卧车震纹故障分析与处理
2013-09-03 06:32陈艳芳
中国信息化·学术版 2013年7期
陈艳芳
【摘 要】 加工时出现震纹现象是数控卧车在车削加工中最常见故障之一。本文主要ST-130H数控卧式车床加工轴类、盘类工件时出现震纹的主要影响因素以及处理过程加以概述,并提出了解决此类故障的方法。
【关 键 词】数控卧式车床;震纹;影响因素;故障处理
【中图分类号】TG519.1【文献标识码】A【文章编号】1672-5158(2013)07-0214-01
一、概述
该设备主要用于机车、地铁驱动配件轴类、盘类零件加工(可达IT6精度)。其最大切削直径为630mm,最大切削长度为3000mm。
ST-130H数控卧车结构如图所示,其主要由床身、主轴箱、尾座、数控系统、电气系统、冷却系统、液压系统等组成。
1.1震纹的定义
震纹是工件表面沿母线方向有一条条直线痕迹,自工件横剖面来看,周边呈近似正弦波的曲线,如图1所示。
1.2 震纹的由来及特征
车削是利用刀片和工件之间的相对运动以去除工件表面多余的材料的加工过程。从被加工零件的形成过程可知,在车削加工时,车刀与工件之间存在着振动,将致使刀具与工件之间产生相对位移,改变了它们之间的正确关系,就会在加工表面留下震纹。
工件表面出现震纹最明显的特征就是车床进行车削加工时产生的进给量不规则;另外在机床静止状态下,用手触摸加工完的工件外表面,会感觉其表面有波浪起伏的波纹;再者用粉笔在工件外表面均匀涂抹,可以清晰地分辨出外圆表面纹路。由此可确认是震纹故障。
二、震纹故障的分析处理过程
2.1直波纹故障的分析
由上节可以知道震纹的产生主要是由于车刀片与工件之间的相对运动不正确所引起的,可能导致两者之间不正确相对运动主要因素在于机床、主轴箱、尾座、工件三个方面。
根据以往的维修经验,台湾乔福数控卧式车床加工工件出现震纹应考虑以下几个方面的因素:第一、床身水平问题;第二、机床尾座压力流量;第三、主轴轴承锁紧;第四、尾座主轴;第五、切削刀片;第六、其它可能的影响因素。
2.1.1检查机床水平
机床导轨是斜面导轨,60度,没有专用的角度平尺,不能直接较正水平。找来卡在刀盘上的专用平板,夹在刀盘任意一个刀具位置上,较出来的水平是刀盘的;此时,Z轴上下移支,水平无变化,可以确定Z轴方向水平没有问题,可作为床身水平。再较出横向水平,显示尾座高,移动X轴找N点较水平,总出数据显示尾高头低。在移动X轴时调出监控画面,X轴负载正常,从而排除X轴镶条负载过大的故障。调整横向水平,调到中间高,两头低,同时调整纵向水平,保证纵向的同时,横向水平中间位置高约0.02MM。
2.1.2调整机床尾座压力流量
考虑到在顶工件状态下,系统压力有可能不足,顶到工件后尾座有后退现象,说明尾座的液压锁紧块压力不够,调慢顶尖速度也就是间接地把流量分流液压锁紧块,但是顶尖工作压力不变(保持在4Mpa)。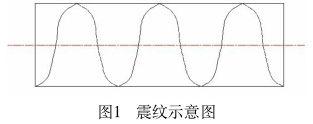
2.1.3主轴轴承锁紧调整
在调整锁紧大螺母时,边调整边运转动主轴,保证不出现卡滞现象,稍微锁紧后重新紧固大螺母上的紧定螺钉。
2.1.4尾座主轴调整
拆下尾座主轴,更换角度轴承,型号:BS35/72/15.2RSZ P4A.UM,双列滚柱轴承:NN3014K/W33 P5.角度轴承有4个,装配方式是3正一反,更换为7207B/P5。角度由原来的85度该为现在的90度,加大轴向承受力。因为改轴承后,尾座主轴后面的轴承位置有变化,要加垫顶到轴承,不能有轴向窜动,并要保证下次维修时能方便拆卸。双列滚柱轴承 主要承受径向力,其预紧的好坏直接影响尾座的使用质量。预紧方式是调整前面的并帽和后面的并帽,前并帽用来压紧,后并帽可以退位置。
2.1.5更换车削刀片
把切削刀片由原来的R1.2更换至R0.8,试车时转速调到300左右,进给量调整为0.35.
2.1.6其它可能的影响因素
针对其它可能的影响因素,按照先机械后电气的故障处理顺序进行排查:使用百分表检查Z轴反向间隙,必要时可调整反向间隙补偿量No . 185,可以通过数控系统对机械间隙进行补偿;检查电机负载惯量比,可发现伺服电机负载过大,且越靠近主轴侧负载越大,排除切屑量过大或进给速度过快的影响,适当减小切屑量和进给速度,观察电机负载仍然较大,检查机械润滑情况,没有明显润滑不良状况,但是发现Z轴防护板变形,在Z轴运行到靠近主轴侧时,变形防护板挤压造成机械负载增大,机床爬行,调整防护板后Z轴抖动现象消失。
系统参数优化可改善因机械特性造成的故障现象,位置环伺服增益No .182,适当增大伺服增益可有效优化因动静摩擦系数差异引起机床爬行,所以在保证机床不会产生振动的情况下,尽量设置伺服增益为较大值,机床反应速度较快,跟随误差、定位误差和轮廓误差都能减小。
排除光栅故障的过程需将全闭环改为半闭环,现将步骤介绍一下:
1)将参数No.1815#1有关Z轴参数OPT改为“0”;
2)修改柔性传动比(No.2084/ No.2085),该参数可通过如下公式设定: n/m=电动机旋转1转时希望的脉冲数/电动机旋转1转时位置反馈的脉冲数=参考计数器容量(NO.1821)/1000000 (最小公约数)。
3)位置脉冲数No.2024=12500。
修改完成后,执行回零操作,再观察Z轴运行状态,如果振动消失可排除光栅故障可能,否则为光栅故障。
三、结论
在处理类似故障过程中可灵活应用,如在本例中,加工工件出现震纹是由于机床Z轴抖动引起的,抖动现象只出现在车轴靠近主轴部分,如果是反向间隙应该整个过程都会出现,在处理过程中,应全面仔细观察分析,判别故障点,快速准确地处理故障。
参考文献
[1] 《HTC63/80n系列 数控车床使用说明书》
猜你喜欢
工业设计(2022年4期)2022-05-17
商情(2020年4期)2020-03-23
环球市场信息导报(2018年17期)2018-08-05
科学与财富(2018年11期)2018-06-11
职业·下旬(2017年9期)2017-10-31
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
智能制造(2015年5期)2015-05-29
科技资讯(2014年26期)2014-12-03
职业·中旬(2009年10期)2009-01-22