
Q235-A厚板件焊接的工艺性研究
2013-08-02 08:39齐重数控装备股份有限公司黑龙江齐齐哈尔161005刘恩宝
金属加工(热加工) 2013年8期
齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 刘恩宝
1.问题概述
2011年,我公司承担了为某企业生产12m数控辗环机的焊接任务,该产品由床身、主传动装置、径向轧制机构、测量装置、主辊、轴向轧制机构、定心机构及托架等部分构成,其中床身长达36m(共分三段),宽近6m,整机重量达到1600多吨,零部件中轴向轧制机构最重,达440多吨;最轻的托架也重达5.5t,所采用的钢板材质为Q235-A,其中80%以上的板厚在100mm以上,最大板厚达到了250mm,焊接过程中不可避免会产生应力和变形,一旦产生的应力和变形过大,将可能使零件报废,为公司造成巨大的损失。
我公司在这之前从未焊接过这么大的厚板结构件,没有现成的经验可遵循,因此,为了控制焊接应力和变形,焊前需要对焊接工艺做细致的分析研究,制定切实可行的焊接工艺方案,对保证焊接结构的质量,提高生产效率,降低成本,积累经验意义重大。
2.焊接工艺方案确定
我们知道,不均匀的加热和冷却是产生变形的基本原因,在焊接过程中,由于焊接热循环的特点,使焊件本身受到电弧不均匀的加热,在焊件上产生不均匀的温度场,这个不均匀的温度场使材料产生不均匀的膨胀,从而在焊件中产生应力和变形。对于厚板来说,由于厚板导热性差,造成上下面温差大,更加剧了这种情况,同时由于厚板焊接工程量大,难度高,因此必须开坡口焊接,我们以前在焊接生产中一直采用的是火焰切割V形或X形坡口,坡口角度随着板厚的不同有30°、45°、60°,因此在确定坡口时,首先考虑这三种形式。经过分析,我公司采用的是熔化极富氩气体保护焊,焊枪喷嘴直径为25mm,当采用30°或45°单边V形坡口时,由于坡口太窄,焊枪喷嘴无法深入至坡口根部,如果焊丝伸出太长,又会因气体保护不好而使焊缝金属产生不应有的缺陷;如用焊条电弧焊打底,因坡口深,清渣十分困难,生产效率极低而不宜采用;如果采用60°坡口,虽然焊枪喷嘴的问题可以解决,但填充金属的消耗量太大,既增大了焊工的劳动强度,又降低了工作效率,提高了成本,同时焊接量大必然会造成应力和变形量显著增大,因此,必须对焊接坡口形式进行改进。经过分析比较,最终决定采用VY形复合坡口形式,如图1所示。
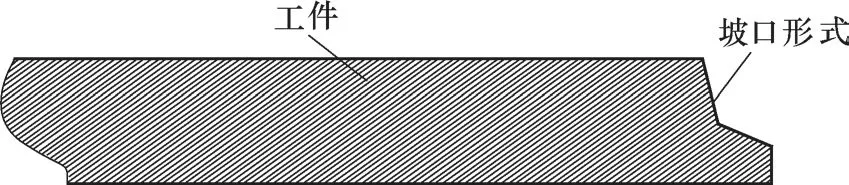
图1
虽然这种坡口形式不能采用火焰切割,而必须上机床加工,会增加一些成本,但由于减少了焊接工作量及焊接变形量,所以总体还是经济合算的。图2是45°、60°V形坡口的焊缝横截面积与VY形复合坡口的焊缝横截面积比较(板厚以100mm为例,有效深度均为70mm)。通过图2计算可知,三种坡口形式的焊缝横截面积分别为2450mm2、4243mm2、2122mm2(图中阴影部分),而且由于VY形坡口中,其下层的坡口角度一般是60°,从而可以保证焊枪喷嘴深入坡口底部施焊。综上分析,VY形坡口的焊接工作量是三种坡口形式中最小的,产生的应力和变形也是最小的,同时最有利于保证焊缝的焊接质量。

图2
另外,由于装配焊接顺序对焊接应力和变形影响也较大,因此在坡口形式确定以后,还需要对装配和焊接顺序进行合理安排。通过对结构分析,如果采用边装边焊的方式,虽然简单,但由于初始刚性差,焊接变形很难控制,所以经过分析,决定采用整体装配后再焊接的方法,这样的好处是装配后形成框架,提高了整体的刚性,有助于减少焊接变形量,但困难是装配后,里面的焊缝就无法焊到。为了解决这一问题,经过慎重分析,在保证结构强度的前提下,决定对筋板上的减重孔的尺寸加以扩大至φ400~φ500mm,保证一个身材略小的人进出(见图3)在整体装配后,焊工从上述圆孔进入焊接内焊缝。焊接时,用鼓风机向里面通风并做好绝缘防护工作,以防止中毒和触电事故的发生。焊接方法是采用熔化极富氩气体保护焊,保护气体成分为80%Ar+20%CO2,焊丝牌号为ER49-1,φ1.2mm,焊接电流控制在350A以内,多层多道焊,注意控制焊接热输入,当温度过高时,要暂停焊接,待温度降至200℃以下时再继续施焊。焊后消除应力退火并矫正变形。

图3
3.结语
通过采用上述措施后,焊后成品件一次通过了检测,重要焊缝进行超声波探伤,均达到Ⅱ级要求,到机加工序后,完全保证了划线加工,没有补焊情况发生,为公司节约了大量的人力物力;同时缩短了生产周期,积累了厚板件的焊接经验,为今后公司的厚板件焊接生产打下了一个良好的基础。
猜你喜欢
现代农机(2022年3期)2022-07-11
焊接(2021年12期)2022-01-20
建材发展导向(2021年9期)2021-07-16
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
组合机床与自动化加工技术(2019年11期)2019-11-27
焊接(2016年9期)2016-02-27
焊接(2016年6期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
制造技术与机床(2015年8期)2015-04-24
制造技术与机床(2015年3期)2015-01-27
