
成组技术在零件分类编码中的应用
2013-12-10 03:51袁维
装备制造技术 2013年6期
袁 维
(湖北新冶钢机制事业部,湖北 黄石435000)
目前在我国机械制造业中普遍的生产特点为:产品项目多、批量小、数量少,生产准备工作量大、计划性差、各车间通用设备比较多,产品制造过程复杂,很多产品的制作过程涉及到几个生产车间,生产周期相对比较长,对用户需求变化的反应也较慢,生产效率低及不利于生产的协调计划、组织管理等。为了提高工艺文件的品质,减少工艺人员的重复劳动,实现工艺文件标准化和管理上的合理化,我们可以运用成组技术的原理和方法,对加工零件进行分类编码。
1 成组技术的基本原理
所谓成组技术,就是用科学的方法将企业生产的多种产品、部(组)件和零件,按照特定的相似性准则(分类系统)分类归组,并按零件族的工艺要求配备相应的工装设备,采用适当的布置形式组织成组加工,从而实现产品设计、生产准备、工艺制造和生产管理的合理化和科学化,以达到扩大生产的目的。其基本原理如图1所示。
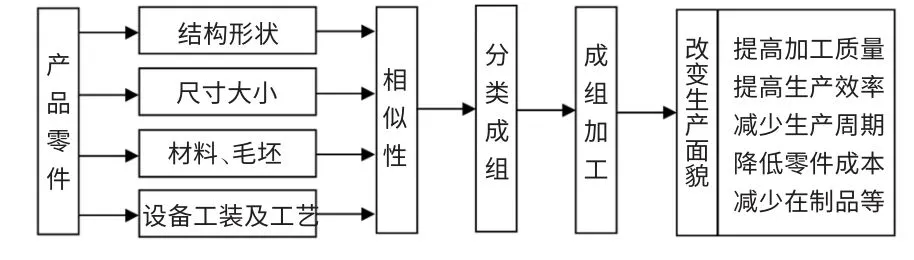
图1 成组技术的基本原理
2 零件分类编码方法
零件分类编组的目的是减少零件品种和形成零件组。本文探讨的分类编号是在我国JLBM-1分类编码系统的基础上,根据具体情况来编制零件编码的。整个零件编码由15位数组成,其基本结构如表1所示。
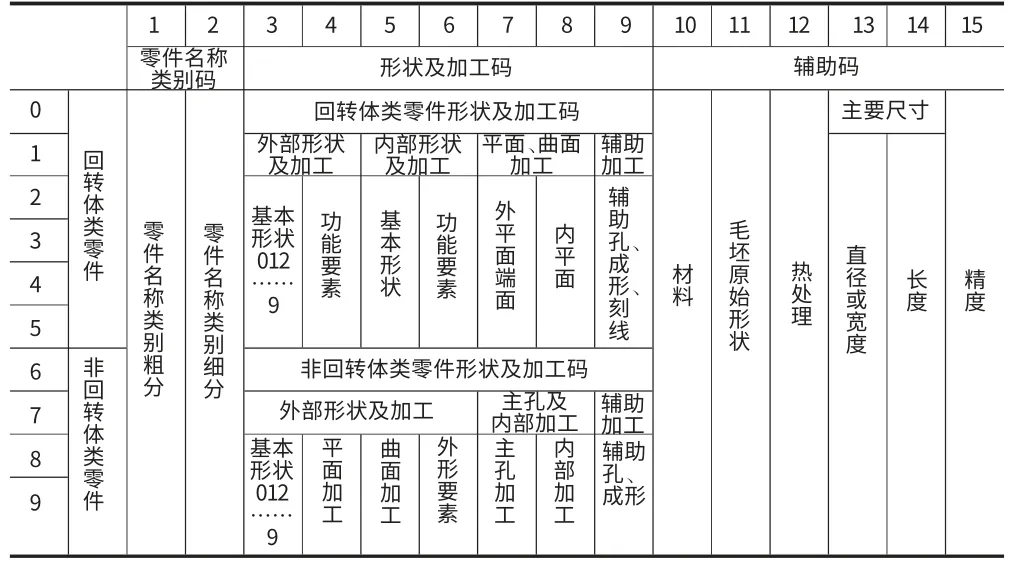
表1 分类编码系统的基本结构
系统的一、二码位表示零件的名称类别,采用零件的功能和名称作为标志以便于检索。但由于零件的名称极不统一,同名的零件可能其结构形状截然不同,不同名的零件却可能有相似的结构形状,因此为防止混乱,在分类前必须先对零件名称进行标准化和统一。系统名称类别分类表第三~九码位是性状及加工码,分别表示回转体零件和非回转体零件的外部形状、内部形状、平面、孔及其加工与辅助加工的种类。十~十五码位是辅助码,表示零件的材料、毛坯、热处理、主要尺寸和精度的特征。精度码规定了低精度、中等精度、高精度和超高精度四个档次。在中等精度和高精度两个档次中,再按有精度要求的不同加工表面而细分为几个类型,以不同的特征码来表示。
在按某些相似特征将零件分类时,应注意两个方面:
(1)相似性标准不能太高,要求过严,以致使零件不易汇集成组。这样会导致不重要的特征差别掩盖了实际存在着的、并可利用的相似性。
(2)相似性标准不能太低,过于粗略,以至于归属于同一组的零件种数太多,使组内零件间差异性太大,从而不能很好地利用零件的相似性。
传统的手工编码,即由人根据系统的编码准则,对照零件图及其加工工艺,编出零件的相关代码。这种方法速度慢,特别是码位较多时,编码工作量大,人工难以承受,且编码出错的比率也较高。因此目前,采用计算机辅助编码系统软件用人机对话的方式对零件进行自动编码,这样可以节省人力,加快速度,并且可以大大降低编码出错的比率。零件分类编码系统流程如图2所示。程序设有两个数据文件,分别存储零件族特征矩阵和待分类零件的编码(识别码和分类码)。分类步骤为:先取一个零件族特征矩阵,令其与所有的待分类零件逐个相匹配,凡是与其相匹配的皆归属于该零件族,照此循环直至所有零件族特征矩阵依次与待分类的各零件皆进行过匹配为止。
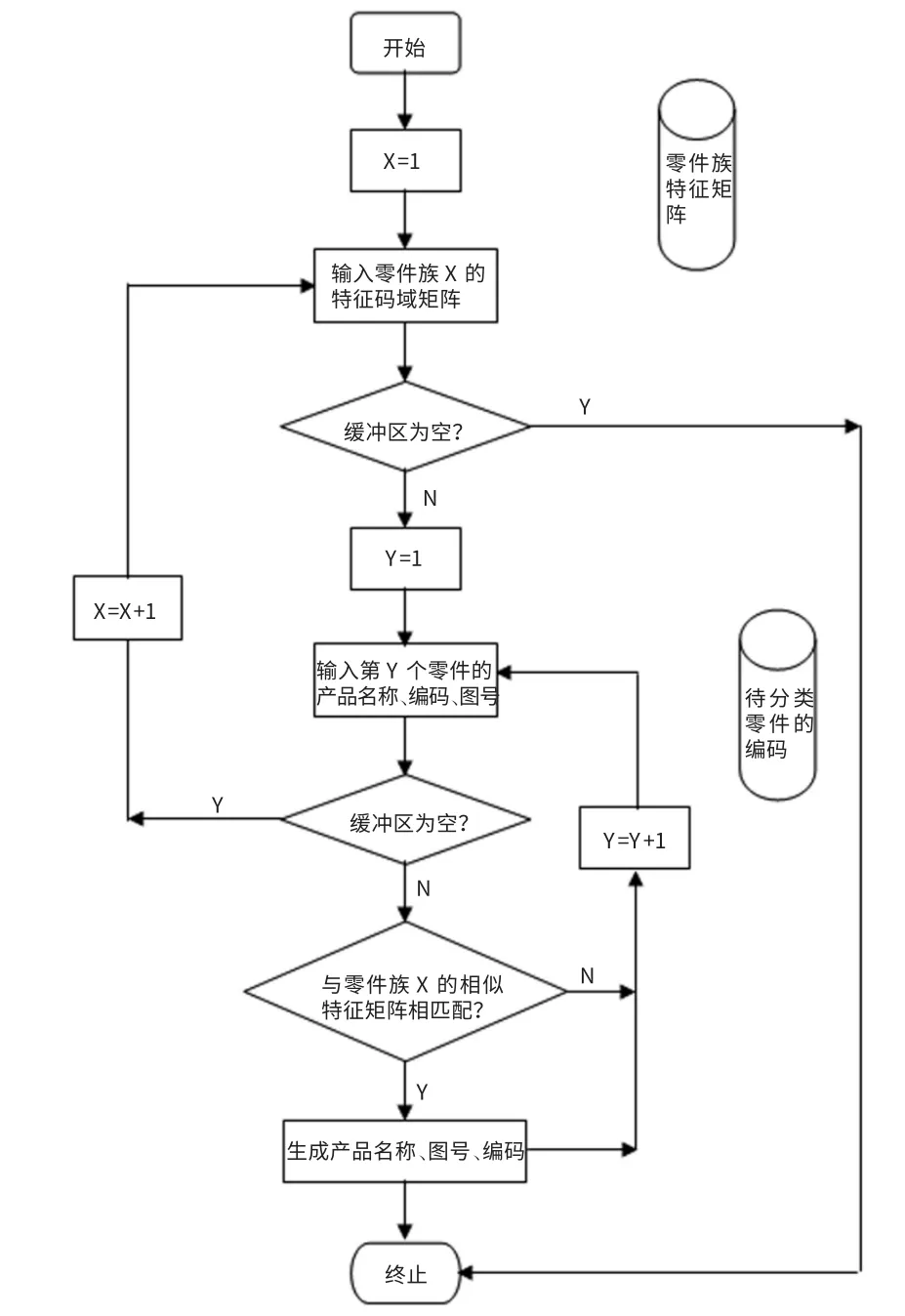
图2 零件分类编码系统流程图
3 零件分类编码的作用
采用成组技术将零件进行分类编码,并非只对零件的分类分组有用,其主要功能还在于能搜集和检索有关零件从设计、工艺到生产的各种信息。
(1)利用零件分类编码结果得出企业的零件频谱,通过对企业的产品分类编码汇总,统计出其中每个码位上的各个代码出现的频率,可得出企业产品零件总体在每个结构—工艺特征上的统计分布,这些统计分布便构成企业的产品零件频谱,集中反映了这个企业在产品设计、制造工艺和生产等方面的基本数据,是企业据以进行生产合理化和制订技术改造方针的重要原始资料。
(2)零件分类编码的结果是实现设计—工艺标准化的基础,通过分类编码,能汇集出相似结构—工艺的零件组,为实现相似零件的结构标准化、通用化和系列化,以及为制造相似零件所用的工艺规程及其工艺装备的标准化、专业化、自动化奠定了基础,有利于高效、优质、低成本地开发新产品。
(3)零件分类编码的结果提供了有效的检索手段,利用分类编码结果,按类组整理已有的有关零件的各种技术和生产方面的资料,然后便可按零件的分类码进行检索提取,可大大节约不必要的重复劳动,充分做到物尽其用,有利于提高企业的经济效益。
(4)零件分类编码系统的推广应用有利于实现专业化生产,如果零件分类编码系统的应用延伸到整个行业,乃至整个部门,则能从行业的或部门的产品中找出更多的结构—工艺相似的零部件来,组织成先进的按零部件专业化的集中生产,以克服将相似零部件按产品专业化生产的弊病。
(5)零件分类编码系统的应用有助于生产信息管理和使用的合理化,借助计算机进行零件信息管理,使零件归并成类,大大压缩同类零件的重复信息的储存容量,便于零件信息的检索和存取,实现零件信息的条理化和系统化。
4 结束语
利用成组技术进行零件分类编码,力求满足行业中各种不同产品零件的分类之用,但是由于机械产品小如精密仪表,大至重型机械,产品零件的品种范围极广,所以想要用一个产品零件编码系统包罗万象,那是不大可能的。为此,系统中的形状加工环节完全可以由企业根据各自产品零件的结构—工艺特征自行设计安排,而零件功能—名称、材料种类与毛坯类型、热处理、主要尺寸、精度等环节则应该成为JLBM-1系统的基本组成部分。做好这部分的统一工作,使之具有通用性,不仅是提高企业生产效率和经济效益,进而是提高企业竞争力的有效措施,对提高机械工业的制造技术水平和振兴我国机械工业也将有着极其重要的作用。
[1]许香穗,蔡建国.成组技术[M].北京:机械工业出版社,2000.
猜你喜欢
一重技术(2021年5期)2022-01-18
小学生学习指导(中年级)(2021年12期)2021-12-30
数学小灵通(1-2年级)(2021年4期)2021-06-09
汉字汉语研究(2020年2期)2020-08-13
电子制作(2019年22期)2020-01-14
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
中学生数理化·七年级数学人教版(2019年4期)2019-05-20
疯狂英语·新读写(2018年3期)2018-11-29
电子制作(2018年11期)2018-08-04
