立铣加工高精度孔距孔组
2012-11-16 03:10杨来滨
中国新技术新产品 2012年7期
杨来滨
(哈尔滨东北水电设备制造有限公司,黑龙江 哈尔滨 150060)
随着对产品质量的不断提高,对零部件的制造精度、互换性等提出了严格要求。同时,产品容量不断增加,零部件大型化趋势越来越明显。但是,我们现在所使用的仍然是六、七十年代的陈旧设备,磨损严重,精度低,没有数控能力。如用此制造高精度的产品,只有在专用设备和工具上加工才能得到更精确的产品。本文阐述了普通立铣加工高精度孔距孔组的方法。
如图1所示,该零件的孔距要求尺寸非常精密,在没有数控机床及线切割设备的情况下,用普通立式铣床一样能加工出合格产品,下面,我将介绍一下加工方法。

图1
将零件放置于垫铁(垫铁材料最好为铝板)上,保证垫铁N面与定位面平行度不大于0.02。若垫铁自身M面与Q面垂直度不大于0.02,则直接拉直M面后压紧零件,保证M面与床身横走刀方向平行。若垫铁自身两面垂直度不好,可先找M面大概后压紧零件,再铣削M面,Q面(与M面相邻的一段距离即可)。作为后续基准。这样更为精确。
图示零件φ30孔为已经车削合格孔,故立铣只需加工出4个φ12孔。固定零件并找正中心孔与主轴同心后,将表固定在铣床非工作台部位。加工孔1,2时,按图2所示,在Q面基准带部位紧贴放置一35mm量块,在不动工作台的情况下表针指量块面如图2所示,记住表示数,不动表取下量块,工作台向左移动35mm,至表头直接指Q面基准带,当示数与前面一致时,钻,铰孔加工孔2至尺寸合格。然后,将70mm量块紧贴Q面基准带放置,右移工作台70mm,至表针指70mm量块面且示数与前面一致,钻,铰孔加工孔1至尺寸合格。

图2
加工孔3和孔4时,如图3所示。为防止累计误差,可重新找正中心孔与主轴同心后,在M面基准带部位紧贴放置-35mm量块,在不动工作台的情况下表针指量块面如图3所示,记住表示数,不动表取下量块,工作台纵向退(背离操作者方向)35mm,至表头直接指M面基准带,当示数与前面一致时,钻,铰孔加工孔3至尺寸合格。然后,将70mm量块紧贴M面基准带放置,纵向前移(向操作者方向)工作台70mm,至表针指70mm量块面且示数与前面一致,钻,铰孔加工孔4至尺寸合格。
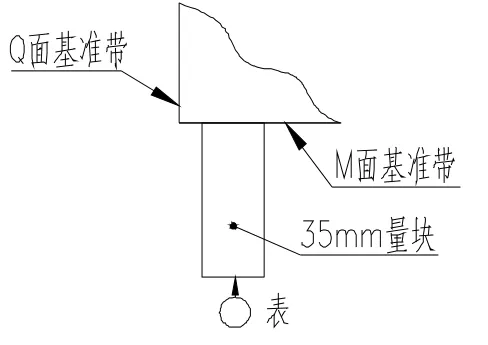
图3
[1]张亚坚,马文亮.毛坯平面孔口倒角的浮动装置[J].机械制造;1985年12期.
[2]连成举.位置度电算法[J].航空标准化与质量;1986年04期.
[3]连成举.评定位置度误差的图解方法[J].计量技术,1990年05期.
[4]刘健,安立邦,吴宏基.线性鞍点规划与形位误差的包容评定[J].计量技术,1990年09期.
[5]黄中文.高孔距精度平面孔系的加工[J].四川水力发电,1991年02期.
[6]何岭松,赵仲宇.一种简便的孔系位置度合格性判定法[J].现代制造工程,1991年08期.
[7]彭乐辉.简易自定心钻模[J].机械工人.冷加工,1993年06期.
[8]安立邦,钱名海,吴宏基,刘健.平面孔组位置度误差的评定及其最小条件[J].计量技术,1993年11期.
[9]谢华兴.规则平面孔孔心定位半球体在几何量测试中的应用[J].计量技术,1994年04期.
[10]陈明龙.通用可换钻具架[J].机械制造,2000年09期.
猜你喜欢
农村电气化(2023年10期)2023-11-25
机械制造(2020年1期)2020-03-04
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
仪器仪表用户(2019年4期)2019-04-09
制造技术与机床(2017年8期)2017-11-27
山西青年(2016年22期)2016-11-30
大科技(2016年32期)2016-07-12
邢台学院学报(2016年4期)2016-02-28
作文大王·中高年级(2008年1期)2008-03-17