
基于DeviceNet的控制平台的设计与实现
2013-06-26 11:37杨晓娜吴华滨莫礼东覃洪汉
装备制造技术 2013年6期
杨晓娜,韦 文,吴华滨,莫礼东,覃洪汉
(广西中烟工业有限责任公司,广西 南宁530001)
在烟草的制丝生产过程中,烟叶经切丝到烟丝的过程控制都是通过可编程控制器(Programmable Logic Controller,PLC)的集成控制系统来实现的。国内学者对于制丝线自动化控制的研究使得制丝生产过程的自动化程度越来越高,同时改善了控制效果,如带智能积分器的微分先行PID控制器应用到加香系统中,提高了了加香精度[1]。网络技术的发展使得电气控制系统的集成化程度更高,工业以太网、CAN总线技术在烟草行业中应用广泛。如工业以太网应用在电气控制系统中克服了传统总线技术的问题[2];文献[3]阐述了基于工业以太网的过程控制平台的实现方法;文献[4~6]对DeviceNet的协议进行了研究和分析;文献[7]中介绍了Device Net等现场总线技术在烟草生产过程中的应用情况。而对在Device Net中添加控制平台的研究并没有提及。同时,南宁卷烟厂的切丝工序的生产控制是通过ControlLogix控制器和Device Net远程控制来完成的,大部分的机械设备都是通过操作人员操作触摸屏来控制。然而实际的生产过程中因为操作平台有限而造成了一人两地操作的局面,既降低劳动效率,又存在操作隐患,因此,根据南宁卷烟厂实际生产情况,对原有的控制系统进行改进,添加基于DeviceNet的控制平台,来缩短操作时间[8~9]。
1 问题描述
南宁卷烟厂制丝线切丝工序包含将储存时间符合工艺要求的烟叶经过切丝机之后变成符合工艺要求的叶丝的过程。切丝是制丝过程中最为关键的一道工序,直接关系到最终烟丝的质量[10]。切丝过程中要求切丝机前烟叶流量稳定,切丝机之后叶丝流量稳定,且叶丝的宽度均匀。因此,切丝机的操作是由现场操作工来完成的。切丝岗位的操作人员在负责切丝机操作的同时也要负责调节叶片频率以使得烟叶流量稳定。
制丝线的整个生产线的设备运行的是由罗克韦尔的ControlLogix控制器来实现的,并通过DeviceNet、ControlNet以及EtherNet三层网络来实现系统的集成控制及数据采集与传输。
在原有切丝工序的操作系统中,一个操作人员既要操作切丝机又要进行负责调节叶片的出柜频率等工作,两地操作,每次耗费在操作上的时间约有15分钟,造成劳动强度大,而且存在故障隐患的问题。为了解决这种不利于操作的情况,拟在原系统的基础上设计新的操作平,来实现对设备的远程控制,缩短操作时间,提高生产效率。
2 方案设计与实现
2.1 DeviceNet现场总线技术
DeviceNet是一种串行数据通讯协议的总线技术,在ControlLogix集成控制系统中,主要用于解决控制器和现场设备之间的数据传递问题。Control-Logix的网络通讯架构是基于Netlinx网络平台的,Netlinx分为信息层、控制层、设备层等三层。DeviceNet是方便连接现场设备的网络,主要用来连接底层现场设备I/O设备、限位开关、光电传感器、操作员接口等。它的拓扑结构比较自由,通常是主干线及分支线组成[11],高度实现了分布式解决方案。DeviceNet的网络传输速度有500Kbps、250Kbps、125Kbps三种速度可选,网络上最多可以挂接64个设备。每一个设备都有一个分配的物理地址(MACID)。
2.2 设计方案
南宁卷烟厂制丝线电气控制为RockWell的ControlLogix可编程逻辑控制系统,整个系统内部控制器之间或者是PC机之间网络的通讯是基于Net linx网络架构的,实际的生产过程中电气控制设备较为分散。为了适应现场生产的需要根据现场需求,为了实现现场操作平台的集中性,需添加操作平台。所以,在切丝机旁安装触摸屏,需要将Device Net网作为集成控制系统的最底层设备网络。总体设计方案如图1所示。
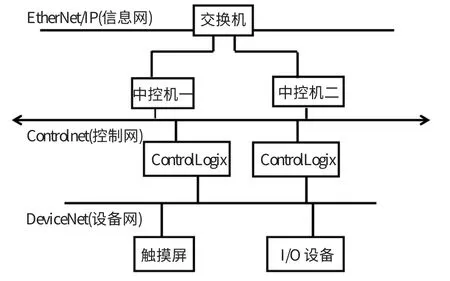
图1 操作平台的总体设计方案
实现功能有:
(1)烟叶出柜皮带频率调节;
(2)当前烟叶牌号显示;
(3)提升机调速;
(4)切丝机选择等功能。
ControlLogix控制器和触摸屏之间进行连接通过触摸屏来实现对于生产设备的控制和数据通讯是基于Device Net来实现的。
2.3 硬件组态及程序编写
根据总体方案,要在原控制系统中添加触摸屏,具体实现步骤如下:
第一步:给触摸屏添加DeviceNet网网卡,可以实现触摸屏和控制器之间的通讯;
第二步:分配DeviceNet网地址。MACID对于DeviceNet模块来说最多可以连接64个DeviceNet网设备,站号从00-63.,根据现场电控系统的情况,分配未被使用的DeviceNet网地址。
第三步:使用罗克韦尔的RSNetWorx组态软件对硬件进行组态;
第四步:根据实际生产要求添加需要控制设备的操作画面,用触摸屏的GP-face设计软件设置与生产需求符合的功能,如图2所示。

图2 调节叶片出柜底带频率画面
如表格1所示,表中给出了部分功能按钮的设定地址[12]。对每一个功能键都要设置地址,并对应程序中使用的程序地址。

表1 设置触摸屏功能键的地址
第五步:设置触摸屏功能之后,利用RSLogix5000软件对添加的功能进行程序的修改和编写。为了确保程序修改和数据通讯能够成功,并确保功能键在GP-face中的地址与程序中的地址一一关联。
2.4 设备调试和安装
完成程序编写和画面设置之后,进入设备调试和安装阶段。使用Rockwell的可编程控制器的服务器软件RSLinx进行上位机程序的下载安装。相应的功能按钮均可以实现相应设备的控制,并能实时反映烟叶牌号。如图3所示为控制平台的初始画面,显示当前的牌号、批次,生产日期等;图4为触摸屏的二级操作画面,在此操作画面上可以对相应的设备进行调节,使叶片流量稳定地供给给切丝机。
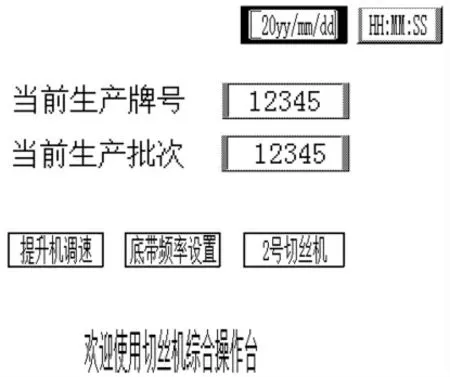
图3 烟叶牌号的显示画面
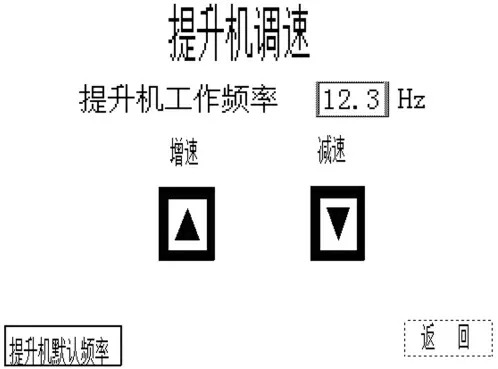
图4 控制平台控制提升机的操作画面
3 结束语
本文针对制丝线切丝工序中因为操作原因造成的操作效率较低的问题,添加了一个Gp-face的操作屏幕。将此操作平台通过Device Net与ControlLogix控制器进行连接,进而进行基于Device Net网的组态及程序设计,实现了对生产设备的远程控制和数据通讯。此操作平台已经在生产过程中投入使用,根据使用的情况可知,操作员工不用两地操作,缩短了操作时间。同时此触摸屏式开放式的,可以根据实际生产需要添加需要改进的功能,以使操作更加方便人性化。
[1]任宏程,张 勇,向凤红.卷烟厂制丝线加香控制系统的设计[J].烟草科技,2008(4):23-25.
[2]EtherNet/IP赖林,万 铀,王建新,等.工业以太网在制丝线控制系统中的应用[J].烟草科技,2007(7):14-17.
[3]魏柏林.基于以太网的过程控制平台的研究[D].合肥:中国科学技术大学,2009.
[4]陈岚岚,邓海涛,戴瑜兴.DeviceNet现场总线应用层协议的实现[J].电气应用,2005,24(8):66-68.
[5]吴文慧.基于DeviceNet的从站通讯接口设计[D].重庆:重庆邮电大学,2006.
[6]闰 晓,孙 韬,汪晋宽.DeviceNet现场总线数据的分析[J].仪器与仪表学报,2004,25(4):537-540.
[7]安淑玉,郑 路,李晓荃.现场总线通讯协议分析及现场总线技术应用[J].烟草科技,2004(9):23-26.
[8]徐继宁,李正熙.基于DeviceNet总线的温度变送器设计[J].仪器与仪表学报,2005,26(8):659-661
[9]奚培锋.一种DeviceNet模拟量远程I/O模块的设计[J].通用低压电器,2007(1):30-31.
[10]姚二民,褚国海.卷烟机械[M].北京:中国轻工业出版社,2005.
[11]邓 李.ControlLogix系统实用手册[M].北京:机械工业出版社,2008.
[12]杜宏祺,王会东,韩仲芳.Pro-face触摸屏可编程显示技术在机床上的开发及应用[J].机电工程,2009(4):74-75.
猜你喜欢
设备管理与维修(2022年17期)2022-09-27
恋爱婚姻家庭(2021年36期)2022-01-10
设备管理与维修(2021年7期)2021-06-18
湖南城市学院学报(自然科学版)(2021年2期)2021-04-24
装备制造技术(2019年12期)2019-12-25
数位时尚(幼儿教育)(2018年4期)2018-11-30
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
华人时刊(2017年21期)2018-01-31
现代商贸工业(2016年23期)2017-02-04
