光纤插头端面加工中材料去除的分析*
2014-02-11 05:05高绮,杨浩,董刚
机电工程技术 2014年9期
高 绮,杨 浩,董 刚
(天津职业大学机械实训中心,天津 300410)
光纤插头端面加工中材料去除的分析*
高 绮,杨 浩,董 刚
(天津职业大学机械实训中心,天津 300410)
为了研究光纤端面的现行加工工艺,提出了一种光纤端面材料去除的分析方法。对被加工光纤端面和研抛工具先进行研磨压力的有限元分析,再模拟计算光纤研磨速度,最后分析去除率的材料。结果表明:光纤端面材料去除率的变化周期主要受研磨速度影响;成形初期的研磨去除率分布主要受研磨压力的影响;与平动式光纤研磨机相比,用行星回转式光纤研磨机加工一批单芯光纤和MPO多芯光纤插头时,由研磨速度的差异引起的各纤芯间材料去除率变化的最大值分别为3%和0.32%。本模拟分析方法建模简单,直观,模拟分析结果与生产现状相一致。
材料去除;光纤端面;研磨/抛光
0 引言
微小零件的球面的研抛加工,广泛应用于电子通讯等高科技领域,由于其加工区域不易观察及测量,给成形加工工艺技术的研究带来困难。目前国际上光纤连接器插头的端面的精密加工[1-5],普遍采用压力成形原理的研磨和抛光加工工艺,采用金刚石的研磨片的固定磨料的研磨加工,和SiO2抛光片的固定磨料的抛光加工,一次12~24根的小批量生产。这种加工方法不仅适用于光纤插头,也适合其他微型凸球面和平端面零件的精密加工的量产。
关于光纤连接器PC/UPC插头的研究,多集中在对光学指标I/L,R/L的影响和对接性能影响方面[1-5]。关于光纤凸球端面研磨和抛光成形加工工艺及原理,Takahashi进行了试验研究[5],指出螺旋线抛光加工轨迹对形成均匀球面有较大影响;并提出实现研抛轨迹的机构;而凸球面的“工具成形模板”,是利用弹性材料的工具组件的弹性变形,在加工中形成的“动态成形模板”,该弹性橡胶垫硬度应在95度以内;球面半径由弹性橡胶垫的变形深度和插芯直径等决定。我国学者刘德福等[7],从光纤端面材料去除模式出发,通过研磨实验和SEM观察,研究了光纤端面的研磨机理,指出光纤端面研磨表面由材料的塑性流动形成,而不是脆性断裂。Jun Wang等[8]研究了行星回转式研磨机上,光纤中心点的运动状态对材料去除的影响。用MATLAB软件模拟了研磨轨迹、研磨速度等,指出加长系杆长度L和提高内齿圈的转速n1,可使研磨轨迹变化平稳,选取适当的转速范围和增大行星轮系杆长度,可以使光纤的材料去除量得到改善。孟庆闯[9]等用ANSYS软件对光纤连接器端面进行了有限元的静态仿真,着重分析了抛光垫的杨氏模量和泊松比对接触压强分布的影响。以上还仅限于对单芯、单根光纤的研磨压力或研磨速度的单一因素的研究。
根据我们对国内相关企业的调查,目前光纤端面加工的过干涉率约90%左右,其中,端面的曲率半径和顶点偏移占不合格率中较大比重。近年来随着MPO等多芯光纤需求量的增大,行星回转式研磨机的改进和平动式研磨机使用量的增加,有必要从材料均匀去除的角度,对现行光纤研磨加工的实例进行分析。本文在进行研磨压力的有限元分析和研磨速度的模拟计算基础上,进行材料去除率分析。
1 光纤端面加工原理与模型的建立
具有微型凸球端面的光纤连接器插头,比平端面大大降低了光信号的插入损失和回波损失,通常曲率半径为10~25 mm。我国的光纤跳线生产企业通常采用以下的端面研抛加工工艺:
去胶头→粗磨→半精磨→精磨→抛光
即“9-3-1-抛光”。去胶头后的光纤插头为平端面由夹具固定静止不动或超低速直线进给运动;而研抛工具(研磨片/抛光片)紧贴弹性橡胶垫形成工具组件,加工中作行星回转的研抛运动或回转运动,将光纤插头逐步加工成球面。由于研抛加工采用压力成形原理,根据Preston公式:

式(1)中k-Preston系数,P(x,y,t)-研磨压力,v(x,y,t)-研磨速度,t-研磨时间。即研抛加工的材料去除量R(x,y,t)与研磨压力P(x,y,t)、研磨速度v(x,y,t)及研磨时间t成正比。采用Solidworks软件,分别对研磨压力P进行有限元模拟分析;对研磨速度v进行模拟计算,在此基础上通过计算P·v值,模拟材料去除率R/t在空间的分布和时域的变化规律。
目前我国的光纤端面研抛加工,仍普遍采用行星回转式研磨机,光纤夹具及加压系统静止不动,研/抛工具组件相对工件做螺旋线轨迹的研磨运动。
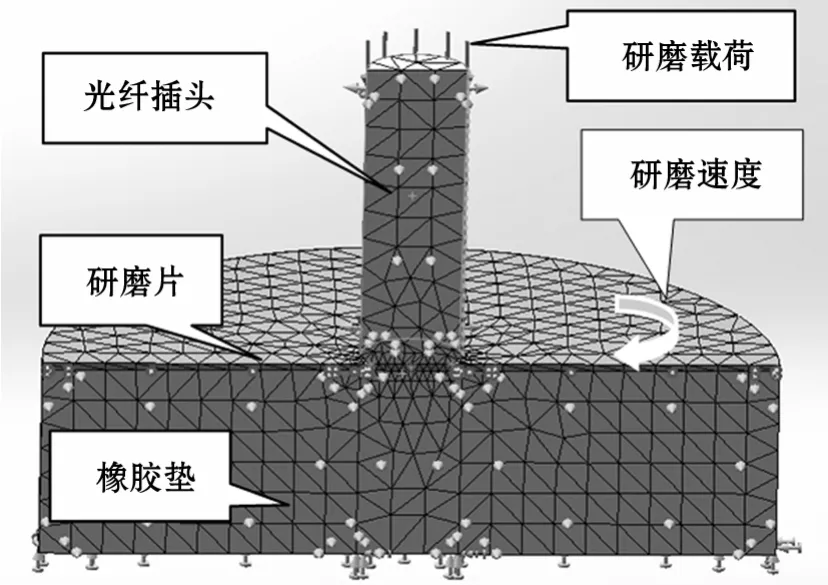
图1 光纤插头研抛加工系统模型
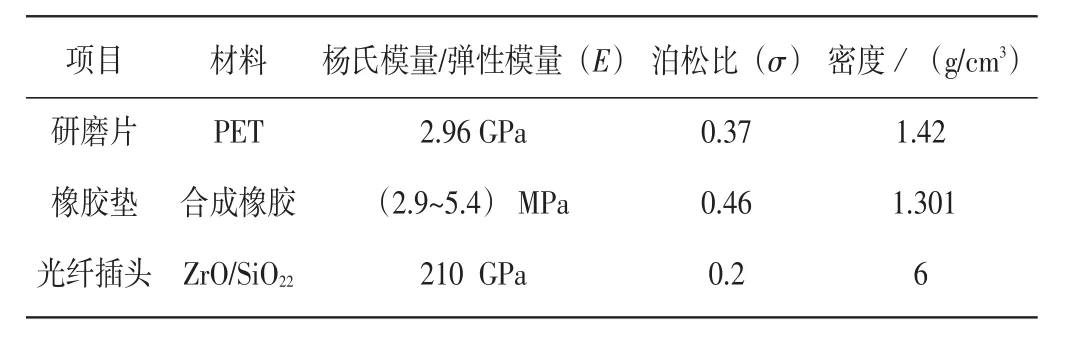
表1 光纤研抛加工模型的各材料参数
近年来,回转平动式研磨机也逐渐兴起,光纤夹具及加压系统以超低速作缓慢的直线往复式的进给运动。因此,在研磨压力P的有限元分析时,对加工系统模型做了静态的简化处理。为了便于观察光纤插头端面和研磨工具组件的曲率半径的变化;以及光纤插头端面上P、v分布的变化;同时兼顾计算速度与精度;本课题采用1/2对称模型,图1为优化后的加工系统模型。模型中各材料参数见表1。其中工具组件中的橡胶垫是提供球面成形加工的“动态模板”的关键部件,由于橡胶为超弹性材料,建立非线性模型更为合理,本文采用能较好模拟小应变及中等应变的Mooney-rivlin模型。本课题前期在深圳志特通讯科技有限公司的生产线,实测了在线研抛加工的光纤插头的曲率半径数据(见表2),以此作为建模依据。
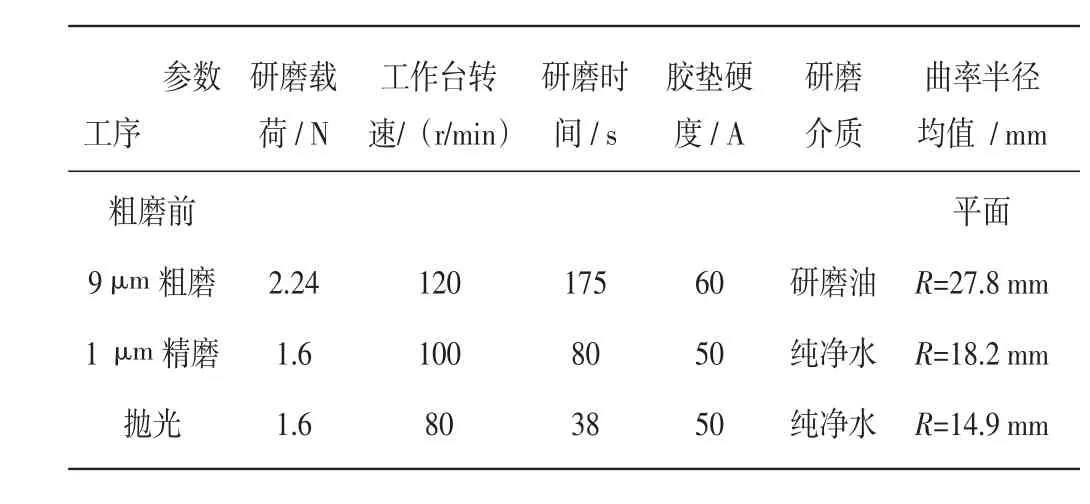
表2 研抛加工条件及光纤曲率半径实测均值
2 模拟结果与分析
2.1 单芯光纤平端面的研磨压力分布
根据研抛加工的压力成形原理,被加工工件形状是“复印”研磨工具组件的形状而成的。光纤端面研抛工艺的工具组件由研磨片/抛光片+弹性橡胶垫组成。研磨片/抛光片由PET基材、金刚石/ SiO2粉末、粘结剂组成,厚度约为80~100μm;紧贴于厚度为4~6 mm橡胶垫表面(表1),二者之间的接触关系定义“接合”。而将光纤插头与研磨片之间的接触关系定义为“无穿透”。图2为9μm研磨加工初期,光纤加工系统的位移分布的有限元计算结果。可见与光纤接触的弹性工具组件,在研磨压力作用下产生较大的位移,明显下陷,形成球面;此时光纤插头只有外缘处与工具组件相接触。利用Solidworks软件的“爆炸法”,可以求出此时的被加工光纤插头端面的研磨压力分布。光纤端面模型的研磨压力趋于连续均匀分布,集中于外缘处,与Takahashi的推论相一致。通过Solidworks软件的探测手段,测得光纤插头端面周边的研磨压力并取平均值(图3)。可以看出光纤插头端面的研磨压力P由最外沿(r=1mm)向中心陡降;陡降斜率随研磨载荷的增大而增大,随弹性橡胶垫硬度的降低而增大。此外,研磨片的有无也会直接影响光纤端面研磨压力的分布。当橡胶垫表面无研磨片时,研磨压力在边缘处最大,但并不集中于边缘处。
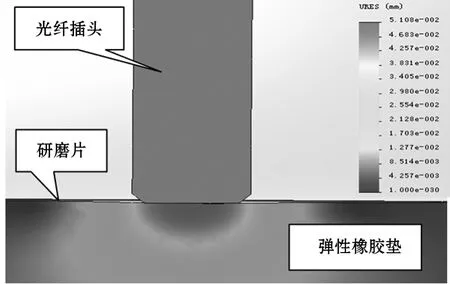
图2 光纤平端面研磨加工初期的位移
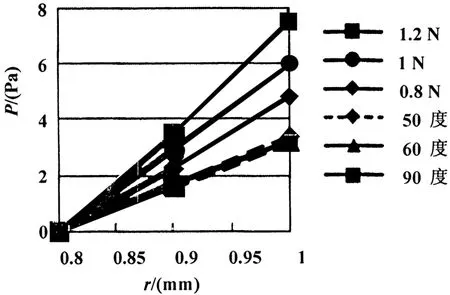
图3 光纤平端面的边缘研磨压力随载荷的变化
2.2 研磨速度分布对材料去除均匀性的影响
本文着重讨论目前我国生产线上使用量最大的行星回转式光纤研磨机的特性,以深圳晨瑞科技有限公司的中心加压MLP-12D和深圳荣邦四角加压的RB-550C为例;并与近年来使用量逐渐增多的回转平动式光纤研磨机进行比较。图4为2类研磨机在9μm研磨时,光纤插头的研磨速度曲线的对比。使用行星回转式研磨机时,光纤端面直径上r=0,0.9,1 mm各点的研磨线速度,随时间呈正弦曲线变化(图4(a)),其中图中放大处显示,各点速度值的大小顺序也随时间交替变化,表明光纤端面各点的研磨线速度相异,并随时间变化。与此相比,图4(b)为回转平动式(直线往复进给)研磨机的研磨速度曲线,由于采用曲柄滑块机构实现光纤夹具的直线往复式进给运动,研磨线速度的幅值受其影响,呈周期变化,因此会影响材料去除在时域上的均匀性;但其最大特点是同批被加工光纤及单根光纤端面上各点的瞬时研磨速度始终相同,消除了行星回转式研磨机的各点研磨速度存在差异,进而引起瞬时材料去除率的不均匀的问题。这对于多头光纤(如MPO,MTRJ等)和排布不合理的同批工件的研抛加工可能会产生影响。
将行星回转式研磨机加工的光纤端面各点研磨速度v与对应的研磨压力P相乘,可得研磨初期的P·v的曲线,随时间呈正弦变化(图5),由此可推论光纤端面去除率R/t=k·P·v的时域变化曲线,受研磨速度的影响,亦呈正弦变化。图6为单芯光纤端面上各点在t=4.7 s时刻的P·v值及影响因素P,v的截面分布曲线。可见在球面成形初期,光纤端面的研磨压力集中于边缘处,研磨线速度沿直径呈线性分布,但P·v及材料去除率R/t的分布,与研磨压力P的分布相一致,集中于边缘处,不受研磨速度分布的影响。即光纤插头凸球端面成形初期,材料去除集中于边缘处,中心区域没有材料去除。
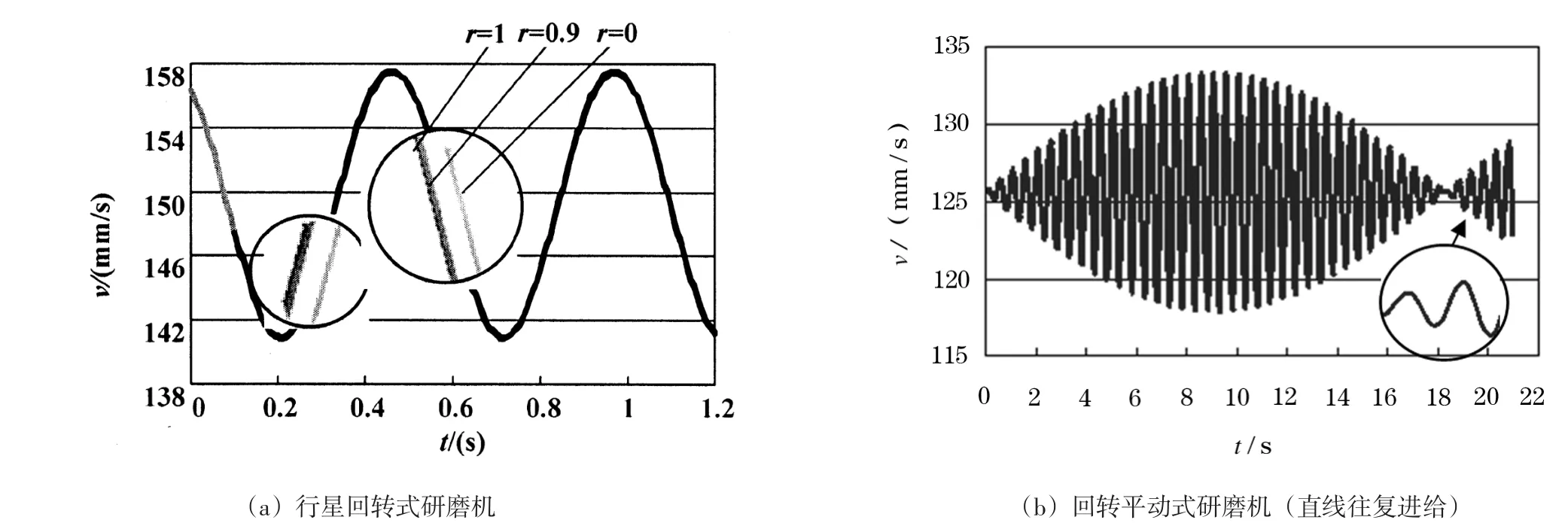
图4 光纤插头端面的研磨线速度的变化
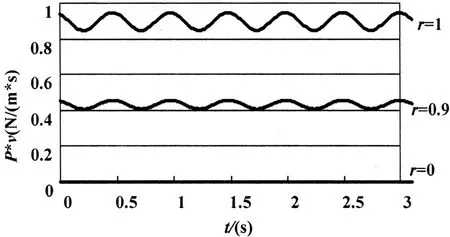
图5 光纤插头各点P*v曲线
这与凸球面研抛成形加工的现状相一致。当光纤端面研磨压力呈均匀分布状态时,受研磨速度分布的影响,单芯光纤端面上各点的材料去除率的最大差值为0.26%。对于MPO的多芯光纤,当工作台转速为80~120 r/min时,由研磨速度引起的各光纤纤芯之间的材料去除率的最大差值约0.32%(图7)。
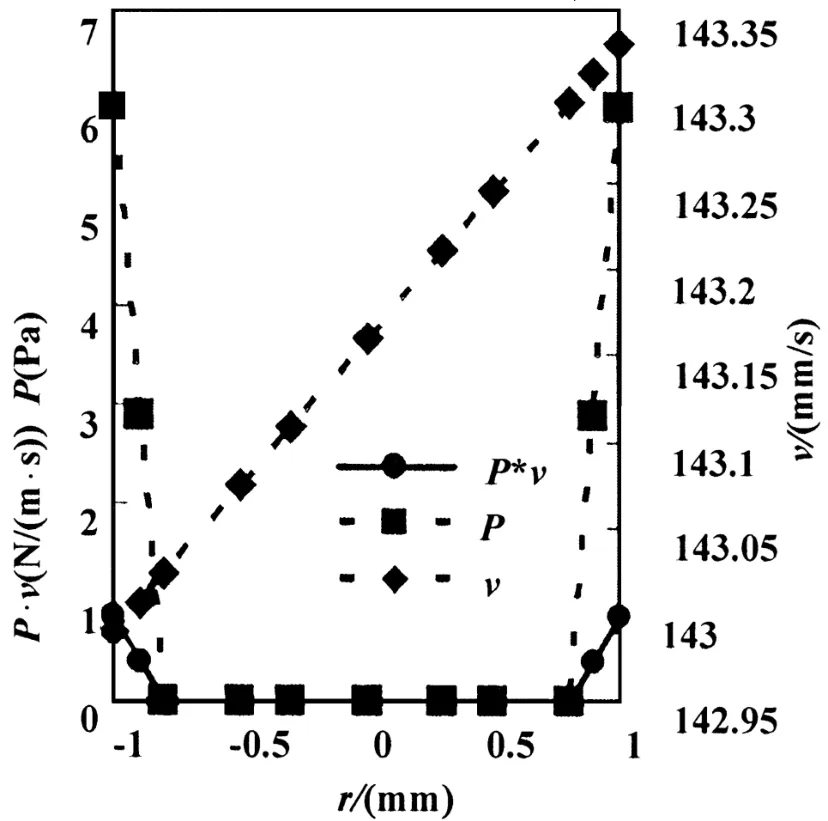
图6 光纤插头端面(剖面)各点研磨参数分布
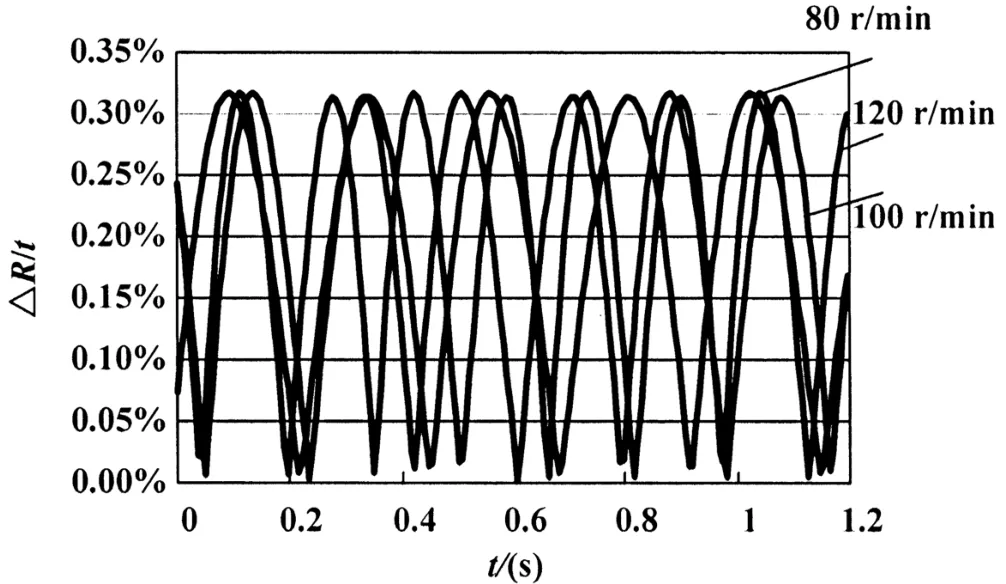
图7 MPO光纤各纤芯间材料去除率的最大变化率
为了提高生产率及研磨片的利用率,研磨设备厂家推出了图8右上角所示的光纤夹具盘。同时可加工24根光纤,各光纤纤芯的材料去除率的最大差值曲线见图8。当研磨机转速为80 r/min,100 r/min,120 r/min时,ΔR/t的最大差值为3%。距中心最近处的光纤去除率最小。
Material Removal Analysis on Face Machining of Optical Fiber Plug
GAO Qi,YANG Hao,DONG Gang
(Mechanical Engineering Training Center,Tianjin Vocational Institute,Tianjin 300410,China)
In order to investigate the existing process of optical fiber end-face,a simple material removal analysis on optical fiber end-face is established.Analyzing the fiber and lapping/polishing film posted on the rubber pad as follow,first the FEM static analysis of lapping pressure,secandly,simulating lapping/polishing velocity,at last analyze the material removal rate on basis of 1&2.Analysis results indicate that the material removal rate varied periodically with time,as like the lapping/polishing velocities,the distributions of material removal rate at beginning of the forming processing mainly affected by the lapping pressure;Using planetary rotary fiber lapper,not translational one,the Max.R/t among of single fiber end-faces is 3%,because of different lapping velocity and this value will up to 3%for the MPO end-face.This analysis is easy to model,and simulation results are corresponding to the processing.
material removal;optical fiber end-face;lapping/polishing
TH161+.1
A
1009-9492(2014)09-0077-04
10.3969/j.issn.1009-9492.2014.09.021
*天津市自然科学基金面上项目(编号:13JCYBJC18100);天津职业大学培育项目(编号:20101101)
2014-05-08
猜你喜欢
选煤技术(2022年2期)2022-06-06
玩具世界(2022年1期)2022-06-05
石材(2022年1期)2022-05-23
科学家(2022年2期)2022-04-12
五金科技(2020年5期)2020-10-31
军事文摘(2020年18期)2020-10-27
石材(2020年2期)2020-03-16
时代农机(2019年1期)2019-03-14
智慧少年(2018年10期)2018-12-24
化工设计通讯(2017年10期)2017-03-02