伺服系统反向间隙加速补偿技术分析*
2014-04-06 12:28朱强,孙立
制造技术与机床 2014年2期
朱 强,孙 立
(①芜湖职业技术学院机械工程学院,安徽 芜湖 241006;②北京发那科机电有限公司,北京 100085)
当数控机床移动部件反向运动时,伺服电动机本身的反转摩擦会引起反转延时,另外机床传动部分(丝杠、导轨)的摩擦也会引起电动机反转延时。由于电动机的反转延时,在加工工件的表面,电动机过象限处会产生一条象限线条,将会引起工件加工形状误差。本文以FANUC 数控系统为例,从半闭环伺服控制的角度阐述使用二级反向间隙加速补偿技术解决上述问题的方法。
1 频率响应曲线
半闭环数控机床伺服控制框图如图1 所示。
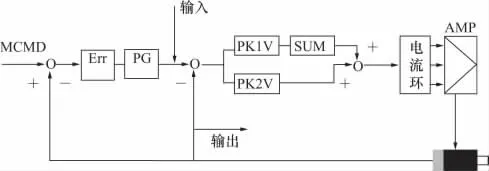
图1 伺服控制框图
上述框图中,将速度输入信号和速度反馈信号取出如图2 所示,将两组信号放在一起比较,可以发现,输出信号在幅值和相位上都发生了变化,产生衰减和滞后现象,如图3 所示。

图2 输入输出信号
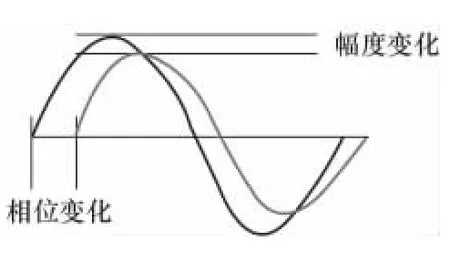
图3 输入输出信号比较
根据上述的曲线,将输入信号和输出信号的幅度比较,按下面公式计算:
将频率作为横坐标,幅度作为纵坐标,画出幅频响应曲线,如图4 所示。

图4 幅频曲线
2 实施方案
利用SERVO GUIDE 软件测定某一个轴的频率响应时,有如图5 所示波形。
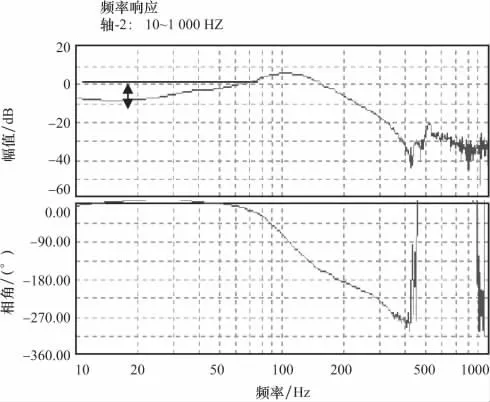
图5 补偿前轴的频率响应波形图
由图5 可知,在低频部分数值为-10 dB。其值越低于0 dB,反映的就是机械传动部分摩擦力越大,必须对于这部分摩擦引起的反转滞后进行补偿,另外,电动机本身的摩擦也会引起反转滞后,在频率响应波形图上会使波形叠加,故也需对此进行补偿。
针对上面的两种原因,使用FANUC 伺服控制二级反向间隙加速补偿功能:第一级用于补偿电动机反转摩擦转矩,第二级用于补偿机床传动部分摩擦转矩。由于不同机床的丝杠导轨传动部分使用部件不同,相应的摩擦力也不一样。滚动导轨和滑动导轨相比,机械摩擦比较小,因此二级加速补偿功能对于滑动导轨更加具有针对性。
二级反向间隙加速补偿是在一级反向间隙补偿功能的基础上进行。所以二级补偿的起点和终点需要进行设定,它和一级补偿之间的关系如图6 所示。
调试中需要设定的参数如表1 所示。

图6 二级反向间隙加速补偿原理图
3 实施步骤
以圆弧切削加工为例,象限位有条纹出现,二级反向间隙加速补偿步骤如下:
(1)调整一级加速量
一级加速量在电动机一反转时就加入,所以补偿量的合适与否就看一开始反转时是过切还是欠切。如图7 所示,一级加速量设定过大,有过切现象,应减小参数2048、2094 的设定值。设定举例:P2048=150;P2094=150(如果各象限突起相同,设定在P2048,在两个方向都补偿一样的量)。
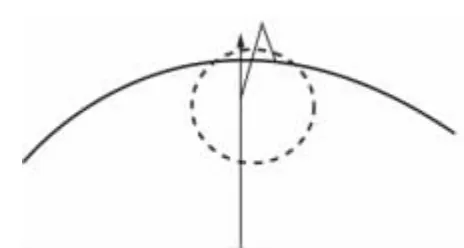
图7 有过切现象
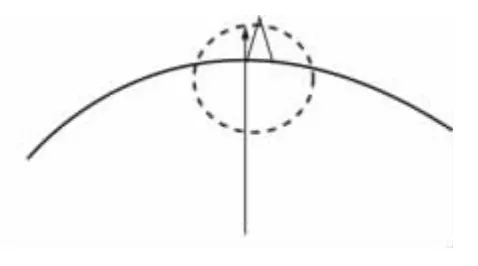
图8 过切现象解除
如图8 所示,设定的一级加速量,没有产生过切现象,为最佳的一级补偿量。剩余的象限突起需要二级加速量进行补偿。设定举例:P2048=100;P2094=50(两个方向需要补偿不同量时,分别设定在P2048 和P2094 中,进行最佳量补偿)。
(2)调整二级加速量
二级加速量是在一级加速量的基础上进行的,所以二级加速的起点和终点需要进行调整,以下的几种情况分别说明。
如图9 所示,二级加速起点太迟、终点过早,补偿时间太短,应调整参数设置值。设定举例:P2039=500;P2082=10;P2089=0。
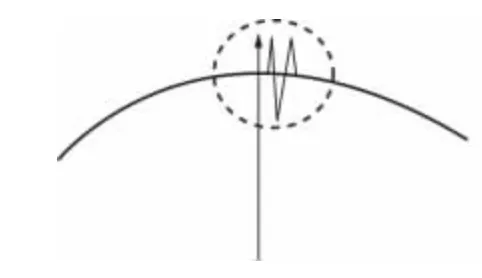
图9 二级加速起点迟、终点早
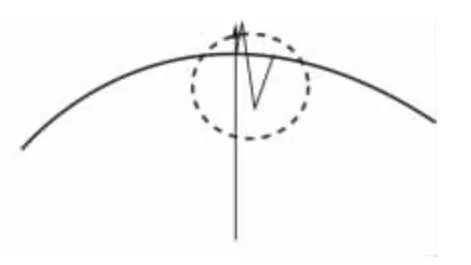
图10 二级加速起点迟
如图10 所示,二级补偿的起点有点迟,需要重新调整起点,修改时,保持终点不变。设定举例:P2039=500;P2082=5;P2089=40(为保证终点不变,修改值为40)。
如图11:二级加速的终点有点早,需要重新修改,此时保持起点不变。设定举例:P2039=500;P2082=5(修改终点,保持起点不变);P2089=60。
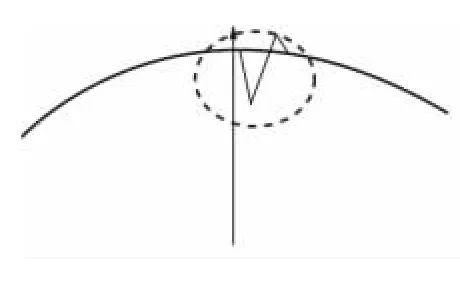
图11 二级加速终点早
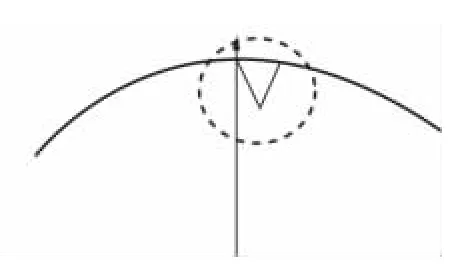
图12 二级加速起点、终点适当
如图12:合理调整二级加速起点、终点,得到如图12,由于二级加速量补偿比较多,产生过切。此时需要调整二级补偿量。设定举例:P2039=150;P2082=5;P2089=60。
注:①调整二级补偿量时,起点和终点可能需要重新设定,重新按照上面的步骤调整起点、终点。
②象限的突起有时通过加大二级加速补偿量都消除不了突起,可以适当加大二级加速补偿偏置。
③二级加速补偿量设定太大,会引起电动机反向或停止时过硬,产生声音。
④实际加工时,除去合理地在参数里进行补偿外,还需要准确设定机械反向间隙补偿。
通过以上二级反向间隙加速补偿,图5 的频率响应波形得到有效改善,补偿后的波形图如图13 所示,经过加工试切,其象限点处光顺平滑。
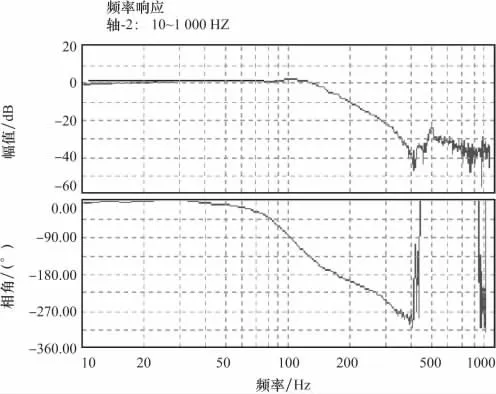
图13 补偿后轴的频率响应波形图
4 结语
数控机床伺服系统的反向间隙补偿是一份十分复杂而繁琐的工作。笔者整理了数控机床伺服系统二级反向间隙补偿的思路和经验,具有实践指导意义。数控伺服系统经过以上的调整,其加工性能将得到极大的发挥。
[1]北京FANUC 机电有限公司.FANUC 伺服调整教材(B-10085CM/09)[Z].2006.
[2]北京FANUC 机电有限公司.FANUC 0i -C 维修说明书B -64115CM_01[Z].2004.
[3]过庆琪.消除数控加工轮廓误差的一种方法[J].制造技术与机床,2000 (1):44.
[4]何红欣.数控机床伺服系统的调整[J].制造技术与机床,2006(8):120 -122.
[5]陈芳.数控机床伺服参数设定与调整[J].机床与液压,2009(7).
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
中学生数理化·高一版(2020年3期)2020-04-21
中等数学(2020年10期)2020-04-13
中学生数理化·中考版(2019年12期)2019-09-23
消费导刊(2018年8期)2018-05-25
制造技术与机床(2017年8期)2017-11-27
理科考试研究·高中(2017年7期)2017-11-04
制造技术与机床(2017年3期)2017-06-23
演艺科技(2017年3期)2017-05-03
北京航空航天大学学报(2016年4期)2016-02-27