转炉钢渣热焖渣自动控制及热焖作业介绍
2014-02-09 05:13供稿申世武SHENShiwu
金属世界 2014年1期
供稿|申世武 / SHEN Shi-wu
转炉钢渣热焖渣自动控制及热焖作业介绍
The Description of the Automatic Control of Converter Steel Slag and Stew Hot Slag Operation
供稿|申世武 / SHEN Shi-wu
内容导读
转炉钢渣是转炉冶炼过程中的产物,是一种固体废弃物,占钢产量的10%左右。我国钢渣的综合利用率仅在10%左右。目前转炉钢渣的初步处理方法较多,转炉炼钢过程中,因造渣形成的液态转炉渣具有一定的黏性而夹裹部分金属铁,长期堆存渣场会占用场地,不能有效回收金属铁又会造成资源的浪费。焖渣法就是利用钢渣余热,在有盖容器内加入冷水后使其成为蒸汽,使钢渣得到消解,通过膨胀冷缩达到渣铁分离。处理后的钢渣,性能稳定,消除游离态CaO对钢渣性能的影响,可作为钢渣微粉、钢渣砖等的原料。
柳钢转炉厂现有3座120 t转炉及3座150 t转炉,配有相应的热泼渣和钢渣粒化处理装置,以热泼钢渣为主,粒化钢渣为辅。钢年产量达1000万t,按钢产量1.20%钢渣量计算,每年将产生120万t的转炉钢渣。由于溅渣护炉技术的运用,出来的钢渣。过于黏稠,无法粒化,对于无法粒化的钢渣只能进行热泼处理,否则容易产生爆炸,因此粒化钢渣量也就在30%左右;且粒化渣还存在易爆炸安全性差、设备磨损严重、胶凝性差难以在建材行业使用的缺点。
为了实现钢渣“零”排放,对于不能进行渣粒化的70%左右的转炉钢渣,采用目前最先进、渣利用率最高的钢渣热焖工艺,可以有效减少炼钢厂现场污染,实现转炉渣处理跨的干净整洁,实现国家节能减排目标及可持续发展,也符合企业的当前实际情况,还可以充分回收钢渣中的含铁物料,降低炼钢成本,后续产品开发及综合利用价值较高,在回收铁钢的同时,更重要是尾渣的综合利用,尾渣粉可用来生产钢渣超细粉、钢渣砖,也可用于水泥厂配料,不存在钢渣膨胀开裂及稳定性的问题,不仅提高了企业的效益,更重要的是保护了环境和生态。
工艺概述[1]
渣热焖是近年发展起来的一种新型的钢渣处理技术。热焖钢渣处理基本工艺:将炼钢炉前送出的红渣直接倒入渣罐,降温后(钢渣内部不夹液态渣)后倾入焖渣罐,盖上罐盖并配以用适当的喷水工艺。由于钢渣含有一定的余热,大块钢渣在热焖罐内就会龟裂粉化自解,钢和渣自动分离。采用该技术,钢渣粒化效果可获得60%~80%的小于20 mm粒状钢渣。由于采用循环水(配有冷却及沉降池)基本解决了钢渣厂污水外排的难题。热焖后的钢渣含有8%~11%的水份,这根本解决了钢渣在磁选和筛分流水线粉尘污染问题。热焖后钢渣中的CaO(游离氧化钙)不超过1%,具有较好的易磨性和稳定性,为钢渣后期综合利用打下基础。
钢渣渣罐从转炉炉底通过轨道车拉出外部炉渣处理跨,用行车吊起渣罐,放置在渣罐运输车上,从转炉将1500~1600℃的钢渣运到钢渣热焖处理车间,用行车从罐车上吊起渣罐,将熔渣倒入渣坑,倒一层打一次水,待渣池满后,罩上焖渣盖,再通过盖上的水管先后喷6~8次水,每次喷水时间为6~8 min,焖渣8~12 h,钢渣温度降至50~70℃,充分粒化后的钢渣用挖掘机或抓斗抓入就近的格筛料斗上,受料斗上装有200 mm的方格格筛,部分格筛上或焖渣池内的渣钢用吸盘吸到渣钢堆放场地,渣罐内积留的钢渣钢通过撞击或勾机炮锤清理出,部分大块渣钢转堆至落锤区处理;小于200 mm的钢渣通过皮带送往钢、渣分离及粒度分级车间处理。热焖渣设施主要是热焖渣坑、渣罐吊装设备和水处理装置。热焖渣工艺流程见图1。
渣直接用渣罐车运至钢渣热焖处理车间后倒入焖渣坑,进行热焖处理,无废水排放,无噪声,无粉尘污染,可实现清洁生产。对钢渣的流动度无要求,即使是渣壳仍可进行热焖,钢渣处理率达100%。工艺采用钢渣余热自解热焖处理,可以充分消解钢渣中的游离氧化钙和游离氧化镁,消除钢渣的不稳定因素,使钢渣用于建材和道路工程安全可靠,尾渣的利用率达到100%。钢渣热焖后粒度小于20 mm的占50%以上,省去了钢渣热泼时的粗破设备,提高粉磨效率,节省电耗。钢渣余热大部分被利用,钢渣喷水利用其本身热能产生蒸汽热焖钢渣,节省能源。钢渣分离及粒度分级系统工艺,结合实际生产经营情况,工艺先进,回收率高,充分利用现有设备,节省投资,效益高,环境污染小。
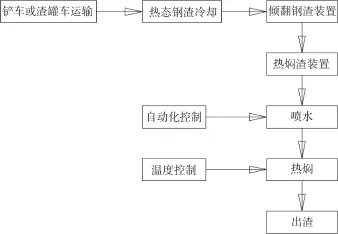
图1 热焖渣工艺流程
钢渣热焖自动控制[2-3]
为满足生产工艺对控制系统的可靠性、开放性、操作及监控水平等方面的要求,本设计采用可编程控制器对钢渣处理生产线的低压电机生产过程采用PLC自动控制及单机机旁手动控制两种方式,每台电机旁设机旁箱,通过机旁箱上的转换开关实现PLC控制和机旁手动两种方式的转换,且按正常停机和启动顺序作业。整套系统无论是PLC控制或机旁箱操作的设备运行状态计算机皆能显示。
焖渣工艺流程为:转炉倒渣/钢包渣→渣盆(开喷雾抑尘装置)→缓冷→装坑→喷水→盖盖→喷水→揭盖→出渣。转炉出渣后,用吊车吊至焖渣坑倾翻倒渣,当焖渣坑内渣满足要求时(上部自由空间500 mm以上),盖上焖渣坑盖,喷水焖渣处理。焖渣处理后,钢渣冷却到50℃,吊起焖渣坑盖,用挖掘机将渣抓至汽车运走。为减少倒渣时焖渣坑内粉状烟尘从坑中飘出,造成环境的污染,在焖渣坑侧面设喷雾降尘装置。
为安全运行,要求入坑渣不能带液态渣,温度在600~700℃之间,因此要求一定缓冷时间使渣盆中液体渣凝固。为此,通过跟踪23个无液体渣的渣盆的缓冷时间,渣盆的最长、最短缓冷时间分别为177和150 min,平均缓冷162 min,为保证安全和入坑渣温度要求,确定钢渣缓冷时间在3~3.5 h。为了改进焖渣效果,采取了措施,对装在盖上的水管加喷头,调整喷水点的分布。这样,一方面提高了水的分布均匀性,另一方面增大了焖渣水流量,最大可以到70 m3/h。调整焖渣喷水制度,具体包括:焖渣过程供水总管压力保证在0.3~0.4 MPa之间;焖渣加盖前喷水时间不大于30 min,水流量50~80 m3/h;加盖焖渣前期1~2 h把蒸汽放散,阀开至最大,在蒸汽压力不超过1.8 kPa的情况下,把水流量尽量开大,以使渣快速急冷湿透;加盖焖渣2 h后将进水流量提高至50~70 m3/h之间,并通过调节蒸汽放散阀使蒸汽压力保持在1.0 kPa左右;焖渣揭盖前30 min左右时将蒸汽放散阀开至最大,并将进水流量开至最大,以冲刷进水管路和喷头,并使坑内压力、温度快速降低;当压力小于0.2 kPa、温度降至50℃以下时停止喷水,等待开盖装车。改造优化后,除了有大的渣钢不能粉化外,钢渣完全粉碎,粒度在20 mm以下,不再有冷却不均匀、夹红渣现象。热焖渣过程检测及控制流程图见图2。
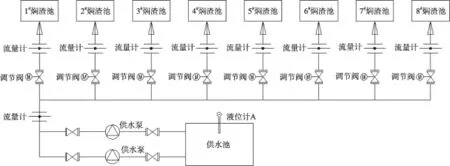
图2 热焖渣过程检测及控制流程图
自动喷水流量控制[3]
钢渣处理线设由一套“仪电”合一的PLC控制系统组成,实现对钢渣倾倒、冷却、运转、破碎、筛分磁选及配套的除尘的过程检测及控制。设备可实现就地、远程、自动三种控制方式。
就地控制箱上设有选择开关、起停按钮、指示灯,供现场人员在设备安装调试和维护时进行手动控制,在低压开关柜上设有起停按钮、运行指示灯供现场操作人员远程进行手动控制。正在情况下,操作人员通过PLC可实现对设备进行手动起停、联锁保护,并可返回信号实现对设备运行状态监视。
整个控制系统可实现现场数据的实时显示、重要参数的超越报警、联锁报警、自动调节及所有检测参数监测等功能,同时也能实现对泵和电机的手动起停控制、顺序控制。
热焖渣自动喷水控制,首先根据生产要求启动热焖渣变频2台供水泵组,通过实时检测供水总管流量作为参数,调节热焖渣变频2台供水泵组的转速,以确保热焖渣冷却用水总量。通过电磁、抓斗、吊钩桥式起重机将渣罐中的转炉钢渣倒入热焖池中,然后打开冷却水用阀门,要求冷却水使钢渣直到表面凝固为止。当热焖渣池中钢渣重量达到工艺的设定值时,盖上热焖渣池盖。喷水流量控制通过检测热焖渣池喷水流量作为参数,实时调节热焖渣池冷却水管道上的电动调节阀开度,实现热焖渣池热焖过程的自动喷水控制。自动喷水采用定时加定量热焖分别进行,如此反复3~6个周期后(周期数可根据需要增减),热焖渣装置开始出渣,整个钢渣热焖过程结束。热焖渣池定量喷水控制原理图见图3。
钢渣热闷作业
清理热闷池底部,保证池底干燥无明水。用大于300 mm的渣块将排水口堵住,目的是防止液态渣入池后流入回水通廊造成爆炸。在池底用干渣铺垫300~400 mm,防止液态渣入池后与底部板坯黏连相连。用盖板将水封槽封盖,防止渣罐倒渣过程中有液态渣进入水封槽。
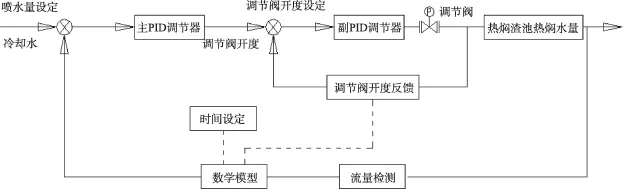
图3 热焖渣池定量喷水控制原理图
渣罐由炼钢车间经过跨平车运至炉渣跨,经双方确认后由天车指挥作业人员指挥铸造行车将渣罐吊运至指定热闷池上方。指挥作业人员指挥天车将液态渣倒入热闷池,倒渣作业期间严禁用渣罐磕碰池壁使液态渣流出。
渣罐中液态渣全部入池后,由热闷工持打水管向池内液态渣打水,激冷至液态渣表面变黑后,由挖掘机将池内钢渣翻转搅拌,继续由热闷工打水,直至池内钢渣再次变黑后,再用挖掘机翻转搅拌。如此反复3~4次后,直至无可视液态红渣。
上述过程连续作业4~5次,至钢渣到达热闷池容量的80%,可将热闷盖盖上进行热闷作业生产。
将水封槽上盖板移至下座准备生产用热闷池并盖在水封槽上。由指挥作业人员指挥天车将热闷盖吊运并盖在热闷池上,并摘钩。热闷工向水封槽内注水,水深保证300 mm左右。热闷工将打水管路接到热闷渣盖上,将打水本地控制切换至远程控制,此后由中控室人员完成后期热闷工作中打水控制。中控室人员在接到现场人员报告后,将程序中打水参数调整至热闷所需参数后,时刻通过监控关注现场情况及热闷池相关设备反馈的现场实际参数,做出相应的工艺调整。热闷过程持续8~12 h左右,热闷池温度到达70%左右时,中控室通告现场热闷工开盖出渣。
热闷工将打水远程控制切换至本地控制,并将打水管路从热闷盖上分离。指挥作业人员指挥行车将渣盖吊起,放到热闷盖存放指定区域。挖掘机在热闷工指挥下将热闷好的钢渣挖出并装入自卸车。钢渣全部挖出后,在环境温度允许的情况下,热闷工进入热闷池清理排水口处的钢渣保证排水口畅通无阻。将池底淤积的水清理干净,并用≥300 mm的干渣将排水口堵住为下次热闷做准备。检查各板坯固定件是否异常。
结束语
总之,柳钢冶炼废炼渣综合利用生产线的设计采用的优化的工艺流程、完备的工艺设施、工艺简捷流畅,布置合理紧凑。设备性能先进,使用安全可靠,控制系统灵活,操作系统自动化程度高,为生产人员创造了良好舒适的操作条件和环境,实现钢渣“零”排放,实现国家节能减排目标及可持续发展,也符合企业的当前实际情况,还可以充分回收钢渣中的含铁物料,降低炼钢成本,后续产品开发及综合利用价值较高,在回收铁钢的同时,实现钢渣环保零排放及废渣综合利用,将取得了较好的经济效益和社会效益。
[1] 周玉, 杨波 , 李培森, 等. 转炉钢渣热焖粉化工艺的优化改进. 莱钢科技, 2009, 6(3):14-15.
[2] 尹卫平. 转炉钢渣热焖技术的开发应用. 钢铁研究, 2010, 4(2): 24-25.
[3] 王雨清, 申丽. PLC控制系统在钢渣热焖工艺中的应用. 环境工程, 2011, 4(2): 104-106.
申世武,(1978—),男,贵州金沙县人,高级工程师,学士学位,主要从事自动化仪表应用等。通信地址:广西柳州北雀路117号广西华锐钢铁工程设计咨询有限公司电气室(邮编:545002);E-mail: shenshiwu1978@ tom.com。
广西华锐钢铁工程设计咨询有限公司,广西 柳州 545002
10.3969/j.issn.1000-6826.2014.01.09
猜你喜欢
现代冶金(2021年3期)2022-01-07
硅酸盐通报(2020年11期)2020-12-10
广西农学报(2019年4期)2019-11-26
四川冶金(2018年1期)2018-09-25
酒·饮料技术装备(2018年1期)2018-04-28
资源再生(2017年3期)2017-06-01
核科学与工程(2015年2期)2015-09-26
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
温州职业技术学院学报(2014年3期)2014-03-11
世界科学(2014年8期)2014-02-28