
压力管式分布器连接件的改进设计
2013-10-15 08:10杨建远程学泰
化工装备技术 2013年4期
杨建远 程学泰
(山东旭洋机械集团股份有限公司)
填料塔的内件是整个填料塔的核心部分。内件的结构设计是填料塔设计中的重要环节。压力管式分布器是填料塔中的一个重要内件,用于将物料分布到填料层。为避免分布器在加料时可能因物料流入而引起支管振颤的现象,通常采用将分布管与塔内筒体固定的方法来解决这一问题。这样,就需要在筒体上焊接一定数量的连接件。同时,考虑到受温差变化的影响,各分布管会在各自轴向产生一定的伸缩量,必须在分布管轴向留有足够的游隙,允许其相对于连接件作滑动。常用连接形式中,有些会存在工艺、制造或安装方面问题。
1 常见的连接件形式
压力管式分布器各分布管与设备内壁相连接,其实现方式必须满足以下两个方面条件:一是能承受分布器本身重力及物料作用力;二是能给分布器以充足的温差伸缩自由和空间。
常见的连接形式如图1所示。
连接件由固定连接板、活动连接板和紧固件等组成。活动连接板焊接在分布管上,固定连接板焊接在设备内壁上,两者之间通过螺栓、螺母连接。这是一种由固定连接板、U形螺栓和螺母组成的连接形式,如图2所示。U形螺栓和螺母将各分布管直接固定在固定连接板上。
2 连接件的改进
一般来说,所用连接件应尽可能不造成工艺指标降低,并要求加工工件少、制造简单、安装方便。现以固定连接板、U形螺栓和螺母组成的连接形式为例,讨论对连接件的改进方法 (见图3)。
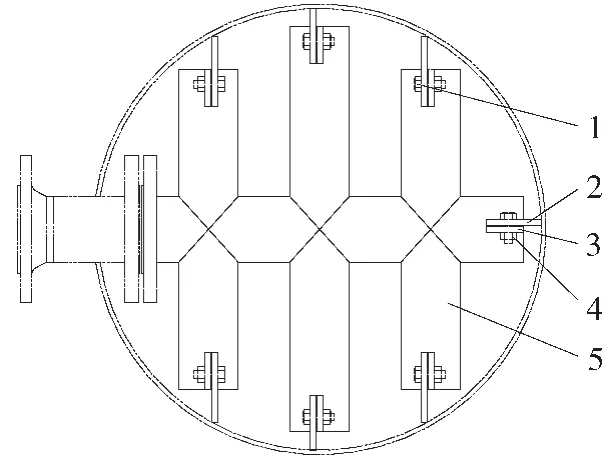
图1 由连接板和紧固件组成的连接形式
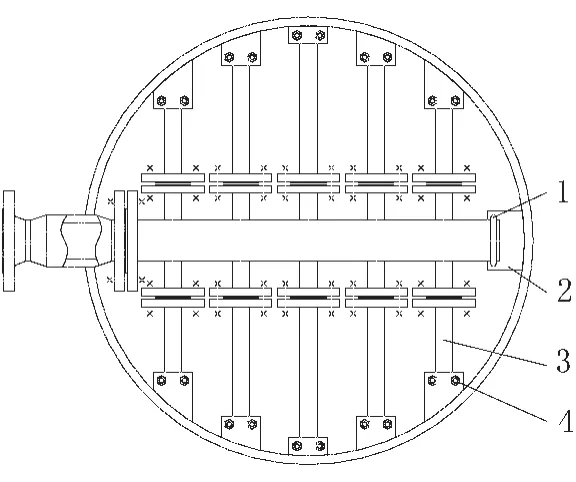
图2 由连接板、U形螺栓和螺母组成的连接形式

图3 由连接板、J形螺栓和螺母组成的连接形式
将U形螺栓割除一侧螺纹段,割线稍靠近U形螺栓弯曲段,留3~5 mm直边段。制作后该螺栓似 “J”形,固以下称J形螺栓。压力管式分布器与筒体焊接时,其连接件由横向组焊改为纵向组焊。J形螺栓钩住分布管末端,通过螺母固定在固定连接板上。
3 特点分析
3.1 工艺
将固定连接件由横向组焊改为纵向组焊,有利于增加塔器的流通面积。在保证刚度的前提下,设计固定连接件时要考虑螺栓的紧固操作空间,即操作空间的尺寸不能很小。若固定连接件横向布置,必然会减少流通面积。尤其在小直径塔器中,这种情况更加突出。
采用固定连接件纵向组焊并配合J形螺栓,能够增加管式分布器的可用面积。当固定连接件横向布置时,支承分布管的固定件必然遮挡一部分分布管的面积,这样分布管的分布潜力就未能完全利用。改进后的结构,只有J形螺栓遮挡分布管面积,显然,这种连接形式要好得多,有利于提高填料塔的工艺性能。
3.2 制造
将固定连接件形状简化为长方形,这样易于加工。由图2可知,原结构连接件与筒体连接端,需要做成与筒体内壁弧线相吻合的形状。加工弧线边缘工艺复杂,并且各连接件弧形大多不一致,制造很费工、费时。改变与设备内壁的连接方向,就可克服这些弊端。另外,采用J形螺栓,只需加工一端螺纹,减少了一半的加工量。
3.3 安装
纵向布置连接件,安装简单,消除了普通压力管式分布器存在的仅适于上装或下装的限制。压力管式分布器安装要求水平度公差为3 mm。当连接件横向组焊时,其焊接变形方向正是安装水平度的敏感方向,这就对连接件的定位有较为严格的要求。而纵向布置连接件恰好与之相反,其好处显而易见。当连接件横向组焊时,紧固螺母一定是在分布器的一侧,这就决定了只能在该侧进行安装。改进后,螺母在分布管间,无论在哪侧装卸其难易程度都一样,都相对简单。
3.4 缺点
J形螺栓制作稍显复杂。在装配时,应防止J形螺栓较短侧拧伤各支管。J形螺栓需采用双螺母紧固,以防松脱。
4 结语
相对于原有的连接件形式,固定连接件改为纵向组焊,有利于增加塔器的流通面积。连接件形状简化为长方形,易于加工。纵向布置连接件,安装简单。总之,改进后的连接件较为合理、实用。
猜你喜欢
机械工程师(2023年1期)2023-02-18
中氮肥(2022年6期)2022-03-04
压力容器(2020年2期)2020-03-25
煤炭加工与综合利用(2019年8期)2019-09-20
压力容器(2019年3期)2019-05-13
石油化工建设(2018年6期)2018-04-22
石油化工建设(2017年2期)2017-06-05
化工管理(2017年25期)2017-03-05
焊接(2016年10期)2016-02-27
石油化工建设(2015年3期)2015-12-01
