多件高效铣削弹性夹具设计与应用
2014-04-06 12:28章鸿
制造技术与机床 2014年2期
章 鸿
(四川信息职业技术学院,四川 广元 628017)
图1 所示为一种车用高度调整销,该零件的结构特征为左端带有M18 的螺纹,中间带具有对称平面的台肩,右端为φ16 mm 光杆。其主要工作原理是装配时M18 的螺纹可以实现所定位零件的高度调节,中间的台肩实现零件的轴向定位,台肩的对称平面便于嵌入与其配合的零件,并防止发生相对转动,实现零件的周向定位。根据生产需求,该零件需大批量生产。从零件的结构特点来看,M18 的螺纹和φ16 mm 的光杆为常见结构,而零件中带对称面的台肩结构却不常见,对于这种结构,一般的加工方法为在铣床上单件铣削,采用V 形块夹紧装置[1]。而该夹紧装置的特点是,工作时只能单件装夹,工作效率低,同时,一次装夹只能加工一个面,再次装夹时,就必需重新找正,两对称面的平行性保证起来就成了一大难题。
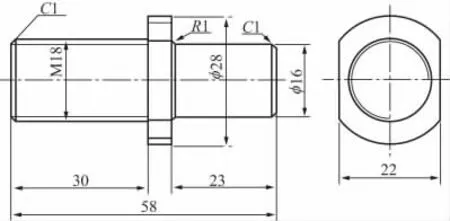
图1 带肩定位销工件图
为了解决上述问题,设计了一专用夹具,如图2所示。
1 夹具的工作原理
工件装夹及加工方式如图3 所示,夹具直接安放在机用虎钳上,将待加工工件插装在夹具夹持孔中,然后转动机用虎钳手柄,在夹紧过程中,夹具体上的弹性块产生弹性变形,从而达到夹紧工件的目的。在立式铣床上平行地装夹两把三面刃铣刀,结合工件的尺寸大小,选择外径为125 mm 铣刀,为了保证工件上的被加工平面之间的间距,两刀之间的刀柄上需安放一厚度为22 mm 的环形隔套,铣削方式选择顺铣,工作台进给方向与主轴转向如图3 所示。
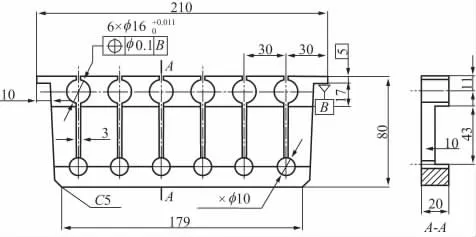
图2 夹具零件图与立体图

图3 工件装夹及加工示意图
2 夹具的结构设计选材与加工[2]
夹具采用一体式设计,工件的夹紧与定位由6 个开缝夹紧孔来实现,开缝宽度为3 mm,根部设计有6个φ10 mm 的工艺孔,用来减小应力集中现象,同时可增大夹具体的变形挠度,产生更大夹紧力。变形夹紧孔的尺寸与工件的被夹持部位的直径保持有效配合,从而实现工件的快速装卸,由于工件夹持部位的尺寸不得小于φ16 mm,为了保证夹紧的可靠性,该孔的尺寸不能太大,通过对该孔进行公差计算,孔的尺寸确定为。同时,为了保证被加工工件台肩平面的对称性,对6 个夹紧孔上下方向上提出了位置度要求,理论正确尺寸为5 mm。为了减小夹紧力,保证弹性变形量,同时为了防止铣刀与夹具之间产生干涉,夹具的前表面中部设计了一高度为43 mm,深度为10 mm 的通槽,夹具体两端各有一个10 mm 的突肩,以便于在虎钳上的快速定位。
夹具材料选用厚度为20 mm 的65Mn弹簧钢板,65Mn弹簧钢具有较高的硬度、淬透性好、脱碳倾向小,价格低廉、切削性好等优点。加工工艺路线按排:退火→切削加工→淬火(830 ±20 ℃,油冷)→回火540 ±50 ℃→复检夹紧孔尺寸(若超差需进一步加工到合格的范围内)。
3 夹具的优点与应用
(1)夹具结构简单,为一体式,便于制造。
(2)体积小,重量轻,耗材小,所需材料价格便宜。
(3)装夹方便,可直接用通用机用虎钳进行夹紧。
(4)加工效率高,一次可装夹6 个零件。
(5)可实现零件快速装夹,无需找正和定位。
(6)结构合理,可保证夹紧的可靠性。
(7)在立式铣床上加工,配合两把三面刃铣刀,可实现一次装夹便加工出两个面,很好地解决了台肩面的平行性的难题。
4 结语
夹具改进性设计合理,使用效果良好,工作可靠,寿命长。因此该夹具自投入使用以来,大大地提高了工作效率,降低了零件的废品率。夹具的成功使用为同类产品的设计提供了有效的参考,具有推广价值。
[1]彭丰年.批量铣削典型零件的夹具设计[J].机械工程师,2009(1):31 -32.
[2]张小熙,付劲松,金鸣.多件装夹铣具的夹紧力计算[J].机械制造,1998(9):31 -32.
[3]刘俊成.机床夹具在设计过程中夹紧力的计算[J].工具技术,2007(6):89 -90.
[4]陈宏钧.实用机械加工工艺手册[M].北京:机械工业出版社,2009.
[5]王光斗,王春福.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
猜你喜欢
芜湖职业技术学院学报(2021年3期)2021-10-20
哈尔滨轴承(2021年4期)2021-03-08
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22