
影响锥体钎杆使用寿命的因素
2013-07-11 05:55任光海
凿岩机械气动工具 2013年2期
任光海
(首钢贵阳特殊钢有限责任公司,贵州 贵阳 550005)
0 前言
锥体连接钎杆通常是指22、25mm六角形中空钢制做的钎杆, 适用于小型气动凿岩机或液压凿岩机的浅孔凿岩作业。其头部是圆锥体,与锥体连接钎头相配合进行凿岩作业。 目前我国小直径浅孔凿岩用的钎具产品大都是锥体钎杆。
我国是矿业大国,钻爆法凿岩技术与设备是矿业开采和基础设施建设工程中的主要手段。 近年来,随着凿岩设备的技术进步,促进了凿岩钎具业的发展。 目前我国生产钎具的企业已有200多家, 不仅形成了一定的生产规模,产品品种也基本上满足了矿业生产的需要。 但是,由于一些厂家生产设备和制造工艺较为落后,使用的中空钢材质量较差,缺乏现代设计手段,致使产品质量不稳定, 可靠性和使用寿命相对较低。为此,提高钎具使用寿命,对节省优质钢材和硬质合金,开发高技术高附加值产品,进而在国际钎具市场占据一定份额具有现实意义。
1 钎杆的失效形式
锥体连接钎杆早期损坏的形式主要有:领盘、杆体中部和钎梢下断裂;钎具炸裂和堆顶;脆性破断等。 其中疲劳断裂是钎杆最常见的破坏形式。钎杆在工作过程中承受着冲击、弯曲、腐蚀等的作用。 钎杆在多次反复应力作用下,由于损伤积累产生裂纹, 裂纹再扩展,经过长期发展过程而形成钎杆的疲劳断裂。 断裂过程大体可分为三个阶段:第一阶段,在交变应力作用下,钎杆某些局部以滑移的方式产生塑性变形,出现微观裂纹, 逐渐发展成宏观裂纹;第二阶段,随着宏观裂纹的发展,使钎杆有效截面积减小;第三阶段,当钎杆截面减小到不足以承受相当于抗拉强度的应力时发生疲劳断裂。小钎杆疲劳断裂,表现为在钎杆水孔表面产生裂纹从内表面向外发展,或者微裂纹产生于外表面向内发展。脆性断裂的钎杆在断口处无疲劳裂纹而呈光亮的晶面状态。其原因主要是钎杆在制造过程中存在局部缺陷,如存在夹杂物、断面变化过于剧烈、锻造时产生喇叭口、热处理不当等因素致使钎杆强度低、韧性差以及产生应力集中,使裂纹扩展快而引起钎杆早期断裂。由于材质和热处理不当易引起钎尾炸裂,小钎杆尾柄端硬度不足引起堆顶。 总之,目前我国钎杆质量与国外产品有较大差距,凿岩使用寿命相差一倍以上。
为了提高钎杆的使用寿命,使尾柄和杆体、稍尖的硬度成梯度分布且使软点最少化,我们通常采用正火,淬火+回火等热处理手段。
2 材质与热处理工艺
热处理是将金属在固态下通过加热、保温和冷却等方式,改变其内部组织, 从而获得所需性能的一种工艺方法。热处理与铸造、锻压、焊接和切削加工等“成形”为目的加工方法不同,它只使金属材料“变性”。它与其它加工工序一起,构成了零件的完整的加工过程。
热处理方法很多, 常用的有整体热处理(如退火、正火、淬火、回火等)和表面热处理(如表面淬火、化学热处理等)。
热处理工序常插于其它冷、热加工工序之间进行。 其作用主要有:一是作为预先工序消除原材料、毛坯或半成品加工过程中产生的组织缺陷并改善其工艺性能,为后续工序作准备,这通常用退火、正火方法实现;二是提高材料的力学性能, 充分发挥零件的潜力,以达到零件的最终要求。 这通常以淬火、回火和表面热处理方法来实现。
钢种要达到预期的性能, 热处理是最重要的一环。 不仅要达到钎头体需要的硬度, 而且需要在此硬度条件下获得良好的组织性能,有足够的韧性和强度。
2.1 热处理工艺
在材质选定后,钎杆的热处理是提高和保证钎杆寿命的关键。根据整体钎杆的受力情况可知,尾柄作为与动力设备连接的部位, 是受力最大的地方,也是钎杆失效最常出现的部位,它的各种性能将直接影响到钎杆的整体综合强度和最终的使用寿命,对于锥体连接钎杆来说,其热处理主要指的就是尾柄的淬火处理,尾柄淬火目前主要有高频淬火、中频淬火和盐浴淬火三种方式。
2.2 淬火加热方式的选择
国外一般都采用高频淬火,考虑到生产速度和可控性方面,本文试验工艺选择感应加热, 但采用中频感应加热,原因如下:
根据尾柄的受力情况,尾柄的能量传递过程主要是以力矩的方式向钎杆体传递,由于承受较高的扭矩,在其表面除了受到切向剪切力外,在六个棱角周围还承受着较大的压应力,这两方面的原因要求尾柄除了要有较高的表面硬度外,还应该具有一定的淬硬深度。
对于感应加热, 由于存在集肤效应,工件截面上各质点的电流密度并不是均匀的,表现为:表面质点电流密度最大,越往心部越小。 同种金属在相同的条件下, 随着电流频率f 的降低,工件的电流透入深度δ 增加,即工件的加热深度增加,因此采用中频感应加热使得淬硬深度变大, 且中频加热有速度快、过热度大、过热倾向小、晶粒细小、软化区小等优点。
2.3 淬火温度的确定
钎杆淬火理论加热温度应该定在Ac1 以上 30~50℃和 Acm 区域范围内,通常采用的感应加热,其最大的特点就是加热速度快。根据加热速度对固态相变临界点影响可知,提高加热速度可以提高钢的奥氏体化温度(固态相变临界点),降低过热倾向,根据这一现象,我们把加热温度也相应提高,采用840℃加热。
2.4 尾柄淬火区长度的确定
由于采用的是局部热处理,虽然感应加热的加热速度很快,但是金属的热传递同样很快,在淬火区区域和非淬火区区域之间不可避免会出现一定的温度过渡区域,如图1。
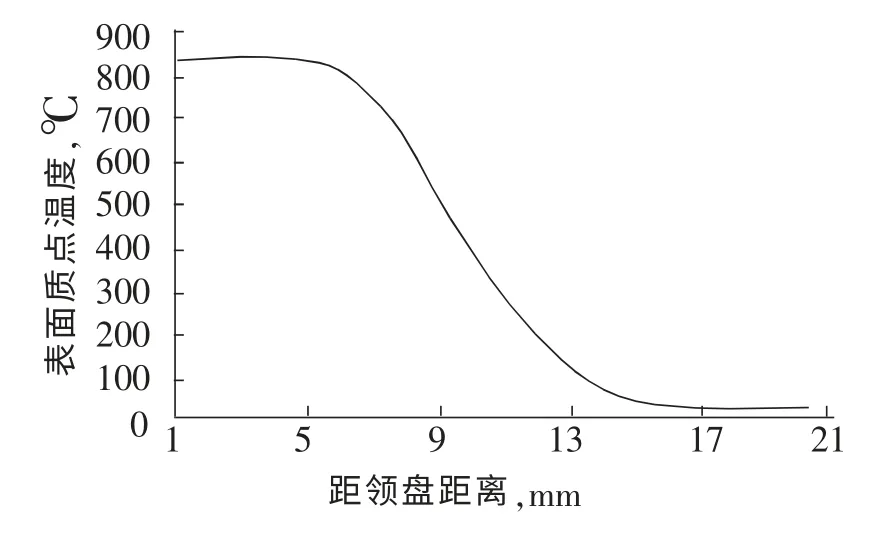
图1 温度过渡区域
此过程相当于高温回火,在高温加热过程中, 碳化物不断向晶界处聚集,且呈现出一定的长大趋势,加大了组织的不均匀性,基体晶粒内部碳浓度大幅下降,显微硬度降低。综合上述原因,形成了温度过渡区域的软区(硬度谷)。
从领盘的结构上看,由于尺寸过渡较大,领盘两端存在较为明显的应力集中。 在一定应力条件下,在领盘两端会出现两个应力峰值,这两个应力峰值均大大高于其条件应力。
因此,要想有效的提高钎杆的使用寿命,就需要避免使软区再现在这两个峰值区域,要实现硬度谷和应力集中的分离,主要有两个方案:
第一种是让硬度谷出现在领盘上,在同样的条件应力下,这个区域所受应力较低,能够有效地提高钎杆的使用寿命,但这个区域长度过短,很难实现有效的控制, 生产的产品质量不稳定,淬火区过短或者过长都可能导致硬度谷和应力峰值重合,这个方案要求淬火区控制精度高,一般设备很难实现。
第二种方案是使硬度谷出现在钎杆的基体上,即淬火区超过领盘一定的距离,这样也能够有效地避免硬度谷和应力集中的重合,而且这个方案对设备要求不高,产品质量较为稳定。
3 分析
3.1 硬度分析
硬度是衡量金属材料软硬程度的一项重要的性能指标,它既可理解为是材料抵抗弹性变形、塑性变形或破坏的能力,也可表述为材料抵抗残余变形和反破坏的能力。
由于我们只对尾柄进行热处理,在距尾柄端面180 mm 内硬度在 HRC 49~52 之间, 按上述工艺一般在HRC 50 左右,硬度分布如图2。
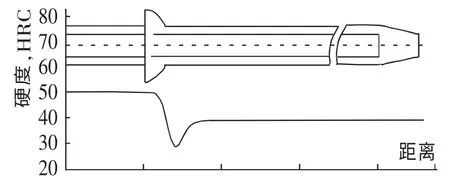
图2 热处理后杆体硬度分布
热处理时会在热处理部分和杆体之间形成一个过渡区,过渡区上不可避免地形成一软区,我公司通过让这个软区与钎杆应力集中部位的分离,有效地减小了它对钎杆使用寿命的影响;由于钎杆基体没有经过热处理,杆体组织和硬度分布取决于热轧状态,也就是要求热轧控温必须严格, 轧制温度过高,变速率跟不上,导致晶粒长大的速率高于重结晶的速率,晶粒大小得不到有效的控制,硬度较低;轧制温度偏低,虽然有较大的形变量,但由于温度较低,再结晶过程缓慢, 无法及时的消耗大量形变,影响组织均匀性,甚至发展形成宏观裂纹, 大大降低了钎杆质量性能,杆体硬度一般应控制在HRC34~42 之间。
3.2 影响钎杆疲劳强度的因素
钎杆的疲劳强度取决于钎杆中最薄弱部位的强度和宏观、微观缺陷引起的应力集中程度。 所以,经常由于钎杆某一细小局部出现微观裂纹而成为破坏的根源。 因此,钎杆材质及其均匀程度,钎杆的几何结构和参数,物理机械性能和表面状况,都是钎杆疲劳强度的决定因素。 而中空钢冶轧工艺过程,钎杆锻造及热处理工艺,凿岩条件都将对钎杆疲劳强度产生重要影响。对钎杆疲劳强度产生影响的因素可分为四类。
3.2.1 表面质量
钎杆表面质量严重影响钎杆的疲劳强度,特别是强度较高的合金钢钎杆对表面质量更为敏感。表面的一个小伤痕常成为极危险的尖锐缺口,Kf值为1.5~2.5。 钎杆表面缺陷,如凹痕、裂纹、气泡、脱碳、刀痕、腐蚀等,都将导致疲劳缺口敏感度增加,钎杆使用寿命因之大幅度降低,针对表面质量问题,抛丸处理可有效地提高杆体表面压应力和表面硬度,大大降低疲劳缺口敏感性。
金相组织类型及晶粒大小对疲劳强度的影响较为复杂,一方面,组织越均匀晶粒越细小, 钢的抗拉强度就越高,韧性也越大,缺口敏感性也越小,疲劳强度也就越高。适当的杆体硬度将保证钎杆具有较小的疲劳缺口敏感度,从而提高钎杆疲劳强度,在生产过程中增大淬火加热速度和适当地提高淬火过冷度,控制加热过程晶粒的长大和相变形核率来保证组织的晶粒度,通过采用中频感应加热和油冷可以实现对组织晶粒度的控制。
3.2.2 合金成分和非金属夹杂物
一般情况下,钢的疲劳强度随着抗拉强度的提高而提高,合金元素均能在一定程度上提高抗拉强度,从而提高疲劳强度。
钢中非金属夹杂物是疲劳裂纹的策源地, 同时也破坏了基体的连续性,引起应力集中, 从而严重降低疲劳强度。
3.2.3 冶炼
普碳钢管铸管法生产的中空钢,内壁是一层低碳钢,相当于一层“自然脱碳层”,疲劳源容易产生于此。 因此,由这种中空钢制成的钎杆, 疲劳强度不高,使用寿命低,虽然这种生产方式产生的“自然脱碳层”无法避免,但是可以从其形成疲劳源的条件入手,保证钎杆质量。 根据钎杆的受力条件可知,杆体传递的是力矩,切应力主要集中于杆体表面,内壁受到的应力较小,而内壁形成疲劳源主要是弯曲的钎杆在传动过程中在弯曲的内表面受到的周期循环拉应力撕裂组织产生的,因此,我们只要保证钎杆的直线度就能有效地降低“自然脱碳层”对钎杆使用寿命的影响。
3.2.4 轧制和锻钎
中空钢的轧制,除需保证良好的几何尺寸精度之外,还需保证有足够高的表面质量。中空钢材断面几何形状不规则,六边不等以及芯孔偏斜、椭圆等都将导致钎杆截面应力分布不均,并引起应力集中,从而降低钎杆疲劳强度。
不适当的锻钎工艺,将使钎杆产生一些无法挽救的缺陷,如过烧、领盘处芯孔闭塞或出现喇叭口等,将严重降低钎杆疲劳强度。 锻钎质量低劣的钎杆,其使用寿命都很低, 均出现早期折断,且断裂部位基本在领盘或领盘附近。
对于轧制和锻钎工艺产生的质量问题,要严格检查,发现明显质量问题及时作废,提高钎杆的质量稳定性。
3.3 热处理
热处理工艺不当,尾柄、梢尖和杆体硬度过低或过高,出现组织薄弱区和软点等,显然会降低钎杆寿命。 断裂主要发生在离尾柄端面200~400 mm 处,其次是钎杆和钎头连接的锥形处。 D.S.凯姆斯利指出,在离断裂部位6 mm 以内,有一个硬度低谷区。 这个硬度低谷区就是尾柄在热加工时形成的。它恰好处在相变的临界温度上,这个地方就是碳化物被球化了的地方。 但凯氏指出,断裂面并不发生在硬度最低的球化区,而是在它的界面上,他认为,在水的作用下,球化的软区起着阳极作用(其他地方为阴极), 在电化学的作用下出现腐蚀裂纹,这些裂纹在冲击作用的交变应力波作用下,逐渐扩展而致断裂。 因此在断口上,从水孔向外发展的疲劳源占多数。
4 结论
(1)锥体连接钎杆在生产过程中不能避免淬火软区, 通过控制淬火区长度,可以有效地提高钎杆使用寿命;
(2)钎杆热处理方法中,中频加热很简便,晶粒细小,淬硬层理想,质量稳定;
(3)针对各种表面质量问题,通过后期抛丸处理, 能够得到较大改善,有效提高钎杆疲劳强度,从而提高钎杆使用寿命;
(4)保证钎杆较高的直线度,可以有效地降低内壁产生疲劳源的机会,提高钎杆质量;
(5) 在其他条件不变的情况下,对钎杆进行严格的检查,对钎杆质量稳定性的保证可起到关键作用。
[1]对瑞典Sandvik 公司B22mm 钎杆的分析与检测 [R]. 贵阳特殊钢有限公司检验报告,2006.7.
[2]钢铁材料及热处理工艺[M].浙江大学,上海机械学院,合肥工业大学合编.
[3]沃罗勃耶夫(苏).钢在热处理时的变形及防止方法 [M]. 冶金工业出版社编译,1978.8.
[4]张国榉,刘荣湘,陈泓.凿岩钎具的设计、制作和选用[M].湖南科技出版社,1990.
猜你喜欢
中国港湾建设(2022年6期)2022-07-05
西安建筑科技大学学报(自然科学版)(2022年2期)2022-06-14
政工学刊(2021年12期)2021-12-22
凿岩机械气动工具(2019年3期)2019-10-08
爆炸与冲击(2019年1期)2019-01-03
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
凿岩机械气动工具(2017年1期)2017-05-17
凿岩机械气动工具(2015年4期)2015-07-11
兵工学报(2014年10期)2014-06-27
