V390×3000对PLC轴进行控制。
(3)用于简单的定位控制。
(4)定位控制不受NC加工程序的影响。
(5)可以是直线轴、旋转轴或分度轴,不能为主轴或几何轴。
1.2 PLC 轴操作
(1)在JOG、INC、REF操作方式下,同NC轴一样,通过点动键进行点动和回参考点操作。
(2)在AUTO、MDA操作方式下,PLC轴的速度和位置仅由PLC通过接口VB380×300/VB390×300来控制;不能通过加工程序对轴地址进行编程,但可以利用NC-PLC的公共数据区,在NC程序中控制PLC。
1.3 PLC轴的机床参数配置
(1)MD10000 AXCONF_MACHAX_NAME_TAB[5]=PL,机床坐标名称为PL。
(2)MD19100 NUM_AXES_IN_SYSTEM=6,系统轴数为6。
选取CBOE的新兴市场ETF波动率指数作为衡量原油金融属性的指标,代码VXEEM,该指标于2011年3月16日开始发布。VXEEM是采用CBOE的VIX计算方法对跟踪新兴市场ETF的期权计算出来,反映MSCI新兴市场指数基金的隐含波动率(见图9)。股市是经济的晴雨表,相较于滞后公布的许多宏观数据,股市的波动率直接反映了投资者对于未来宏观经济的信心。
(3)MD20070 AXCONF_MACHAX_USED[5]=6,将PLC轴的轴号6与实际的轴对应。
(4)MD20080 AXCONF_CHANAX_NAME_TAB[5]=6,设定第6个机床轴名为PL。
(5)MD30460 BASE_FUNCTION_MASK[AX6]=20,该轴被指定为PLC控制。
1.4 PLC轴的时序
PLC轴的动作时序图如图1所示。

①状态:激活PLC轴定位功能;
②状态:PLC轴定位功能已激活;
③状态:定位位置到达;
④状态:PLC收到确认信号后复位PLC轴定位功能激活信号;
⑤状态:定位功能激活信号已复位;
⑦状态:定位功能已激活。

1.5 PLC轴的PLC程序
在西门子子程序库中,提供了1个PLC控制的示例程序PLC_AXIS(SBR41),本项目应用了该程序块对PLC轴进行控制。图2为PLC程序图,在编程过程中应用到了NC和PLC的数据交换区,通过H功能可以在NC程序段编程对PLC轴进行控制,进而将PLC轴和NC轴有机地结合到一起。
NC程序示例:
H1=70
H2=300
M98
其中:H1为PLC轴的实际位置;H2为实际转速;M98为开始移动轴。
执行后,PLC轴将以300 mm/min的速度运行到位置70 mm处。
2 伺服动力刀架PLC程序研究
本项目中刀架本体部分采用SFW系列卧式刀架驱动,动力头电动机为西门子1FT7105电动机,采用西门子功率模块直接驱动。项目的关键点在于PLC程序的时序和动力头与刀盘旋转的信号处理。在此,将PLC程序分2部分介绍:一是在手动、回零方式下调用异步子程序;二是自动方式下M06调用宏程序。在介绍这2部分之前先对刀架本体转位的电气时序图加以说明。如图3所示为刀架从一工位转到二工位、从二工位转到六工位的时序图。
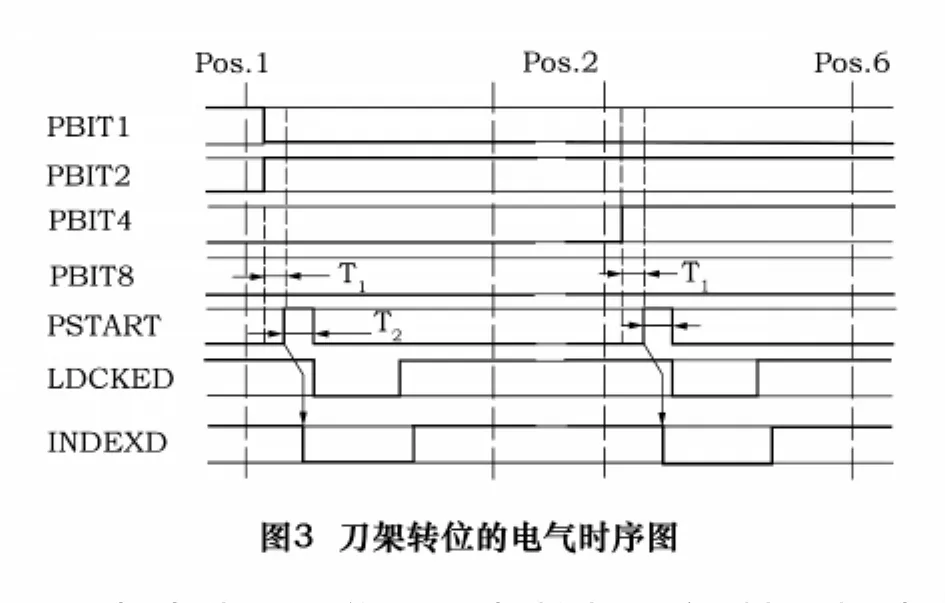
刀架本体运行说明:刀架控制器实时检测刀架运行状态,若有异常则报警;CNC系统执行选刀指令后,首先设置刀架选刀目标工位信号(PBIT1、PBIT2、PBIT4和 PBIT8),T1≥20 ms后,PSTART(选刀开始)信号置“1”且T2≥30 ms;刀架控制器接到CNC系统的选刀指令后,刀架控制器定位输出信号INDEXD置“0”,刀架控制器自动进行选刀逻辑运算,自动确定转位方向和转动工位数;同时刀架控制器发出松开指令,松开阀启动,刀架松开;锁紧信号由有至无,刀架控制器锁紧输出信号LOCKED置“0”;刀架伺服电动机转动,刀架转动到目标工位;刀架控制器发出锁紧指令,锁紧阀闭合,刀架传感器锁紧信号来,刀架锁紧;刀架控制器发出选刀完成指令和锁紧指令即INDEXD置“1”和LOCKED置“1”,至此选刀结束。任何模式下刀架转位方式与此相同。
2.1 手动、回零调用异步子程序
在执行机床操作之前,首先需要将伺服刀架回零。回零之前需要先将动力头刀套退回,以防止回零过程刀套与刀盘碰撞。程序如图4~9所示。
图4程序解析:在回参考点模式下按动回零按钮V10000001.7 后等待刀盘转位完成信号 M8.7,M8.7信号为1时,置位刀盘回零信号M44.4,在回零完成时将1赋值给当前工位VD14000084。

图5程序解析:当收到刀架回零信号 M44.0、M8.1或M8.3后,置位刀架旋转指令 M8.4。程序接收到M8.4信号先执行动力头刀套退回Q9.2,动力头退回到位信号I11.7触发后,置位M215.0作为刀盘旋转PSTART的启动信号Q7.6,这样才能够保证刀盘的安全旋转。

图6程序解析:M215.0触发后置位PSTART信号Q7.6,INDEXD 信号 I11.1和 LOCKED 信号 I11.0为0时代表刀盘松开并开始旋转。

图7程序解析:当 INDEXD信号 I11.1和LOCKED信号I11.0为1时代表刀盘转位完成并锁紧刀盘,此时置位刀架旋转完成信号M8.7,本次换刀动作完成。

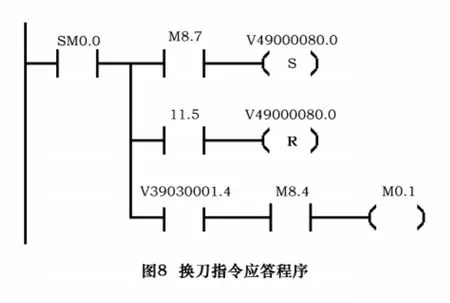
图8程序解析:当换刀完成指令M8.7信号为1时,置位PLC与NC交换信号V49000080.0,给NC发送指令;同时当换刀指令M8.4为1时,读入禁止,待换刀完成后解除读入禁止。
图9程序解析:回零完成后换刀条件 m7.1(M7.1)才满足,换刀条件满足后,在手动模式下按刀架旋转按钮 V10000001.7后 M8.0为1,M8.0为1后将刀架当前工位 VD14000080+1赋值给目标工位VD14000084;然后 M8.0 赋给刀架旋转指令 M8.4,之后过程PLC与回零一样。

在手动或回零过程中需要调用如下异步子程序PLCAUP1,完成刀盘旋转之前的动力头刀套退回,然后等待刀架旋转完成后,刀套边旋转边伸出,直到伸出到位信号来之后程序结束。

2.2 自动M06调用宏程序
在自动方式下需要调用NC程序TOOL与PLC部分一起完成刀盘旋转之前的动力头刀套退回,然后等待刀架旋转完成后,刀套边旋转边伸出,直到伸出到位信号来之后程序结束。TOOL的内容与PLCAUP1一致。PLC程序如图10所示。
图10程序解析:换刀条件满足时,在MDA或AUTO状态下执行T码后,T码变化信号V25000008.0为1时,激活自动换刀信号 M8.1;并将 T码后面数值VD25002000赋值给刀架旋转目标工位VD14000084;然后M8.1赋给刀架旋转指令M8.4,之后过程PLC与回零一样。

在应用M06调用NC程序时需要设置如下机床数据:
(1)MD22550 TOOL_CHANGE_MODE=1,利用 M码激活刀具参数。
(2)MD10715 M_NO_FCT_CYCLE[0]=6,M06 调用换刀固定循环。
(3)MD10716 M_NO_FCT_CYCLE_NAME[0]=“TOOL”6,固定循环名。
3 结语
本文详细介绍了带Y轴双伺服动力刀架的PLC程序,及其西门子802D sl系统配置PLC轴的方法,为相关同仁的研究提供参考。
[1]Siemens.DOCOND 2010[Z].2010.
[2]Siemens.西门子802D sl简明调试手册2008[Z].2008.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
设备管理与维修(2020年23期)2021-01-04
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年12期)2020-01-06
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
能源(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
杭州(2015年9期)2015-12-21
