拉拔夹钳液压控制系统的改进
2013-08-24 03:30李文敏
时代农机 2013年1期
李文敏
(新乡职业技术学院,河南 新乡 453000)
1 概述
液压油的长期使用和油温的过高而产生的污染,以及电器控制产生的信号干扰,造成了阀芯的卡死,阀芯内部的泄露和窜流,促使了执行元件的工作不能正常到位,及液压控制系统的控制出现失灵。面对当今市场的液压油高价格来说,让企业按照液压油油品管理规定对液压油进行更换,这如此大的成本费用是无法接受的,而油箱的容积一般都在2~5桶油(170Kg/桶)。另外,液压系统出现故障时,排查难、维修难、长时间的维修严重影响了生产效率,造成了成本浪费,这也是使很多企业头疼的。
将液压的控制系统简单化,减少执行阀的工作点,是很有效的降低成本的。因此,对拉拔机夹钳的液压控制系统进行了改进,将复杂的液压控制系统改成了简单的控制系统,减少了液压产生的故障,降低了成本费用,又提高了设备的生产效率。
2 拉拔夹钳液压控制系统分析
如图1夹钳液压控制系统原理图所示,拉拔机的工作原理,在电器控制下(手动),阀11.0、阀 3.1、阀 3.1得电,阀 4.0失电,管头拉入夹紧压尖头进行拉拔,拉制到工作行程的2/3处,管头拉入松开,此时阀11.0失电、阀3.1、阀3.1得电,阀4.0得电瞬间又失电,拉制完1/3往前运动时,将手动转为自动,阀11.0、阀3.1、阀 3.1、阀 4.0都失电,拉拔夹钳 1和拉拔夹钳2抱紧铜管进行互换连续拉拔,此时以后的拉拔工作完全通过凸轮换向定位液压缸来执行拉拔夹钳1和拉拔夹钳2的工作。
图1夹钳液压控制系统原理图中,阀4.0与阀11.0和阀3.1组成了串并联控制管路,阀4.0控制了两个工作点,管头拉入和拉拔夹钳1,而阀11.0控制管头拉入,阀3.1控制拉拔夹钳1;另外一个管路,阀3.2单独控制拉拔夹钳2,这样的夹钳液压控制系统造成了以下工作问题。
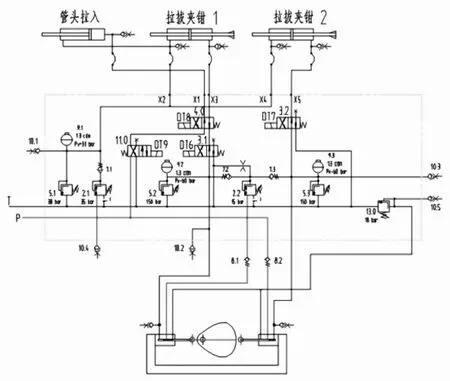
图1 夹钳液压控制系统原理图
(1)电信号干扰。阀4.0与阀11.0和阀3.1组成了串并联控制管路,及阀3.2,很容易产生电信号干扰,尤其阀4.0,阀11.0和阀3.1产生的电信号干扰,使阀4.0执行了拉拔中的两个工作,管头拉入和拉拔夹钳1都工作,管头拉入将管夹扁,无法进行正常的连续拉拔工作,不得不将扁管锯掉进行重新的拉拔,严重影响了正常的生产。
(2)油品污染。 液压油脏,使阀 11.0,阀 4.0,阀 3.1和阀3.2产生堵塞,造成不能正常工作。阀的维修影响了生产,降低了生产效率;以及阀芯的清理和修磨,促使了阀芯配合间隙的增大,给以后的维修工作带来了难度,同样又降低了生产效率。
液压油的长期使用,液压油黏度的降低,造成了阀11.0,阀4.0,阀3.1和阀3.2内部的窜流和泄露,使阀不能正常工作或工作的迟缓,严重影响了正常生产,而液压油的更换,造成了成本的巨大浪费。
(3)成本浪费。图1夹钳液压控制系统原理图,正常连续拉拔生产,阀11.0,阀 4.0,阀 3.1和阀3.2都失电,阀11.0处于关闭状态,阀4.0、阀3.1和阀3.2处于开路状态,完全依靠互换定位液压缸执行拉拔夹钳1和拉拔夹钳2工作的。阀4.0、阀3.1和阀3.2在液压控制系统中是处于开路状态的,而这种阀的市场价格一般在400~600元/个,一套完整的三联拉设备,需要该类阀9个,它们的成本在5000元左右,那么加上阀的泄露和堵塞产生的故障及阀芯的维修,影响生产所造成的成本浪费是很大的。
3 拉拔夹钳液压控制系统改进
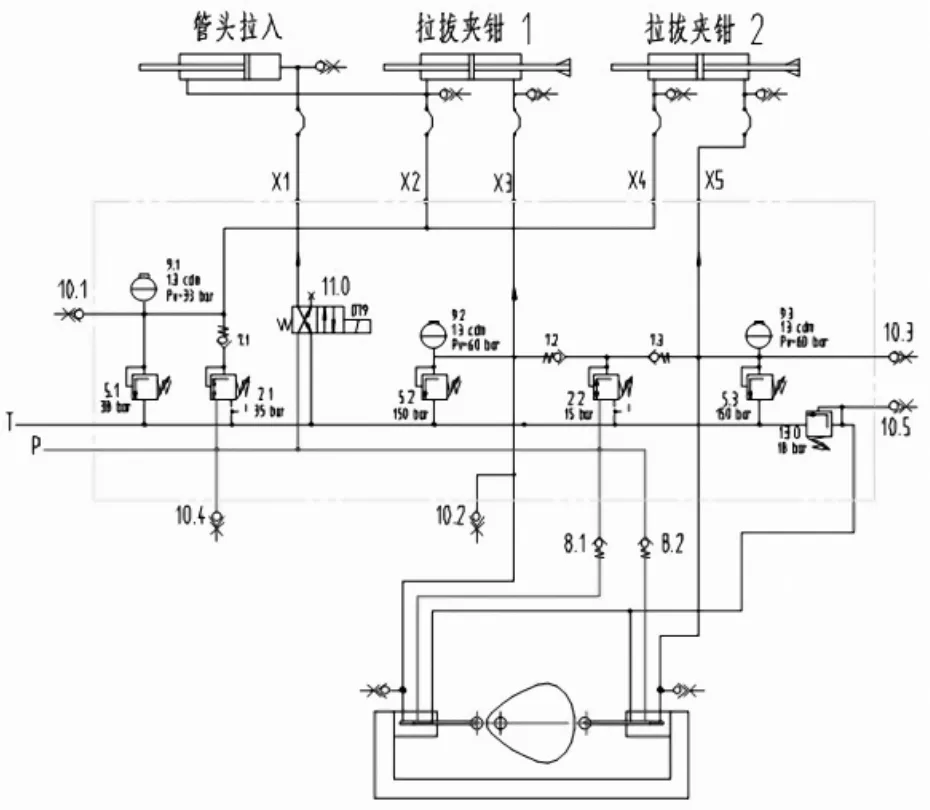
图2 夹钳液压控制系统原理图(改进)
通过以上的分析,对图2夹钳液压控制系统原理图进行了改进,改进如图2夹钳液压控制系统原理图所示,拉拔机的工作原理,在电器控制下,手动使阀11.0得电,管头拉入夹紧压尖头进行拉拔,拉制到工作行程的2/3处,管头拉入松开,此时阀11.0失电,拉制完1/3往前运动时,由手动转为自动,拉拔夹钳1和拉拔夹钳2抱紧铜管进行互换连续拉拔,此时以后的拉拔工作完全通过凸轮换向定位液压缸来执行拉拔夹钳1和拉拔夹钳2的工作。而图2夹钳液压控制系统原理图的改进,解决了以下工作问题。
(1)减少了液压故障,提高了生产效率。夹钳液压控制系统的改进,消除了电器产生的干扰信号,避免了管头牵入和拉拔夹钳同时工作的现象,降低了液压产生的故障,提高了设备生产效率。
(2)降低了成本。图2夹钳液压控制系统原理图,简化了液压控制系统,省去了不必要的阀,杜绝了这些阀产生的液压故障,减少了夹钳液压控制系统的制造费用和阀造成的维修成本。又减少了液压油油品污染产生的阀堵塞、穿流和泄露,降低了液压产生的故障,提高了设备生产效率,同时又减少了液压油的更换,节约了液压油的费用。
4 结语
通过对拉拔夹钳液压控制系统的改进,简化了液压控制系统,减少了液压产生的故障,有效地降低了成本。同时又减少了设备的维修,有效地提高了设备的生产效率。
[1]陆望龙.实用液压机械故障排除与维修大全[M].长沙:湖南科学技术出版社,1999.
[2]姜继海,宋锦春,高常识.液压与气动传动[M].北京:高等教育出版社,2006.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
锻压装备与制造技术(2022年1期)2022-03-24
石油商技(2021年1期)2021-03-29
装备制造技术(2020年2期)2020-12-14
科学咨询(2020年53期)2020-03-19
商品与质量(2019年22期)2019-11-29
科学导报·学术(2019年44期)2019-09-10
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2018年11期)2018-11-23
中国修船(2014年5期)2014-12-18