
浅谈数控机床故障诊断及维修
2014-04-25 03:01黄智华
中国科技纵横 2014年5期
黄智华
(云浮市技工学校,广东云浮 527300)
浅谈数控机床故障诊断及维修
黄智华
(云浮市技工学校,广东云浮 527300)
随着机械加工行业的迅猛发展,数控加工技术得到广泛应用,数控机床的使用率也越来越高。然而在数控机床的使用率越来越高的同时,机床出现故障就成了数控机床使用者最头痛的问题,也成为制约数控机床推广的因素之一。本文就本人多年从事数控机床操作与维修的工作实践,浅谈数控机床的一般故障诊断及维修方法,希望能对从事相关工种的人员有一定借鉴作用。
数控机床 故障诊断 维修
数控机床是集光、机、电一体的新一代高新技术的产品,生产效率比普通机床要高上几倍。虽然数控机床及系统的可靠性得到很大的提高,但由于各相关方面的影响,如因操作者的操作的不当,维护不合理等而产生故障,造成停机待修等故障,往往给企业或工厂所造成的直接和间接损失。
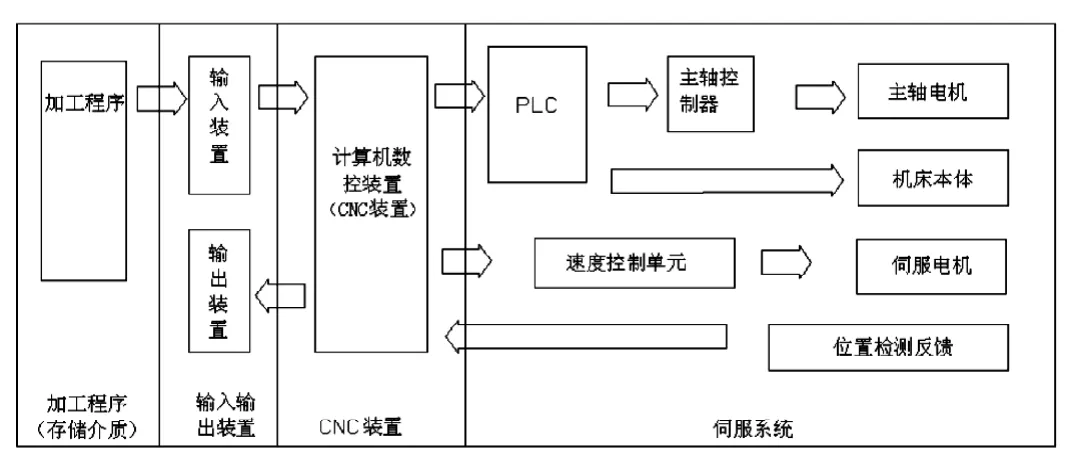
图1
1 数控机床维修步骤
数控机床主要由加工程序、输入输出设备、计算机数控装置、伺服系统、机床本体等几大部件组成,如图1所示。
对数控机床的故障维修一般采用先观察出现故障时数控车床外部表现特征;然后从故障表现特征判断故障出现的大致模块;再针对故障模块进行逐一检测,查找出故障部件;最后排除故障。具体细致可以分为如下面的几个步骤:(1)询问:向数控车床的操作者询问故障出现的具体现象,在故障出现前操作者的全部操作过程以及出现故障时数控车床外部表现特征,通过出现的故障现象,初步确诊数控车床的出现故障的可能性。(2)故障分析:判断故障出现的大致模块(系统内部模块、控制电路模块、机械模块、人为因素等)。这是一个非常重要的环节,只有正确的确定了故障模块,才可能在最短的时间内、最准确地排除故障。如不能判断故障模块,就需要对各个模块逐一检测、判断。(3)深入对故障检测,排除故障:对具体的故障模块进行有针对性的、细致的检测,找出出现故障的具体的元器件和出现故障的原因,排除故障。
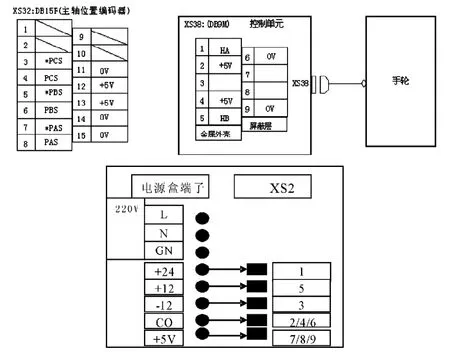
图2 编码器、手轮以及电源连接图
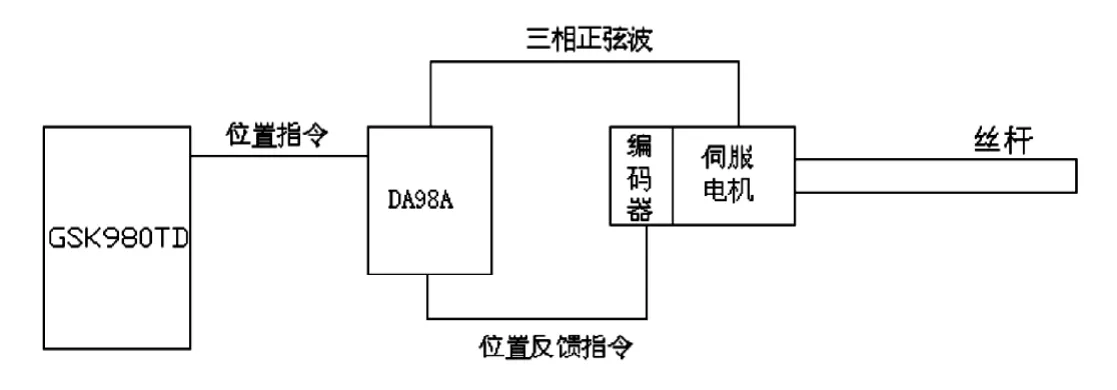
图3 进给控制框图
2 典型故障分析
案例1我学校(云浮市技工学校)使用CJK6140数控车床,配GSK980TA数控系统(DA98交流伺服驱动)。学生反映开机后出现以下情况:(1)数控系统的液晶显示在通电后,几分钟内会慢慢的变暗,最后看不到显示;(2)换刀时,刀架转不停。
故障排除过程:
(1)询问:学生上课时直接通电后就出现这种情况,而且在这之前没有出现过类似的情况。判断:系统故障是非人为因素造成,属于机床硬件故障。
(2)故障分析:故障现象1产生的原因是由于系统背光电源出现故障引起的,但引起背光电路故障的因素又可能为:系统背光电路中的X9313芯片出现老化或损坏,如果是这个原因则系统对应输出端口的+5V端子没有电压;外部与系统+5V连接的电路中出现短路故障,其中与系统+5V连接的电路最常见的有编码器电路、手轮电路以及电源电路(如图2)。
故障现象2产生的原因可能为:系统电路中的ULN2803A芯片损坏,如ULN2803A损坏时进行换刀操作,对应刀位的输出电压与实际不相符;换刀时电压过低(正常电压高于+23V);从刀架控制电路到系统的电路出现故障,通过系统的故障诊断参数可以判断刀架信号是否反馈回电脑;刀架发信盘故障,测量发信盘霍尔元件是否损坏。
(3)深入检测,故障排除:对于故障现象1根据故障分析进行检测发现:系统与背光电路相关的端子的输出均正常,手轮电路也正常,编码器的0V与+5V短路,检查编码器,编码器内部的0V与+5V短路;判定车床的主轴编码器损坏,更换编码器后系统液晶显示正常,故障得到解决。对于故障现象2根据故障分析进行检测:检查系统诊断参数——没有信号反馈到电脑;检测系统在换刀时相应端子输出的24V电压——正常;检测刀架发信盘时,发现换刀时反馈电压只有+16V;进一步的查看换刀电压,发现电压过低是由于上拉电阻老化引起的,更换新的2KΩ/0.5W上拉电阻,试机一切正常,故障排除。
案例2一台CJK6140O数控车床配置GSK980TD+DA98A伺服系统,X轴驱动器出现ERR4报警。
故障排除过程:
(1)故障分析。通过查询DA98A说明书,ERR4报警解释为:位置超差。引起这报警是由于位置偏差计数器的脉冲个数值超过“位置超差检测范围”这个参数设定的值。GSK980TD+DA98A的配置的控制框图如图3所示,从系统发出来的位置指令脉冲与伺服电机光电编码器反馈回来的脉冲在驱动器进行运算,位置指令脉冲到来进行加法运算,伺服电机光电编码器反馈回来的脉冲进行减法运算,得到的偏差值即为位置偏差计数器的计数值。由此可以判定故障有可能由以下原因引起:1)系统或伺服相关的参数设置异常,引起指令脉冲频率过高,转矩不足等;2)光电编码器故障或电缆引线接错,使当前位置脉冲反馈失效;3)伺服电机或丝杠机械卡死,光电编码器转不起来;4)转矩不足;5)驱动器损坏;6)电机U,V,W引线接错。
(2)故障排除。排除故障步骤图如图4,由于原因有可能是电气故障,也有可能是机械故障,所示先上电观察X轴驱动是否报警;如有,一般是驱动器电路板故障,只能更换同型号的驱动器。如没有报警,可检查系统和驱动器相关的参数是否设置正确,如系统的电子齿轮比、快速定位速度、加减速时间常数等;伺服驱动器的位置超差检测范围,位置比例增益、转矩限制值等。然后再按图4步骤进行排除。在维修过程中,当断开伺服电机与丝杆时,发现丝杆机械卡死,同时其表面附有一层铁粉,怀疑有铁粉进入了螺母座里面使滚珠卡死无法传动,从而丝杆机械卡死,拆下丝杆和螺母座用柴油清洗,重新安装后工作正常。
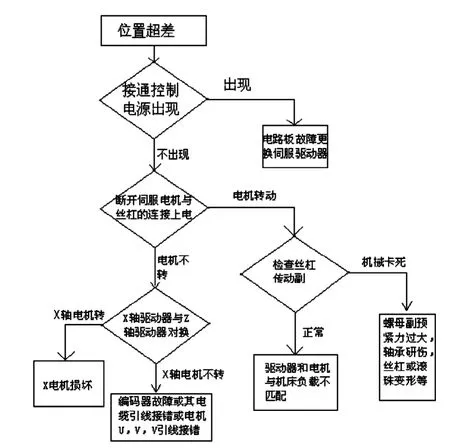
图4 故障排除步骤图
3 结语
数控系统种类繁多,故障千变万化,维修方法也不尽相同,一篇短文很难尽述。从以上两个例子,我们知道,在进行数控机床的维修时,要多思多想,认真仔细,注意合理使用逐层深入、层层分析的方法。遇到问题时要先想、问、再分析、然后深入分析、最后动手解决问题,切忌盲目动手,这样才有利于更快、更准的解决问题。为推动数控事业做出应有的贡献。
[1]孙汉卿,主编.《数控机床维修技术》.机械工业出版社,2004(1).
[2]龚仲华,主编.《数控机床故障诊断与维修500例》.机械工业出版社,2004.
[3]GSK980TA、GSK980TD车床CNC操作说明书,2007(5).
[4]GSKDA98系列电机驱动器说明书,艾默生EV1000系列通用变频器用户手册.
[5]《GSK数控系统维修手册》,2006(5).

表2 电流速断保护计算表

表3 过负荷保护计算表

表4 低电压保护计算表
5 结语
采用纵联差动保护、过负荷保护、低电压保护及单相接地保护这四种保护的实例,可在以后的设计中根据实际情况进行选择和使用。
在进行水泵电机供电设计时,可将水泵工作接地、保护接地与整个系统的联合接地系统可靠连接,尽量将其接地电阻值减小,辅以供电电源系统进行中性点经小电阻接地,以增大发生单相接地故障时的故障电流,使单相接地保护跳闸更加可靠性。
瑞钢工业有限公司电炉冷却水泵功率大,保护采用了相间短路保护(电流速断保护)、过负荷保护、低电压保护及单相接地保护共四种,整定值计算在保证保护灵敏度满足要求,保护可靠的前提下,从工程投资方面考虑,选择了电流速断保护。在其他工程设计中,也有
参考文献:
[1]卓乐友,编.电力工程电气设计手册(电气二次部分).中国电力出版社.
[2]吕继绍,编.电力系统继电保护设计原理.水利电力出版社.
[3]电力装置的继电保护和自动装置设计规范,GB50062-2008.
[4]中国航空工业规划设计研究院 任元会主编.工业与民用配电设计手册.中国电力出版社,2005.
[5]钢铁企业电力设计手册.冶金工业出版社.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
成都信息工程大学学报(2018年3期)2018-08-29
制造技术与机床(2017年4期)2017-06-22
电子设计工程(2017年20期)2017-02-10
光学精密工程(2016年5期)2016-11-07
电子器件(2015年5期)2015-12-29
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28
上海电机学院学报(2015年3期)2015-02-28
电测与仪表(2014年13期)2014-04-04
