
一种研磨抛光机供液系统的设计
2013-10-11 01:40郑森伟孙德红
湖北开放大学学报 2013年5期
郑森伟,刘 伟,王 伟,孙德红
(1.华侨大学机电学院,福建 厦门 361000;2.闽南理工学院,福建 石狮 362700)
作者郑森伟系华侨大学在读研究生,闽南理工学院教师。
1.引言
研磨抛光作为机械抛光的一种,是各种抛光方法中加工精度相对较高的设备。利用该加工方式,工件表面粗糙度可以达到0.1μm以下。研磨抛光机在研磨抛光过程中需要连续不断的提供研磨抛光液,才能使工件持续、均匀地进行研磨抛光[1-2]。而含有磨料的研抛液需要被压紧在工件被加工表面上,通过这些磨料对加工表面的研磨达到研磨抛光的效果。因此研磨抛光液中的磨料是否均匀对于工件的加工表面质量至关重要。由于研磨抛光液中含有磨料,当抛光液流动一段距离或者停止流动,这些磨料往往会沉淀到底部,这样就会造成抛光液中的磨料太少,研磨效果不够或者研磨抛光液磨料混合不够均匀,在抛光时工件表面加工力度不一[3]。
研磨抛光机的供液系统,在其工作时要求能够连续稳定的提供研磨抛光液到工件被加工表面[2]。传统的供液系统中,一般研磨机所需要的抛光液储存在储液缸内,通过输送泵的抽吸加压,由输送管路输送到研磨抛光机上,然后调节管道阀门大小,从而调节抛光液流速,使需要的抛光液通过上磨盘流通到工件被加工表面上,然后通过回流管使用过的抛光液回流到储液缸内。传统研磨抛光液供液系统结构如图1所示[4-5]。然而该供液系统还存在一些不足:在长时间的工作过程中储液罐内容易产生沉淀,所提供的研磨抛光液到经过一段时间后,研磨抛光效果逐渐变差。阀门上容易沉淀磨料,致使阀门失去调节效果,从而需要进行更换,影响抛光的正常进行造成工期延误。
本文针对传统抛光液供液系统的缺点,进行设计开发,使之在满足提供磨料混合均匀的抛光液,并使用无阀门缓冲装置避免阀门坏死,提高抛光质量,节约进行再次拌料与更换阀门的时间。
2.自搅拌研磨抛光机供液系统设计
传统的抛光机供液系统,其抛光液从储液缸通过输送泵抽取出来,经输送管输送到抛光机内,然后回流到储液缸。由于研磨抛光的工作往往是一个缓慢的过程,经常需要几天的时间才能研磨好工件,然而在这样长时间的工作中,其磨料会慢慢的沉淀到储液缸底部或者在阀门之中导致阀门失效。为此设计带有可回流自动搅拌研磨液装置和无阀门可调压研磨抛光液缓冲筒的供液系统,如图2所示。
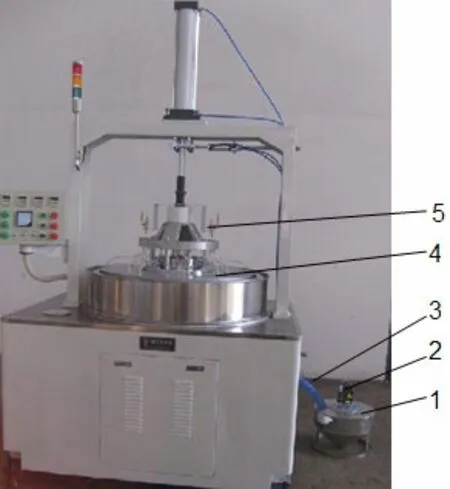
图1 传统抛光机供液系统
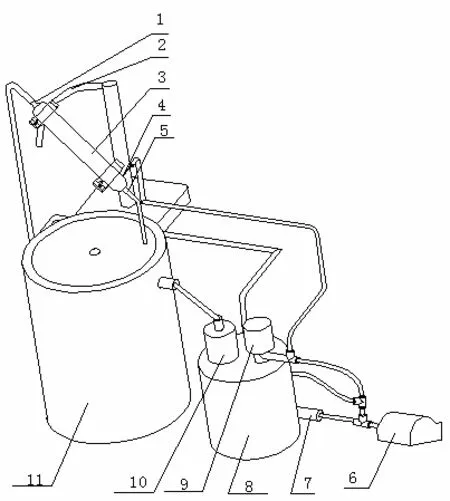
图2 自搅拌供液系统示意图
回流自动搅拌研磨液装置,是将储液缸底部沿边切向方向设置一个入口接头作为储液缸回流口,由接头连接一条管道,再连接上三通接头,在三通接头分出的两头,一头连接一提供压力的气压装置,一头连接储液缸上部,把经过过滤的抛光液及从缓冲筒回流的抛光液引流向储液缸回流口,在回流到储液缸回流口是,由气泵提供的气压,直接把回流的抛光液从储液缸回流口,以一定的压力冲刷进储液缸内,如图2所示。此时沉淀到底部的磨料经过回流液的冲刷,便悬浮起来,回流抛光液会起到自动搅拌的效果,从而防止了磨料的沉淀,达到磨料均匀的游离在抛光液中的效果。
无阀门可调压研磨抛光液缓冲筒,在标有角度刻度的支架上安装固定一缓冲筒,缓冲筒上,沿着其圆周切向方向设置一缓冲筒进口,由输送泵抽取的研磨抛光液通过缓冲筒进口沿着缓冲筒的圆柱面切向方向冲入缓冲筒,从而使缓冲筒内的抛光液进行沿着圆周方向运动,起来抛光液的再次搅拌。在缓冲筒的上方设置一缓冲筒回流口,当缓冲筒充满抛光液时,多余的抛光液会通过缓冲筒回流口回流到储液缸内。在缓冲筒下方设置一缓冲筒出口,抛光液通过缓冲筒出口流向抛光机上磨盘参与研磨抛光,如图2所示。由于缓冲筒出口没有设置阀门进行调节抛光液的流量,此时沿着带刻度支架的弧臂摆动缓冲筒,可以使缓冲筒从水平0°到竖直90°进行摆放,这样缓冲筒出口出的水压就可以随之改变,从而调节抛光液的流量。
3.供液系统自搅拌冲刷力及缓冲筒供液流量校核
在抛光液沉淀自动搅拌过程中需要进行一定的冲击力进行搅拌。拟以容积为10kg的储液缸装有深度为400mm高的抛光液为例,在缸底所产生的压强为0.04MP的气压推动回流抛光液进入储料缸底部时,当磨料沉淀到缸底时,抛光液回流入口直径为 20mm,由气泵提供的 0.2MP气压抵消0.04MP剩0.16MP,根据F=P×S,可获得20kg的推力便可满足整个储料缸的研磨抛光液自搅拌,随着出料缸容积的变化可是当调整气压阀门改变提供的气压来调整回流冲刷的力度。
缓冲筒以直径为50mm长度1000mm,缓冲筒出口直径为20mm,缓冲筒摆放刻度可从0°度调到90°,根据p=ρgh缓冲筒底部抛光液压力范围为 0~0.01MP,当水压在0.01MP时,=2×g×h,其中的 g为重力加速度,h是水压高度,10m水柱约等于一个大气压,其h值为1,当缓冲筒竖直 90°时其 h=0.1,故=2×g×h=2×9.8×0.1=1.96,其研磨抛光液流速度为v液=1.4m/s,每分钟流量为V=v液×60×s,s=π×r2=3.14×(0.01)2,V=1.4×60×3.14×10-4=26.4ml/min,由于研磨抛光所需的研磨抛光液流速相对比较缓慢,只需流量为就足够 10ml/min,故缓冲筒提供的抛光液流量范围0~26.4ml/min能满足抛光需求。
4.结语
针对研磨抛光机供液系统中研磨抛光液容易沉淀造成磨料分布不均及供液系统中阀门容易因磨料沉淀造成坏死的缺点,设计出新的研磨抛光机供液系统可得以下结论:
(1)对回流抛光液提供一定的压力,进行冲刷储液缸底部能实现自动搅拌功能。
(2)抛光液进入缓冲筒时,可实现再次搅拌效果。
(3)缓冲筒可摆动角度改变供液压力,代替阀门控制抛光液的供液流量。
[1]王贵成. 精密加工技术实用手册[M]. 武汉:武汉理工大学出版社,2003.
[2]周志斌,肖沙里,周宴,等. 现代超精密加工技术的概况及应用[J]. 现代制造工程,2005,(1).
[3]马云,刘存海,等. 我国抛光处理材料的研发现状[J]. 新技术新工艺,2013,(12).
[4]钱宁,阮健,李伟. 双面抛光机气动伺服加载系统分析[J]. 机床与液压,2006,(8).
[5]胡晓珍,李伟. 超精密双面抛光机结构的优化设计[J]. 制造技术与机床,2009,(3).
猜你喜欢
表面技术(2022年12期)2023-01-09
太原理工大学学报(2022年3期)2022-05-24
一重技术(2021年5期)2022-01-18
橡塑技术与装备(2021年11期)2021-06-16
橡塑技术与装备(2021年6期)2021-03-19
传动技术(2019年1期)2019-09-05
中原工学院学报(2019年1期)2019-03-15
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
河南科技(2018年7期)2018-09-10
