
探寻经济、环保的液氯气化器升温条件
2013-08-16 02:10范君
中国氯碱 2013年10期
范 君
(蓝星化工有限责任公司,山西 太原 030021)
蓝星化工公司是专业生产TDI产品的国有大型企业,3万t/a光气法TDI装置于2003年6月投料试生产一次成功,目前,装置的生产能力已达到4万t/a,生产过程中需要大量的液氯原料,为此,建有专门的液氯贮运车间,正常生产情况下,液氯通过气化器加压法输送到下一工段。
1 常规方法存在的问题
气化器加压法顾名思义就是利用加压的氯气输送液氯原料的方法,在操作过程中,部分液氯经过截止阀进入气化器内,气化器是外有夹套的双封头立式容器,夹套内通有由蒸汽加热的热水,从而使其内部的液氯受热气化产生较高压力的氯气,以此对液氯贮罐内的液氯进行输送。该工艺具有设备简单,投资少的优点,过程不需要复杂的工艺和额外的附属设备,因此,被国内大量的用氯企业所采用。但是,由于液氯气化过程中合适的温度值难以把握,很容易造成超温超压的现象,同时,输送过程结束后的降压操作也需要比较长的时间,由于氯气为剧毒气体,输送完毕的部分高压氯气还需通过碱破坏来中和,既不经济又容易造成二次污染。该公司经过勘察,发现气化槽中的热水由蒸汽加热无离子水产生,热水温度主要由加热蒸汽的调节阀开度控制,蒸汽调节阀开度大热水温度高,液氯急速气化;蒸汽调节阀开度小,液氯气化时间长,输送过程缓慢。综上,急需找寻加热蒸汽阀的合适开度,以达到用最少的液氯消耗完成液氯输送,使整个过程最经济、最环保。
2 解决方案的确定
控制蒸汽阀门开度的是1台现场自动控制阀见图1,其开度由DCS中控室控制,通过改写操作电脑上的阀门开度数据达到控制阀门开度的目的,整个过程都在电脑上有数据曲线记录见图2。
为了找到最适合的蒸汽控制阀开度达到降低液氯消耗的目的,对液氯气化器每次输送操作所消耗的液氯量进行了记录,表1为2011年6月1日至25日所的监测数据,每次蒸汽阀门开度操作对应1个当日液氯消耗(t/次)。

气化槽升压损耗数据来源于气化操作中为气化器提供液氯的气化槽的液位损失,蒸汽阀门开度由图2电脑DCS记录数据得到。表1显示,蒸汽阀门开度初始小,工作时间长,相庆消耗增加;开度增加到一定程度后,消耗降低,然后再增加。
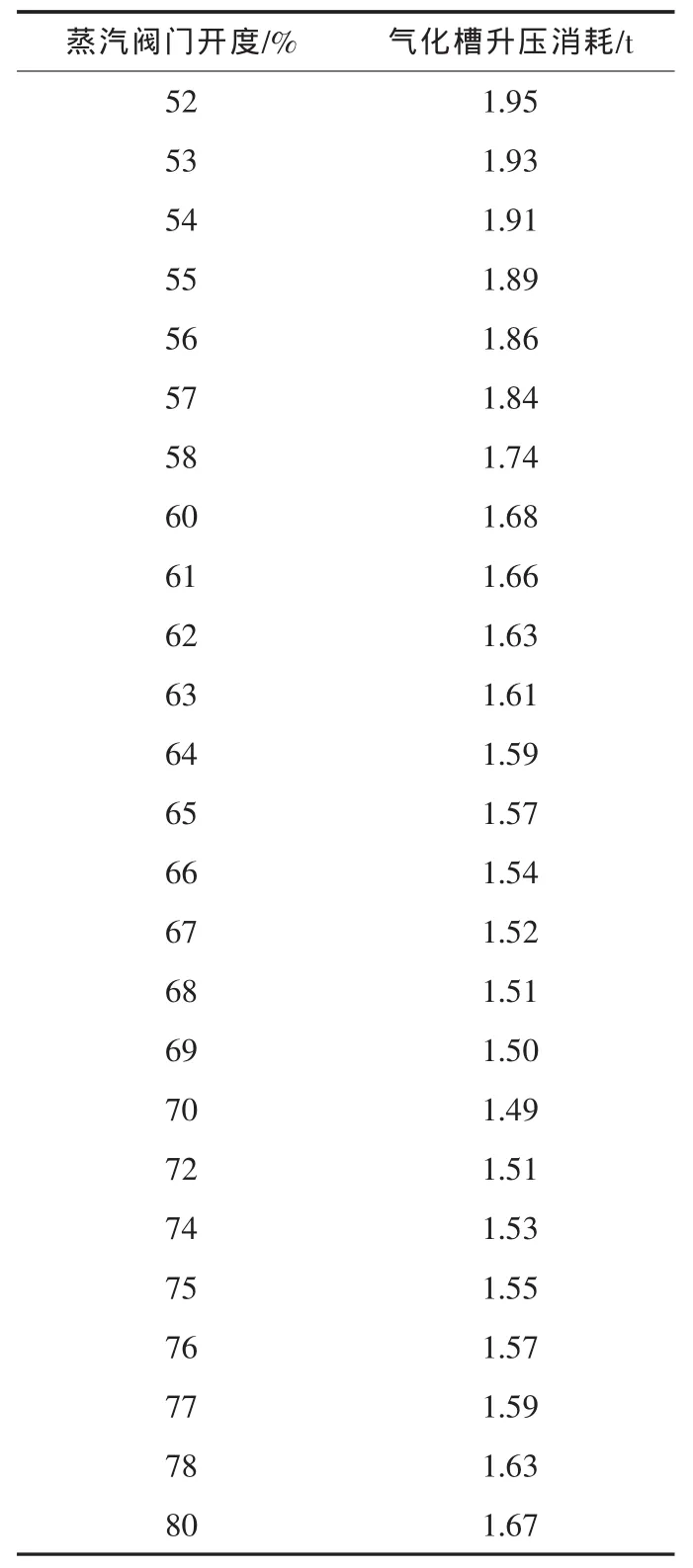
表1 液氯消耗的监测数据
3 找寻最佳阀门开度
如表1所示,蒸汽阀门开度与汽化槽升压消耗具有一定的关系。以气化槽升压消耗为Y轴,蒸汽阀门开度为X轴,运用统计分析软件得出X与Y的拟合线图见图3。

对图3进行相关性分析,根据一般的液相膨胀原理,在液氯加热膨胀的过程中,蒸汽阀门开度小,升压不充分,工作时间长,相应液氯消耗增加。随着开度增加到一定值,气化器中的液氯大量气化,超过需要值,最终,又不得不通过泄压来降压确保系统安全,所以,消耗又开始增加,符合规律。根据统计软件给出的拟合线方程:气化槽升压损耗=(8.829 0-0.208 0)蒸汽阀门开度+0.001 480蒸汽阀门开度2可以看出,气化槽升压消耗(Y)和蒸汽阀门开度X有这样的2次关系,当开度X取值为70时,消耗最小。在X为70时,对Y进行了验证,证明当开度X为70时,消耗1.49t,与历史消耗最低水平1.48基本吻合。
4 运行效益分析
采用财务收益计算方法:收益=液氯消耗差值(现状-目标)×天数(按300天算)×液氯价格,每年的财务收益预估为43.2万元。
在以前的液氯气化控制操作过程中,温度控制没有合理的参照,一切全凭经验,导致大量的氯气原料在碱液中和塔中中和,液氯消耗非常严重,最多时,月损失超过万元,而且,时高时低的气化压力也不利于控制,很容易造成巨大的破坏,污染至周边环境,找到了科学合理的蒸汽开度控制规律以后,液氯消耗迅速降至历史最低,周边环境得到大大改善。
猜你喜欢
中国氯碱(2022年6期)2023-01-06
中国氯碱(2022年10期)2022-11-22
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
仪器仪表用户(2022年4期)2022-04-01
中学生数理化·高一版(2020年2期)2020-04-21
中国化工贸易·上旬刊(2018年9期)2018-09-10
中学化学(2015年5期)2015-07-13
中国氯碱(2015年11期)2015-06-15
