贮叶柜布料车压边自动清吹装置的研制
2014-04-26 12:41张礼程
中国新技术新产品 2014年16期
张礼程
(河北白沙烟草有限责任公司石家庄卷烟厂制丝车间,河北 石家庄 052165)
贮叶柜布料车压边自动清吹装置的研制
张礼程
(河北白沙烟草有限责任公司石家庄卷烟厂制丝车间,河北 石家庄 052165)
针对GDT28D/12250型贮柜频繁出现布料车压边带物料积料现象,人工清扫增加烟叶造碎、换牌保养时间及劳动力,清扫不及时不彻底造成的错混牌隐患导致叶组配方结构变化,严重影响产品质量。通过研发设计安装布料带自动清吹装置,既避免错混牌隐患,保证了产品质量,又减轻了人工劳动强度,提高了生产效率。
GDT28D/12250型贮柜;物料积料;分析处理
制丝工艺由20个加工工序组成, 烟叶经过备叶,切片,切丝,加香加料,烘丝掺配等工序加工成满足质量要求的合格烟丝供应于卷烟﹑包装﹑成型等车间。在制丝工艺中,叶片贮存起到平衡烟叶水分,配比均匀,调整物料流量和衔接生产的作用。由于生产效率上的考虑,车间实行分组加工生产,在实际生产中提高了产品质量同时增加了换牌次数,作为叶片贮存设备的贮叶柜要在换牌期间进行清扫和保养。人工清扫增加烟叶造碎﹑换牌保养时间及劳动力,清扫不及时不彻底可能造成的错混牌隐患导致叶组配方结构变化,严重影响产品质量。通过研发设计安装布料带自动清吹装置,既保证产品质量,又减轻了人工劳动强度,提高了生产效率。
1 现状分析
我厂采用秦皇岛烟机厂生产的GDT28D /12250型贮柜,此种贮叶柜由分配车布料车柜体出料振槽四部分组成。入柜原理:布料由横向布料和纵向布料两部分组成,柜体横向布料是由一个沿柜体宽度方向上的分配车寸动来实现的,纵向布料是通过柜顶的布料车往复运动而实现的。
入柜当中由于柜顶的分配车运行之往复运动到布料车两侧极限位置时必然会有部分残存物料,每次入柜结束后,残存物料分布呈现一定的规律性,基本上都集中在布料车两侧的压边带上。压边带是防止物料进入输送带内部,引发物料积累带来的机械运转故障,在柜体设备上是不可或缺的必要装置。
2 突破口选择
小组运用头脑风暴法提出三个解决问题的突破口,①研发贮叶柜新型压边带;②研制贮叶柜布料车自动清吹装置;③研制新型边带清扫装置。紧接着小组成员分别从可实施性﹑经济性等方面对以上三个突破口进行综合加权评定,最终,小组确定研制贮叶柜布料车自动清吹装置为本次改造的突破口。
3 提出并确定最佳方案
根据突破口,我们运用“头脑风暴法”提出了提出两个可供选择的静止清吹﹑移动清吹方案,并对方案从可实施性﹑投入成本等方面进行评估。静止清吹方案,停车延时后清吹开始,逻辑控制简单,不与现有系统的控制逻辑建立关系,但静止清吹要求清吹头数量较多,安装难度较大。方案预期效果较好;移动清吹方案,利用设备延迟停止时间,可大大降低换牌保养时间,两个小段内各自只有一个喂料机,且可以以切丝机为纽带进行流量控制,理论上可以实现流量均衡,且清吹头作用区域不固定,范围大,要求清吹头数量少,投入成本较小。经过比较,我们最终选择移动清吹法为最佳方案。
随后通过比较选用不锈钢303为喷嘴的材料;利用实验分析的方法选择结构相对复杂﹑清吹距离能满足要求的锥形喷嘴及数量四只;根据要求选取先导式结构﹑I型电磁头作为此装置的控制阀;通过实验对比,选择轨道外侧安装,不影响行车往复运行且清吹距离远(1200mm),清吹效果好;用正交试验的方法横向距离20cm,外偏30°,下偏15°的最佳安装参数;根据清吹压缩空气以及安装的实际情况,选择连接管路为外径12mm内径8mm的聚氨酯管;利用现场试验的方法选取贮柜重量计算法作为清吹装置启动标志,并确定清吹时间设定值为220秒。
4 方案实施
4.1 实施一:制作喷嘴
绘制喷嘴结构图,选用硬度高,耐磨性极好,有较好的铸造性能,耐腐蚀的不锈钢303材料,按图纸车出喷嘴,进行打磨和钳工作业。
4.2 实施二:控制阀的安装测试
根据要求领取电磁阀并安装,根据设计模拟动作实验,控制阀开/关可靠性实验准确率100%。
4.3 实施三:连接安装
连接空压软管,领取根长50米,外径Φ12mm内径Φ8mm的聚氨酯管安装,并安装4只喷嘴,配备快装接头和喷嘴支架。随后进行测试检查,连接牢固,不漏气,进出口压力差小于0.05MPa,满足要求。
4.4 实施四:喷嘴位置和角度安装
反向对称安装4只喷嘴,配备快装接头和喷嘴支架,安装在轨道外侧,以铺料行车中轴处为坐标原点建立坐标系,做上记号,20cm位置。安装喷嘴角度向外偏斜30°﹑向下偏斜15°。安装结束后分别从清吹是否干净﹑残存叶片重量等方面进行效果检查,满足要求。
4.5 实施五:控制系统的建立
小组按设计进行软件编辑下载并绘制电气原理图,程序下载后小组进行了系统实验,系统运行稳定,且达到清洁目的,换牌保养时间减少,见图1。
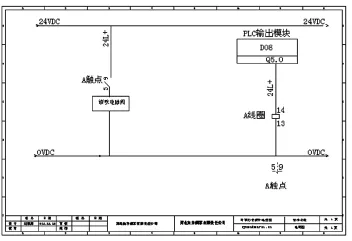
图1 电气控制图
5 效果检查
贮叶柜高空压边带自动清吹装置研制完成后,小组10月中旬至11月中旬进行了效果检查,彻底解决压边带残存物料问题,且换牌保养时间由原来的12分钟降至3分钟,大大提高了劳动效率。
结语
我们通过研制贮叶柜布料车自动清吹装置,代替人工操作,降低清扫准备时间的同时清扫彻底,创造性地解决了生产中的实际问题,并做到了资源节约。既避免错混牌隐患,保证了产品质量,又减轻了人工劳动强度,提高了生产效率。
[1]吴宗泽主编.机械零件设计手册[M].北京:机械工业出版社,2003.
[2]廖常初.PLC编程及应用[M].北京:机械工业出版社,2003.
TS43
A
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
数学小灵通(1-2年级)(2022年3期)2022-03-17
山东冶金(2019年5期)2019-11-16
济南大学学报(自然科学版)(2019年4期)2019-07-30
经济技术协作信息(2018年22期)2019-01-19
爱你(2015年2期)2015-11-14
电视技术(2015年13期)2015-10-12
丝绸(2015年7期)2015-02-28
现代防御技术(2014年5期)2014-02-28
天津冶金(2014年4期)2014-02-28