基于PLC控制的自动环缝焊机的设计
2014-06-09 12:33张华忠王广业
机电产品开发与创新 2014年3期
张华忠,王广业,国 兵
(日照职业技术学院,山东 日照 276826)
基于PLC控制的自动环缝焊机的设计
张华忠,王广业,国 兵
(日照职业技术学院,山东 日照 276826)
为解决液力变矩器在焊接过程中焊件变形、焊件同轴度较差、焊接效率不高的问题,论文设计以PLC为控制核心自动控制系统,配以机械装置组成自动环缝焊机。通过实践中应用证明,此环缝焊机比传统焊接具有更高的焊接稳定性、更好的焊接质量、较高的焊接质量,具有广泛的推广价值。
液力变矩器;PLC;自动焊接;控制系统
0 引言
液力变矩器在工作过程中,需要承受大的冲击力矩、高转速、高温度,因此装配时,需要将上盖和泵轮焊接成为一体增加强度,提高抗震能力。在实际焊接过程中,焊接温度非常高,很容易造成液力变矩器的变形,且壳体与泵轮极易出现同轴度误差,最终结果是汽车性能受到较大影响。为液力变矩器的效率、缓和冲击力、加强自适应能力,在液力变矩器上增设止锁离合器,用来控制涡轮机构与泵轮机构的机械连接和断开[1]。这要求涡轮输出轴套焊接后与壳体内表面保持一定的距离,保证当离合器处于分离时,能有足够的间隙,这要求在焊接时壳体与泵轮的同轴度要求十分严格。为解决上述难题,本文选择基于PLC控制的自动环焊缝机对液力变矩器进行焊接,通过在五征集团的实际应用,该焊机可明显提高焊机质量和焊机效率。
1 自动环缝焊机机械机构设计
液力变矩器是现代汽车无极调速重要的结构组成部分,其结构如图1所示,它能够在汽车起步时,实现平稳启动,且在加速过程中,起到增大扭矩的作用。自动环缝焊机整体机械结构十分紧凑,焊枪在空间结构相对固定,工件通过夹具在工作台上可旋转运动。为防止在焊接过程中工件变形,采取三只焊枪或者更多焊枪在空间上均分同时工作,可以有效的减小焊接应力。
自动环缝焊机在机械结构上分为焊枪定位装置、工件旋转驱动装置、工件压紧装置。

图1 液力变矩器结构图
1.1 焊枪定位装置
为提高自动环缝焊机焊的灵活性和通用性,在设计时,焊件装置设计为可多维度调整的机构。焊枪的定位移动采用精密气缸实现,根据工件的大小和形状来调节气缸的位置进行焊枪的定位。此装置可以通过微调焊枪位置提高焊接质量,同时增加自动环缝焊机的通用性。
1.2工件旋转驱动装置
此装置采用步进电机驱动,步进电机可以准确连续的调整速度和角度,根据工件的大小、形状调节焊接的速度和角度,很好的与焊枪的焊接速度相配合,保证焊接质量与效率,在工件旋转的工程中,可通过触摸屏调节步进电机的各种参数,实现焊接生产过程的自动化。
1.3 工件压紧装置
为保证自动环缝焊机在焊接过程中的安全和焊接质量,本装置采用专门的压紧装置,如图2所示,装置能够保证设备在停气、断电的特殊情况下焊机动作不会发生误动作。夹具的动力装置由气缸驱动,气缸在直线导轨上驱动滑块进行调节运动。放置工件时,将工件下半部分放置在回转定位工装内,定位机构将其锁紧,后将工件上半部分放置工装内与下半部分对齐定位,此定位机构能够保证焊件的同轴度要求,然后焊接。
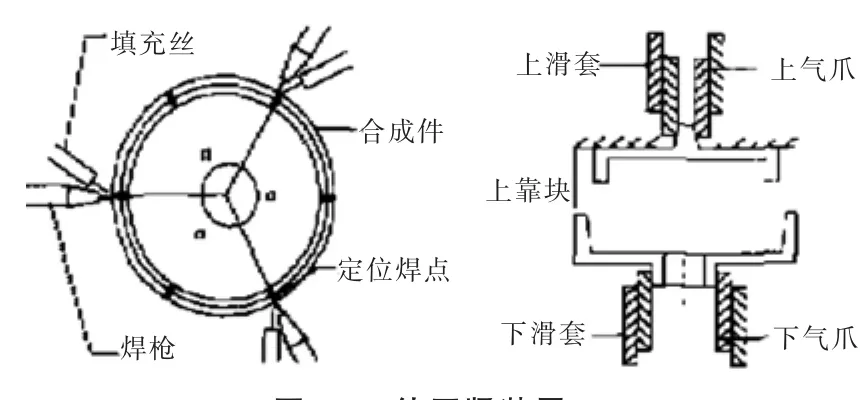
图2 工件压紧装置
2 硬件控制部分的设计
由于液力变矩器在焊接过程中,工序复杂、焊接精度要求较高,因此控制部分采用PLC和触摸屏等智能仪器来提升环缝焊机的自动化程度。驱动部分则采用精度较高的细分步进电机。控制系统硬件主要分为以下几部分:主电路、控制电路、驱动电路、辅助控制电路,如图3所示。
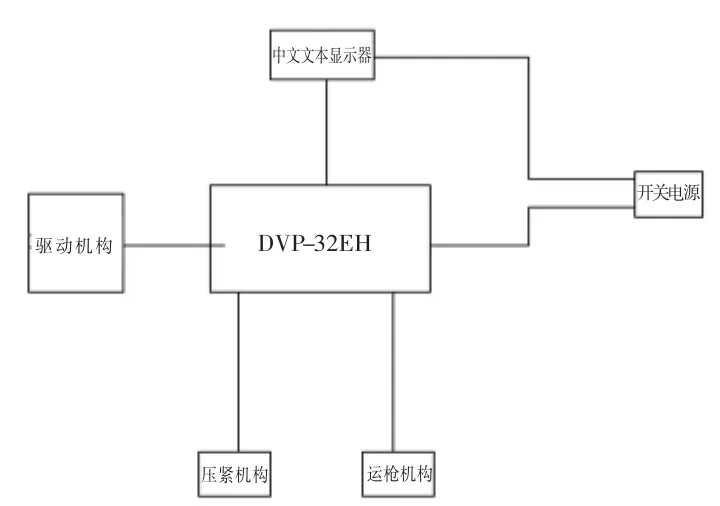
图3 控制部分硬件组成
2.1 控制电路设计
在焊接过程中, 所有的焊接运行动作都由 PLC发出指令, 工件位置信号和焊机状态信号是由位置检测元件光电传感器、限位开关和接近开关检测,并将其输送给PLC,分别用于工件的检测、限位和定位。控制系统所需要数字量和模拟量,通过接口电路与PLC相连,PLC根据检测信号发出相应的控制运行指令。主要的控制动作有:工作台沿直线导轨在水平方向的平动、工件在水平面内的旋转运动及在垂直方向的运动,均由步进电机实现控制指令所要求的动作。焊接加工过程所需要的焊接电源和相应的送丝机都有直接的远程控制接口.可以通过接口电路接至PLC,控制系统可对起弧、熄弧及电流切换等过程进行控制。PLC电气原理图设计如图4所示。
2.2 驱动电路设计
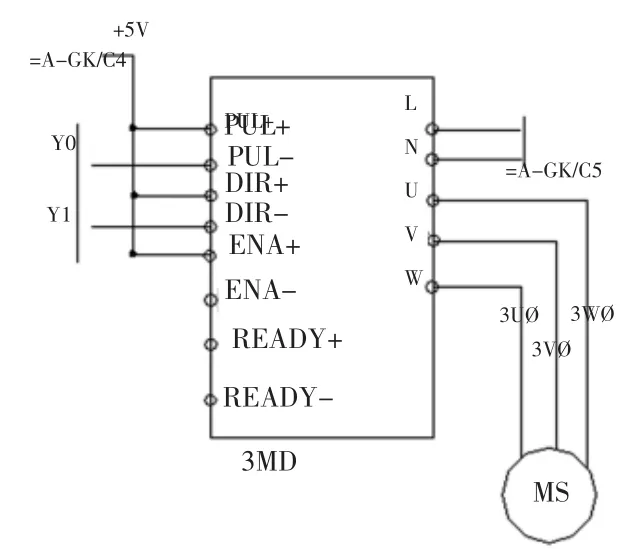
图5 步进电机控制原理图
在环缝焊机的工作过程中,步进电机的的旋转量和旋转速度决定了工件焊接的位置量和焊接的速度[2]。通过控制步进电机控制器可以准确的控制焊接速度和焊接的位置,同时速度的调整可以较好地改变焊接质量,对同一位置焊接时间的长短能够改变焊接的效果。驱动电路设计如图5所示。
3 控制系统软件部分设计
为实现环缝焊机自动焊接,根据焊接工艺过程,采用PLC梯形图编制程序实现焊接的逻辑过程[3]。控制系统软件部分设计主要分为:压紧装置动作程序、焊机速度调整程序、焊接过程动作程序、触摸屏与PLC通讯程序等等。图6为压紧装置动作程序梯形图设计;图7为焊机速度调整程序梯形图设计;图8为焊接过程动作梯形图设计。
4 结论
自动环缝焊机为解决在焊接液力变矩器过程中工件发生变形、焊接质量不稳、焊件效率不高的难题,采用三支焊枪均布工艺,通过PLC对焊机进行自动控制,较好地解决了上述难题。焊枪的焊接速度和工件的旋转速度较好地配合,不但大幅度的提高了焊接效率,同时保证了焊接质量。且当焊接工件发生变化时,只需通过触摸屏调整相关参数,即能完成不同工件的焊接,大大提高此装置的通用性和广泛性。
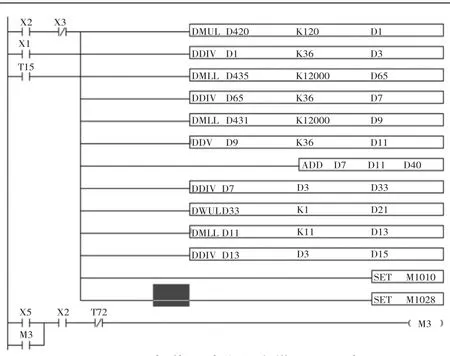
图6 压紧装置动作程序梯形图设计
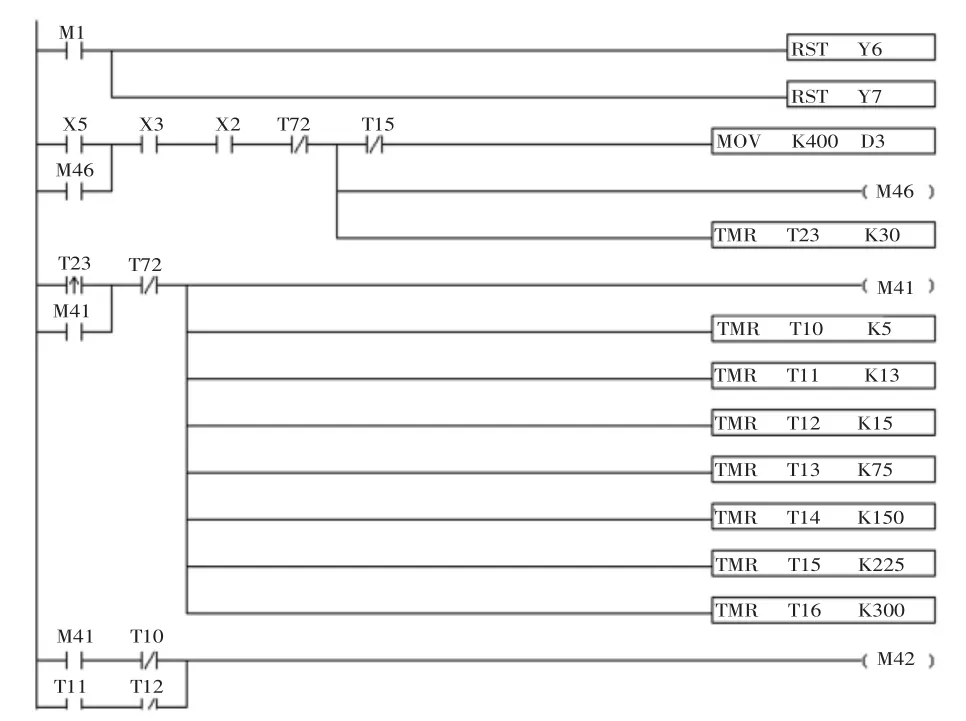
图7 焊机速度调整程序梯形图设计
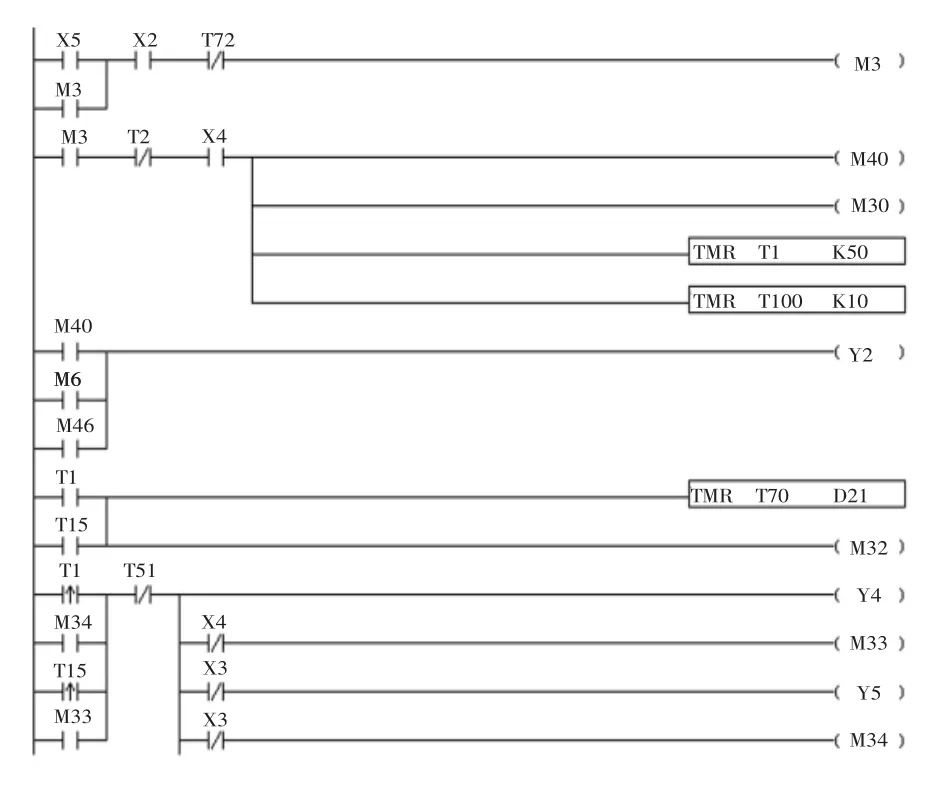
图8 焊接过程动作梯形图设计
[1]张小云,张延松,等.基于焊点压痕的伺服焊枪电焊质量在线检测方法[J].焊接学报,2003,10.
[2]杜伟国,张小云,等.伺服焊枪中频直流电阻点焊优势探讨[J].电焊机,2009,8.
[3]洪志育.例说PLC[M].北京:人民邮电出版社,2007.
Design of Welding Seam Automatic Loop Control Based on PLC
ZHANG Hua-Zhong,WANG Guang-Ye,GUO Bing
(Rizhao Polytechnic,Rizhao Shandong 276826,China)
In order to solve the problem of hydraulic torque converter in the welding process welding deformation,welding,welding coaxiality of poor efficiency is not high,this design with PLC as the control core of the automatic control system,with a mechanical device automatic girth welding machine.Through the practice of application shows that,this ring seam welding machine than traditional welding has higher welding stability,better welding quality,high welding quality,and wide popularization value.
torque converter;PLC;automatic welding;control system
TP3993
:Adoi:10.3969/j.issn.1002-6673.2014.03.059
1002-6673(2014)03-155-03
2014-03-20
张华忠 (1974-),男,山东潍坊人,研究生,讲师。现主要从事机械设计制造与自动化专业的教学与科研工作。
猜你喜欢
隧道建设(中英文)(2021年6期)2021-07-05
昆钢科技(2020年6期)2020-03-29
——变矩器的锁止控制
汽车与驾驶维修(维修版)(2019年9期)2019-10-14
成都工业学院学报(2017年2期)2017-06-28
城市轨道交通研究(2017年4期)2017-05-10
电子制作(2016年15期)2017-01-15
汽车零部件(2016年10期)2016-12-06
汽车维修与保养(2015年12期)2015-04-18
制造技术与机床(2015年10期)2015-04-09
传动技术(2014年1期)2014-02-27