
电子束焊接在燃气轮机研制中的应用
2013-08-02 08:39海军装备部西安710000王文杰
金属加工(热加工) 2013年8期
海军装备部 (西安 710000) 王文杰
一、电子束焊接技术特点及应用前景
电子束焊接技术起源于德国,经过几十年的发展,目前全世界已有几千台设备在核工业、航空宇航工业、精密加工业及重型机械等工业部门应用,其应用前景越来越广泛。电子束焊接是利用汇聚的高速电子轰击工件接缝处所产生的热能,使材料熔合的一种焊接方法。
1.电子束焊接技术特点
电子束焊接技术特点:①加热功率密度大。②焊缝熔深熔宽比大。③熔池周围气氛纯度高。
2.应用前景
随着电子束焊接技术在各工业领域的渗透,特别在精密加工、原子能及航空航天领域具有的应用前景,使得各国的研究者竞相展开了对电子束基础理论及应用技术的研究。美国、俄罗斯各研究人员利用电子束对碳钢、合金钢、不锈钢、金、铝合金及高强钢等材料进行了焊接工艺试验,对于电子束焊接参数(加速电压、焊接电流、速度、聚焦电流、焦点位置等)对接头组织及性能影响进行了研究,为合理地优化焊接工艺、保证接头的质量提供了理论依据。电子束焊具有穿透力强、焊缝深宽比大、焊接变形小、精确快速的可控性等诸多优点。但电子束焊接设备昂贵,焊接成本高,因而多应用于航空制造业,随着现代新型材料研制的需要,电子束焊接在该领域的应用日益广泛,并显示出很大的优越性。
二、电子束焊接在燃气轮机研制中的应用
随着燃气轮机技术的不断发展,传统的氩弧焊、电弧焊等焊接已不能满足其焊接要求,真空电子束焊接等先进焊接方法广泛应用到燃气轮机压气机机匣、压气机转子、涡轮转子及涡轮叶片研制中。
1.在压气机机匣研制中的应用
某燃气轮机的高、低压压气机机匣均是由整体电子束焊接成形的大型对开机匣,具有焊缝多、焊缝长、厚度大、交叉焊缝多等特点,焊接难度大、易出现焊接缺陷。
焊接接头的设计:焊接接头有多种形式,焊缝最好垂直于零件的壁面,也可以垂直于零件的轴线,接头可以带定位止口,也可以不带定位止口。因为机匣高、组焊零件多,而且质量大,所以机匣的径向焊缝选用垂直于机匣轴线带定位止口的接头形式,纵向焊缝选用平行于机匣轴线的无衬底的对接接头形式。
焊接夹具的设计:由于机匣高且重量大,焊接收缩量大,因而焊接夹具采用应过定位设计。夹具底座的中心应设计一个大直径的芯轴,芯轴顶端有一大顶针孔和机床尾座上的顶针配用,装在芯轴上的压紧盖板和螺帽之间设有大型蝶形弹簧,以补偿机匣焊缝的轴向焊接收缩量,使机匣在整个焊接过程中始终保持良好的定位压紧状态。
焊接参数试验:选用同材料、同状态、同厚度和同接头形式的试板,轴向焊接收缩量的模拟试验用缩小尺寸的焊接试环。焊接试验应进行多次,测取大量数据进行分析计算,焊接试板和试环的焊缝按相应的验收标准经X光检查及检验合格。
应注意问题:①退磁:检查夹具及零件的磁性,大于1Gs应退磁。②除油清洗:用汽油清洗夹具及零件,去除油污,用丙酮擦洗焊接面及其周围区域,以减少焊接气孔。③装配:检查清洗干净的夹具及零件有无被再次污染。装夹零件,用塞尺检查零件焊接结合面的间隙,压紧零件。④点焊定位:用氩弧焊对组焊零件进行对称点焊定位,定位焊缝的宽度应小于电子束焊缝的宽度。⑤补焊:必要时进行电子束或氩弧焊补焊,补焊后应重新进行消除应力的热处理和X光检查。
2.在压气机转子研制中的应用
压气机转子一般选材为GH4169材料和钛合金材料,其工作特点是转速高,转速可达数千或数万。随着焊接技术的发展,在现代先进发动机中采用焊接式转子的越来越多,焊接转子一般采用电子束焊接和摩擦焊,图1为电子束焊接的压气机转子结构。

图1 电子束焊接的压气机转子结构
(1)焊接精度要求高 焊接的鼓盘式转子必须保证组件的同心度和跳动要求,转子的电子束焊接,要保证精度高、变形小、无氧化、高强度及低残余应力,这就必须有大型的数控电子束焊接设备和成熟的焊接技术,同时还要靠焊接工装和合理的工艺来保证。
(2)焊接质量要求高 压气机转子焊接过程中焊缝中易产生气孔缺陷,尤其是对钛合金。焊前应对焊接参数的合理性在模拟件上进行验证,为了防止气孔的产生,焊接接头的衬底上应加工排气槽,接头焊前清洗应十分干净,再根据材料不同采用对接头的化学和机械清理。焊接过程中如采用穿透焊接,有利于消除气孔缺陷但要做好焊接飞溅物的防护工作,且焊接热输入较大,零件易变形;采用非穿透焊接,必须将焊接中产生的缺陷尽可能深的引入到焊接衬底中去,随后将衬底去除,无需修饰焊接工艺;为了保证焊缝质量,一般要加厚衬底,并焊成衬底背面微透,这样就不存在飞溅物烧伤和粘附问题,零件的变形也易控制。
(3)焊接参数试验 在每个零件焊接前,先进行试板的焊接,确定合适的焊接参数;然后使用选好的参数在等厚度、等直径的模拟试环上进行焊接,并按相同标准进行检测。试环合格后方进行正式零件的焊接。
(4)注意问题 ①焊前对零件进行酸洗,然后在焊接接头区域用不锈钢丝刷进行清理。②在焊接止口处开放气槽,零件焊接过程中产生的气体通过放气槽排出,降低焊缝气孔缺陷产生的几率。③焊前使用小束流对零件焊缝区域进行多次预热,既能清理焊缝,使脏物提前蒸发,又能减少热输入量,降低焊接应力。④优化焊接参数,采用聚焦焊接,使焊缝正面成形良好,背面微透,既减少了热输入量,又能将焊接产生的气孔缺陷集中在焊缝止口底部,便于车加工去除。⑤封焊和正式焊接时,每相邻的两条焊缝起、收弧位置错开180°,保证受热均匀,且所有焊缝的起、收弧点必须均布,以减少焊接变形。
3.电子束焊接在涡轮研制中的应用
涡轮部件是燃气轮机中承受高温高压高转速的部件,是燃气轮机研制工作的关键所在。为减轻重量、提高可靠性,新研发动机涡轮盘轴往往采用电子束焊接的一体化结构。涡轮导叶工作环境温度高,热交变应力大,研制难度大,目前国内外探索采用电子束焊接的多组叶片模式,取得较好效果。
(1)涡轮盘轴一体化焊接 在燃气涡轮部分,盘轴往往采用电子束焊连接的一体化结构,中间没有连接件,重量最轻。但由于涡轮部分为承力转动件,在工作过程中有很大的扭转载荷,焊接须确保盘轴的同心度和跳动要求,因此对焊接接头质量要求十分苛刻。在某型机低压涡轮轴的研制中,采用电子束焊接将GH4169材料的轴连接起来(见图2),采用焊接结构件较整体件加工降低了机加工难度,同时节约了材料,经济性好,国外在RB199等发动机的高压涡轮部分就采用了电子束焊接结构。盘轴焊接结构,应考虑不同材料的焊接接头在各种使用工况下的影响,焊接接头的位置尽量放在应力较小、壁厚较薄的位置。
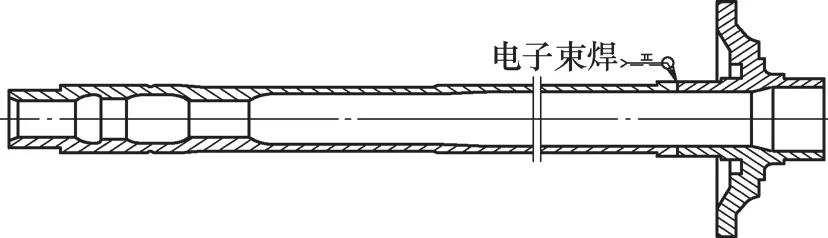
图2 焊接结构的低压涡轮轴
(2)涡轮导叶分组焊接 在涡轮导向叶片的制造过程中,由于导向叶片受到较大的气动力与不稳定的脉动负荷,还处于高温燃气的包围之中,温度高,冷热变化大,温度不均匀情况严重,热冲击和热疲劳成为叶片失效的主要原因之一。在此情况下,导向叶片一般做成单叶、两叶或三叶组,可采用电子束焊接,便于装配、定位和公差控制,损坏后也易更换。在TAY及某机上,高压涡轮导向叶片均为采用电子束焊接的三叶组结构。叶片缘板的对接焊是典型的变截面焊接,焊接厚度在2~12mm之间变化,需由同一参数一次完成焊接,且焊缝要好,焊缝为Ⅲ级。叶片的焊接焊缝中易产生裂纹缺陷,尤其是在发动机上工作一段时间后,裂纹的产生由材料中Al、Ti及杂质元素的含量较高有关,焊接质量的控制尤为关键。
猜你喜欢
燃气涡轮试验与研究(2021年4期)2022-01-18
中国材料进展(2021年7期)2021-09-18
航空发动机(2021年1期)2021-05-22
航空发动机(2020年3期)2020-07-24
航空发动机(2020年3期)2020-07-24
航空维修与工程(2020年3期)2020-04-10
电子测试(2017年12期)2017-12-18
中国塑料(2016年7期)2016-04-16
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
