
可编程控制器在板框压滤机中的应用
2014-04-29 01:05陈建宁
山东工业技术 2014年18期
陈建宁
(中电电气(南京)光伏有限公司,南京 211100)
可编程控制器在板框压滤机中的应用
陈建宁
(中电电气(南京)光伏有限公司,南京 211100)
本文介绍了西门子S7-200可编程控制器在污水处理站板框压滤机控制系统当中的应用。利用PLC特定的功能,实现对板框压滤机的自动控制。实践证明,改造后的板框压滤机运行良好,为应用新技术改造旧设备提供了成功的范例,具有良好的应用价值。
可编程控制器;板框压滤机;改造
0 前言
传统的电气控制系统采用的继电器逻辑控制由于触点多、故障率高、可靠性差、体积大等缺点,正逐渐被淘汰。可编程控制器(PLC),其功能变化灵活,编程简单,故障少,噪音低。维修保养方便,节能省工,抗干扰能力强,控制箱占地面积少等。已广泛运用于各种机床、机械、电力设备等工业领域。本文介绍了西门子S7-200可编程控制器在板框压滤机的应用。
1 板框压滤机的介绍
1.1 结构及功能简介
板框压滤机的结构由三部分组成:
(1)机架:机架是压滤机的基础部件,两端是止推板和压紧板,两侧的大梁将二者连接起来,大梁用以支撑滤板、滤框和压紧板。
(2)液压自动保压机构:液压站由电机、油泵、电磁换向阀、压力表、油路、油箱等组成。
(3)过滤机构:过滤机构由过滤板、滤框、滤布组成。
板框压滤机是一种间歇性固液分离设备,它由滤板、滤框排列构成滤室,在输料泵压力的作用下,物料从止推板上的进料孔进入各滤室,固体颗粒因其粒径大于过滤介质(滤布)的孔径被截流在滤室里,滤液则从滤板下方的出液孔流出。通过过滤介质,将固体和液体分离。作为一种固液分离设备,应用于工业生产已有悠久历史,它具有分离效果好、适应性广等特点,特别对于粘细物料的分离,有其独特的优越性,其广泛应用于化工、冶金及各行业的污水处理等。
1.2 工艺流程
按下压紧滤板按钮,油泵启动同时打开压紧电磁阀,在油压的驱动下,油缸中的活塞向前移动,推动压紧板同时带动滤板向前移动,当最前面的滤板触及止推板时,压紧板缓慢地压紧滤板。当压紧力达到压力表的上限时,电源自动切断,油泵停止供油,滤板、滤框被压紧,此时压滤机处于自动保压状态,其压紧力主要是由电接点压力表控制的,压力表的上限指针和下限指针设定在工艺要求的数值(本台板框压滤机的油压上限为20MPa,下限为15MPa)。由于油路系统不可避免的要产生内漏和外漏而造成压紧力下降,当压紧力降到压力表下限指针时,电源自动接通,油泵开始供油,压力上升,当压力达到上限值时,电源自动切断,油泵停止供油,这样反复循环以达到过滤物料在过滤过程中有足够的压紧力。
在压滤机处于自动保压状态时,方可打开进料泵往滤室进料(污泥),当进料压力达到0.8MPa时,进料泵停止工作。污泥中的水分被挤去之后,进料压力会下降,进料泵自动恢复工作,再往滤室送料。这样反复多次,不断往滤室输送所需要处理的污泥。随着滤室里面有限的空间越来越少,进料泵的工作时间也会越来越短,当每次的工作时间只能维持5秒左右时,表明滤室已满,准备卸料。按下松开板框按钮(进料泵的控制回路也被切断,不能启动),启动油泵,同时松开电磁阀得电,油缸中的活塞向后移动,压紧板开始退回,当退到限位开关处时油泵自动停止,退回动作结束,滤板松开,开始卸料。
首先,打开翻板,启动皮带运输机。然后拉动拉绳开关,启动移动设备运行。移动设备前后移动,其机械装置会钩住滤板依次往后移动。滤板在移动过程中,经过固水分离的污泥被卸下,滤板被移完后,卸料完毕。污泥由皮带运输机送至漏斗,一个周期结束。
2 板框压滤机的改造
2.1 改造原因及方案
我公司一期污水站的板框压滤机的运行时间较长,电气设备老化,加上继电器使用局限性,易造成触点接触不良,故障率高,线路复杂,维修时难度大,耗时费力。为了改善板框压滤机的性能,解决故障率高,维修时难度大等问题,决定使用可编程控制器(PLC),代替原有的中间继电器和时间继电器控制系统,从而达到降低故障率,精简、更换老化的线路,提高板框压滤机的可靠性。
要确定板框压滤机的改造方案,首先要了解板框压滤机的工艺流程(具体流程上文已说明,不再重复),要做到心中有数。一般来说不要改动控制面板,以免影响操作人员的习惯。要选择一种性能良好的可编程控制器(PLC)。本次改造使用的西门子 S7-200系列在自动化系统使用中功能强,应用领域极为广泛,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。S7-200系列的出色表现主要有可靠性高 、指令集丰富、易于掌握、可扩展模块等等,是具有较强控制能力的可编程控制器。要根据实际需求选择可编程控制器(PLC),根据分析计算,PLC的输入点为10个,输出点为9个,故采用西门子S7-200CPU224系列可编程控制器。因为此可编程控制器本机就集成14输入/10输出共24个数量I/O点,不需要连接扩展模块,既能满足运行的要求,又能节省资金和空间。PLC的输出一般有三种形式:继电器输出、晶闸管输出、晶体管输出。继电器输出型的PLC有许多优点,如有隔离作用,价格相对较便宜,其负载电压灵活,可带交、直流负载,而且考虑到负载不是频繁动作,所以采用继电器输出型的PLC,型号为214-1BD22-OXBO。直流线圈继电器较交流线圈继电器有明显的优越性能,所以各控制用继电器均采用线圈电压为直流24V的直流线圈继电器。考虑到PLC的输出容量有限,配置一个输出电流为5A的直流电源。
2.2 PLC输入输出地址对照表
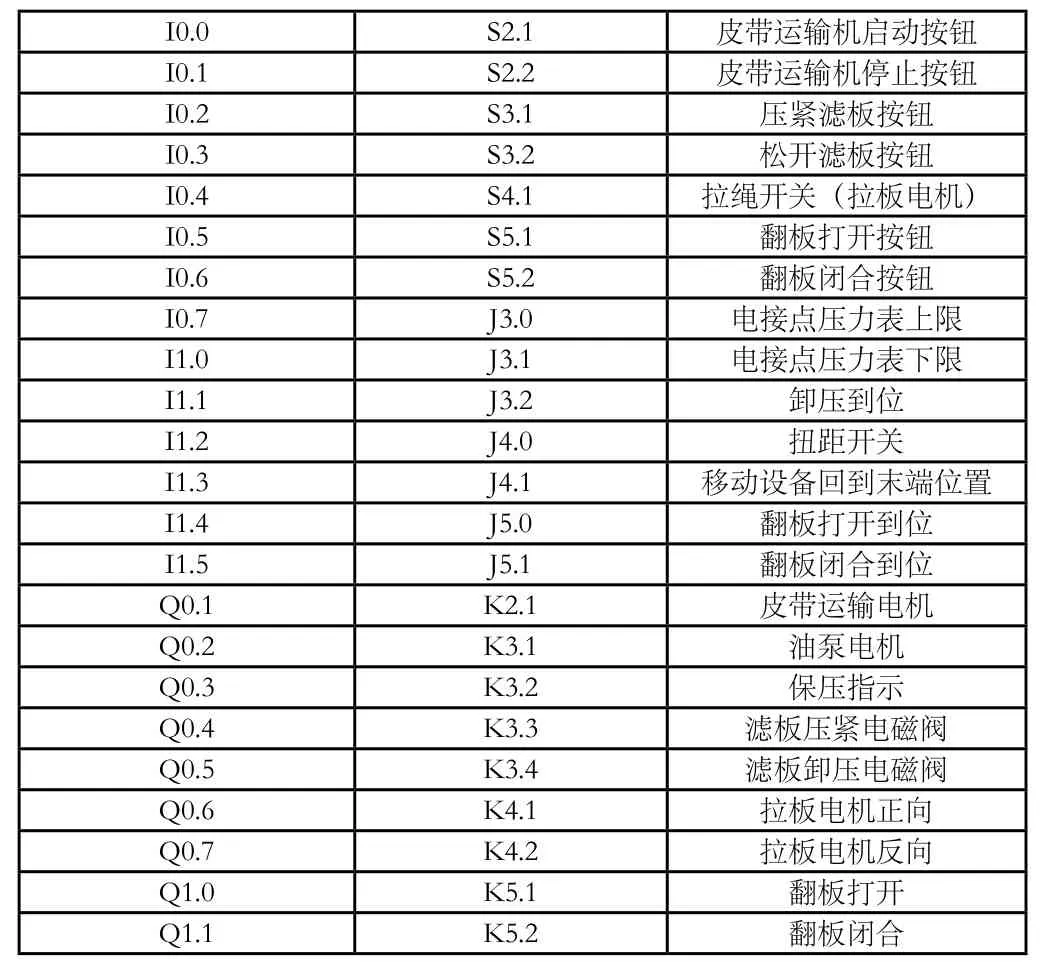
I0.0 S2.1 皮带运输机启动按钮I0.1 S2.2 皮带运输机停止按钮I0.2 S3.1 压紧滤板按钮I0.3 S3.2 松开滤板按钮I0.4 S4.1 拉绳开关(拉板电机)I0.5 S5.1 翻板打开按钮I0.6 S5.2 翻板闭合按钮I0.7 J3.0 电接点压力表上限I1.0 J3.1 电接点压力表下限I1.1 J3.2 卸压到位I1.2 J4.0 扭距开关I1.3 J4.1 移动设备回到末端位置I1.4 J5.0 翻板打开到位I1.5 J5.1 翻板闭合到位Q0.1 K2.1 皮带运输电机Q0.2 K3.1 油泵电机Q0.3 K3.2 保压指示Q0.4 K3.3 滤板压紧电磁阀Q0.5 K3.4 滤板卸压电磁阀Q0.6 K4.1 拉板电机正向Q0.7 K4.2 拉板电机反向Q1.0 K5.1 翻板打开Q1.1 K5.2 翻板闭合
2.3 PLC输入输出接线图
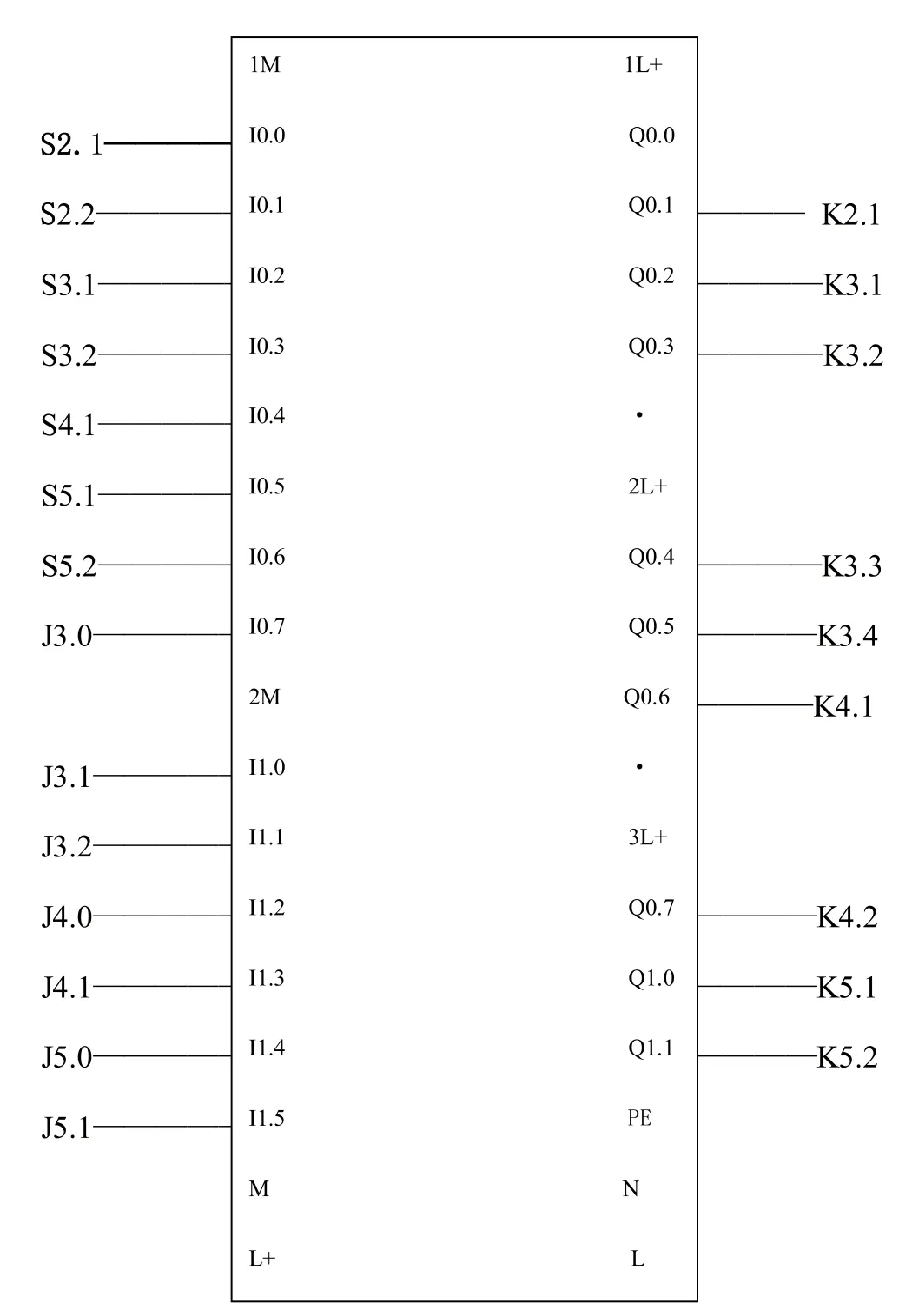
SIEMENS S7—200 CPU—224(214—IBD22—OXBO)
2.4 程序的编译和调试
可编程控制器PLC的编程是在WINDOWS平台上运行的STEP 7-MICRO/WIN32 V3.1软件进行的,PLC通过PC/PPI 电缆和计算机相连,并通过此电缆把编译好的程序输入到PLC中根据板框压滤机的工艺流程,编译程序主要考虑以下几个方面的问题:
(1)压紧滤板时,移动设备必需回到末端,按下压紧滤板按钮,同时打开压紧电磁阀,油泵电机起动,压紧滤板。使压力处于压力表的上限与下限之间,并自动保压。
(2)滤板压紧之后才能开启柱塞泵(进料泵),柱塞泵(进料泵)停止后才能松开滤板。
(3)拉板移位电机正、反转自动切换。
(4)松开滤板后,滤板卸压到位后,自动停止。
(5)拉板结束后,移动设备回到末端,拉板移位电机自动停止。
(6)翻板电机在翻板到位后自动停止。
(7)皮带运输机由起动、停止按钮控制。
(8)在相关的回路中采用电气互锁。
PLC的编程语言与一般计算机语言相比,具有明显的特点,它既要满足易于编写,又要满足易于调试的要求。编程前不仅要掌握PLC编程软件的指令系统,例如:位逻辑指令(常开、常闭、置位、复位等),计时器指令(打开延时、关闭延时等)。以及PLC的指令功能状态和符号编写要求,例如:打开延时计时器(TON)、关闭延时计时器(TOF)在10毫秒级分辨率,最大数值为327.67秒时,符号编写范围只能在T33-T36和T97-T100之间选择,而且它们指令功能的启动条件是不同的。还要了解梯形图的编程规则,
例如:每个继电器的线圈和它的触点均用同一编号,每个元件的触点使用时没有数量限制等。编写程序应该按照“简单实用”的原则,在确定中间继电器和时间继电器在梯形图中的存储器位和定时器位后,就可以按照工艺流程所要求的动作一一编写程序。
程序编完后,先在空机进行试验,准确无误后,再进行现场调试。现场调试是一个极其重要的环节,因为很多问题只能在现场调试中发现。例如:
(1)拉板移位电机正、反转自动切换时,移动设备会发出很大的撞击声,对设备运行十分不利。经检查,原因是:拉板移位电机正、反转自动切换时,虽有制动装置,但延时不够,使电机在没有完全停稳的情况下,立即反向运行,使移动设备正向运动没有完全停止,立即反向运动,于是发出很大的撞击声。了解这一情况后,我立即修改原来程序,加了一个关闭延时计时器(TOF),经调试时间定为0.5秒,使这个问题得到解决。
(2)有时移动设备向后移动时,还没有到位,就开始向前移动。经过仔细观察,发现有时滤板上带的污泥太多,阻力太大,引起扭距开关动作,电机反转。通过调整扭距开关上的弹簧压力,解决了这一问题。还有其他一些问题,也是在现场调试中发现并加以解决的。
3 结论
针对板框压滤机的控制系统,采用西门子S7—200CPU224可编程控制器(PLC)代替原有的中间继电器和时间继电器控制。极大地改善了设备的电气性能,故障率大大降低,以前板框压滤机是我们维修工作的重点、难点,尤其是夜间发生故障时,由于环境差,往往得不到及时维修,影响了污水处理指标。采用PLC控制以后,减少了很多维修工作量,经过一年多的运行,板框压滤机的运行是非常可靠的,几乎没有发生过一次电气故障,保证了污水处理系统正常运行,使我公司的污水处理指标达到环保要求。实践证明,可编程控制器(PLC)能很好地代替原有的继电器控制系统,具有良好的应用价值。
[]PLC应用基础及提高[M].邮电出版社.
[2]自动控制及PLC应用技术[M].北航出版社.
[3]S7-200可编程控制器[Z].西门子公司.
猜你喜欢
中州大学学报(2022年4期)2022-09-13
选煤技术(2022年1期)2022-04-19
科学家(2022年3期)2022-04-11
铀矿冶(2021年4期)2021-11-10
知识就是力量(2021年9期)2021-09-18
建材发展导向(2021年10期)2021-07-16
天然气化工—C1化学与化工(2021年1期)2021-03-17
安徽科技(2020年9期)2020-09-30
商品与质量(2019年35期)2019-11-28
建材发展导向(2019年19期)2019-07-20
