
切削用量对车削Ti6Al4V切削力影响的研究*
2013-09-27 01:31姜增辉李玉朋
制造技术与机床 2013年8期
姜增辉 李玉朋 吕 杨
(沈阳理工大学机械工程学院,辽宁沈阳 110159)
钛合金优良的特性使其在航天、航空领域应用非常广泛,但其切削温度高、回弹量大及化学活性强,使得钛合金成为典型的难加工材料[1-3]。应用在航空工业上的钛合金零件主要是薄壁结构件,此类工件的形状精度对于切削力很敏感。因此掌握切削力的特点对于合理选择切削参数,提高加工质量和效率有着重要的现实意义。国内外学者对钛合金切削力进行了大量研究,满忠雷[4]等基于绿色切削的理念,用硬质合金刀具进行了高速铣削钛合金的单因素试验,得出了径向切深、轴向切深、每齿进给量和铣削速度对铣削力的影响规律。耿国盛[5]通过正交试验进行了铣削力和铣刀磨损的测量,考察评估了β21s高强度钛合金的铣削加工性,并通过试验优化了该型钛合金的铣削加工参数。齐德新[6]对铣削钛合金 BT20的切削力进行了研究,对刀具材料、合理几何参数、最佳切削用量进行优选,在此基础上研制出适用该材料的新型端面铣削刀具。以上研究切削用量对切削力的影响主要是从切削层面积出发,未提及基于刀具在基面内受到的挤压力来分析切削力的变化规律。本文拟采用硬质合金刀具进行干车削加工钛合金(Ti6Al4V)的试验,研究基于刀具在基面内受到的挤压力来分析切削力的变化规律。
1 试验条件
1.1 工件材料
试验材料为Ti6Al4V钛合金,主要力学性能见表1,其化学成分见表2。采用工件长度为334 mm,直径127.4 mm。

表1 Ti-6Al-4V钛合金力学性能

表2 Ti6Al4V钛合金化学成分
1.2 刀具及测量设备
试验使用CAK6150数控车床,采用株洲钻石刀具厂生产的机夹式外圆车刀,刀片型号为CNMG432,牌号为YBM251,配套刀杆型号为MCLNR2525M12。刀片几何参数为:前角 -4°,后角6°,刀尖角80°,刀尖圆弧半径R=0.8 mm,刀具主偏角95°,副偏角5°。图1为试验所选用的刀片和刀杆。

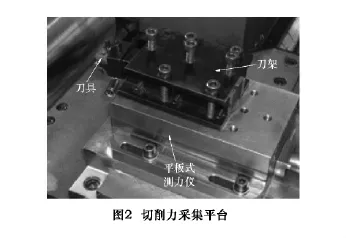
试验采用瑞士KISTLER测力仪,如图2所示。图中被紧固在进给机构上的银白色装置为Dynamometer Type 9257B型平板式测力仪,最顶端黑色部分为 KISTLER9403型刀架,通过信号采集器测得的切削力电信号经过电荷放大器,再通过数据采集卡传输到计算机中,在计算机中可以通过DynoWare软件控制切削力采集的起始终了时间,调节采样频率等,最终切削力数据文件记录在计算机硬盘中。
2 试验结果分析
本文采用单因素试验法,将硬质合金刀具切削Ti6Al4V时切削速度、进给量和切削深度对切削力的影响规律进行了研究。
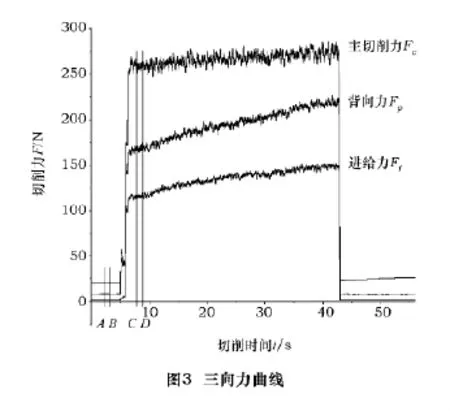
图3是v=170 m/min,ap=0.5 mm,f=0.2 mm/r时DynoWare软件采集的三向力的变化曲线。
由图3可以看出主切削力最大,背向力次之,进给力最小,随着切削时间的增加,主切削力小幅增大,背向力和进给力持续增大,且三向力都存在高频振动。本文采集刀具未发生明显磨损时的切削力作为试验数据,如图3中CD段切削力的平均值减去未切削时的漂移值(AB段的平均值)。
2.1 切削速度对切削力的影响
由图4可以看出,在切削速度低时,背向力Fp和进给力Ff较小,在切削速度超过94 m/min后,主切削力Fc有减小趋势,而进给力Ff和背向力Fp有增大趋势。产生这一现象的原因是在切削速度较低时,刀-屑面间不易粘结,摩擦系数小,切削变形小,故切削力小;随着速度的提高,粘结逐渐严重,摩擦因数增大,切削变形大,主切削力增大;切削速度的进一步提高,切削区温度升高,使被切削工件发生一定程度的热软化,导致主切削力减小。同时由于温度升高,工件回弹加剧,使得工件与后刀面和副后刀面的挤压和摩擦加剧,最终反映为进给力和背向力增大。

综上所述,在切削Ti6Al4V钛合金时切削速度对切削力的影响不大,在切削速度较高时,主切削力减小、进给力和背向力增大。
2.2 进给量对切削力的影响
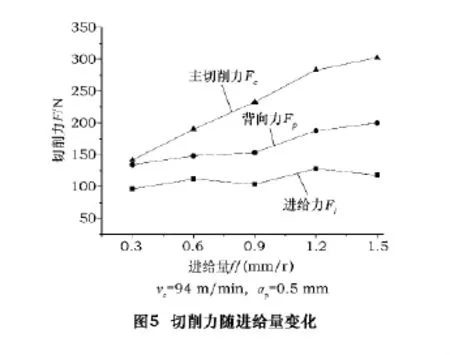
由图5中可以看出,进给力Ff的线性增长趋势不明显,说明进给量对进给力的影响最小。
如图1将单用户数据分级为普通数据和机密数据,普通数据调制成大功率信号s(t),机密数据调制成功率较小的机密信号w(t),然后将大信号和小信号叠加发送,发送信号表示为
主切削力Fc和背向力Fp随进给量增加有增大趋势,而且基本是呈线性增长。这是因为随着进给量的增加,切削面积成比例增大,导致主切削力成比例增大。
背向力Fp和进给力Ff的变化规律可以通过基面内刀具受到的挤压力分析,如图6所示。

实线区域为刀具初始位置,虚线区域为工件转动一周后的刀具位置,阴影部分为切削层截面。
切削深度ap=0.5 mm,进给量f为0.2 mm/r,在图中切削刃表现为弧OA。可以认为切削层对刀尖的挤压力作用在弧OA的中点上,作用方向指向刀尖圆弧的圆心。将Fn沿工件轴向和径向分解可得合力与分力的比值关系为Fn∶Fy∶Fx=100∶83∶56,因此在此切削深度下,随着进给量的增加,进给力和背向力都有增大趋势,且背向力的增大趋势比进给力明显。
分析得出,主切削力和背向力受进给量的影响比较大,其变化趋势基本是线性的,而进给力Ff受进给量的影响较小。
2.3 切削深度对切削力影响
由图7中可以看出,主切削力Fc和进给力Ff随着切削深度的增加呈增大趋势,而且与切削深度的关系基本是线性的,而背向力Fp随着切削深度的增加先增大后减小。
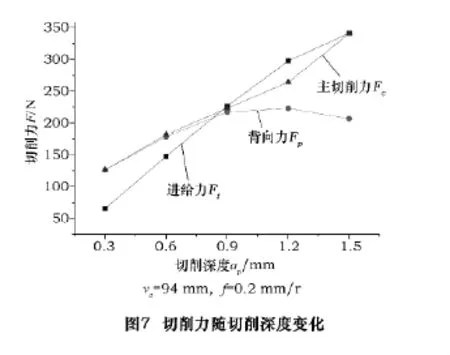
增加切削深度会使得切削层面积增加,所以主切削力会随着切削深度的增加而增大,而且在不考虑切削层变形程度的情况下,主切削力随切削深度的变化基本是线性的,而背向力和进给力的变化规律需要通过基面内不同切削层对刀具的作用力来解释。
图8为切削深度由0.3~1.5 mm变化时,实际参与切削的切削刃长度和工件对刀具挤压力的示意图。圆心为O。A为刀刃与工件已加工表面的相切点,B、C、D、E、F为五种切削深度下刀刃与工件未加工表面的切点。
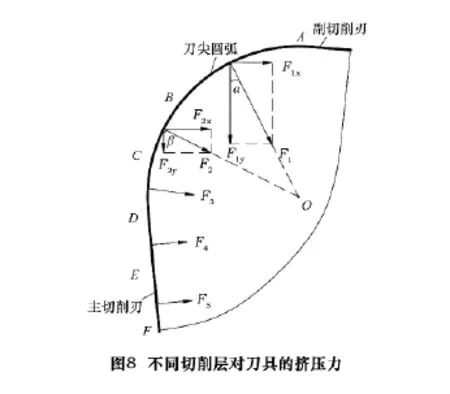
由图8中可以看出,不同的切削层对于刀具的挤压力大小和方向均不同。当切削深度ap=0.3 mm时,参与切削的切削刃为弧AB,此时工件对刀具的挤压力为F1,作用点在弧AB的中点,方向指向刀尖圆弧的圆心O。将F1沿工件轴向和背向分解为F1x、F1y,由几何关系可以算得α=25.7°,所以合力与分力大小的比值关系为F1∶F1x∶F1y=10∶4∶9,所以在切深为0.3 mm时,挤压力在轴向的分力小于背向的分力,对应图7中的实验结果,进给力Ff小于背向力Fp。
当切削深度ap=0.6 mm时,参与切削的切削刃为弧AC,此时的刀具受到的挤压力可以看作F1与F2的矢量和。由此可得,F2合力与分力大小的比值关系为F2∶FX2∶FY2=100∶89∶45。图中弧AB与弧BC的长度不等,所以在这两段切削刃上刀具受到的挤压力也不同,由几何关系可以算得,弧AB=0.716 mm,弧BC=0.338 mm。假定刀具单位长度切削刃上受到的挤压力相同,设为b(N/mm),则弧AC受到的挤压力轴向分力Fx和背向分力Fy分别为:

得出:Fx=0.587b
Fy=0.797b
Fx<Fy,所以在切深为0.6 mm时,挤压力在轴向的分力小于背向的分力,对应图7中的实验结果,进给力Ff小于背向力Fp。
当切削深度ap=0.9 mm时,切削刃为弧AD。由几何关系可以算得此时挤压力在轴向的分力为0.887b,大于背向分力0.826b,对应图7中的实验结果,进给力Ff大于背向力Fp。
当切削深度超过0.869 7 mm后,主切削刃参与切削。DE、EF均为直线段,所以F4和F5的大小方向均相等。由图8可见,这两个力在背向的分力方向向上,所以当切削深度超过0.869 7 mm后,背向力Fp减小,与图7中变化趋势一致。
分析可得,刀尖圆弧半径是0.8 mm时,主切削力和进给力随着切削深度的增加有增长趋势,且基本是线性增长;背向力先随切削深度增加而增大,切削深度超过0.869 7 mm呈减小趋势。
3 结语
研究了Ti6Al4V车削过程中切削用量对切削力的影响规律,得到了以下结论:(1)在切削用量中,切削深度和进给量对切削力的影响较大,切削速度对于切削力的影响较小。进给量对背向力的影响最大,切削深度对进给力的影响最大。(2)刀尖圆弧半径决定实际参与切削的切削刃长度,进而影响切削过程中的进给力和背向力的比例关系和变化规律。当刀尖圆弧半径0.8 mm时,进给力随着切削深度的增加有增大趋势;背向力首先随切削深度增加而增大,当切削深度超过0.869 7 mm时背向力呈下降趋势。
[1]Ezugwu E O,Bonney J,Yamane Y.An overview of the machine ability of aeroen - gine alloys[J].Journal of Materials Processing Technology,2003,134:233 -253.
[2]齐德新,马光锋,张桂木.钛合金切削加工性综述[J].煤矿机械,2002(11):3-4.
[3]Arrazola P J,Garay A,Iriarte L M.Machinability of titanium alloys(Ti6Al4V and Ti555.3)[J].Journal of Materials Processing Technology,2009,209:2223 -2230.
[4]满忠雷,何宁,武凯.不同介质下钛合金高速铣削时铣削力的研究[J].机械工程师,2004(4):5 -8.
[5]耿国盛,徐九华,于冬梅,等.β21s高强度钛合金的铣削试验研究[J].新技术新工艺,2002(31):97 -98.
[6]齐德新.BT20钛合金切削加工性研究[D].阜新:辽宁工程技术大学,2002:42-52.
猜你喜欢
World Journal of Hepatology(2022年10期)2022-11-29
装备制造技术(2020年4期)2020-12-25
东坡赤壁诗词(2020年4期)2020-09-02
新教育论坛(2019年27期)2019-09-10
奥秘(2019年1期)2019-03-28
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
青春岁月(2016年5期)2016-10-21
求知导刊(2016年1期)2016-02-18
小学生·多元智能大王(2015年4期)2015-05-18
