直齿圆锥齿轮精密锻造工艺及模具设计
2014-07-01 09:30张琳
锻压装备与制造技术 2014年6期
张 琳
(西安航空职业技术学院,陕西 西安710089)
精密锻造(以下简称精锻)齿轮的强度、耐磨性等都比切削加工的齿轮优越[1],国内外越来越多采用精密锻造技术来成形齿轮。齿轮精锻成形的主要问题是[2]解决齿形的充满与成形力过大之间的矛盾,分流法[3-4]能在较低的工作压力下,使齿形完全充满,是齿轮精锻较为有效的方法。齿轮中心分流工艺是在分流法的基础上发展起来的,其原理是:预锻成形时,利用模具上的凸台在坯料端面的中心部位锻出凹坑,终锻时利用凹坑实现材料的分流。
本文将中心分流法应用到直齿圆锥齿轮(图1)的精锻成形,根据齿轮的尺寸形状特点和成形难点[5]制定合理的工艺方案,以工艺方案和数值模拟结果为依据,设计了预锻分流区-分流终锻的两套模具。

图1 直齿圆锥齿轮零件图
1 直齿圆锥齿轮精锻成形工艺方案的制定
1.1 中心分流精锻成形工艺路线
本文所研究的直齿圆锥齿轮的参数如表1 所示,加工材料为18CrMnTi,该材料是塑性良好的渗碳钢,具有良好的综合力学性能,但变形抗力比较大。生产实践发现,精锻锥齿轮时常会出现齿形充不满现象和成形力过大导致模具损伤等问题。为此,该齿轮采用中心分流法锻造,通过预锻和终锻两个工步完成,其精锻工艺路线为:精密下料→车削或磨削外圆、除去表面缺陷层→少无氧化加热→预锻→精(终)锻→冷切边→热处理→后续切削加工。
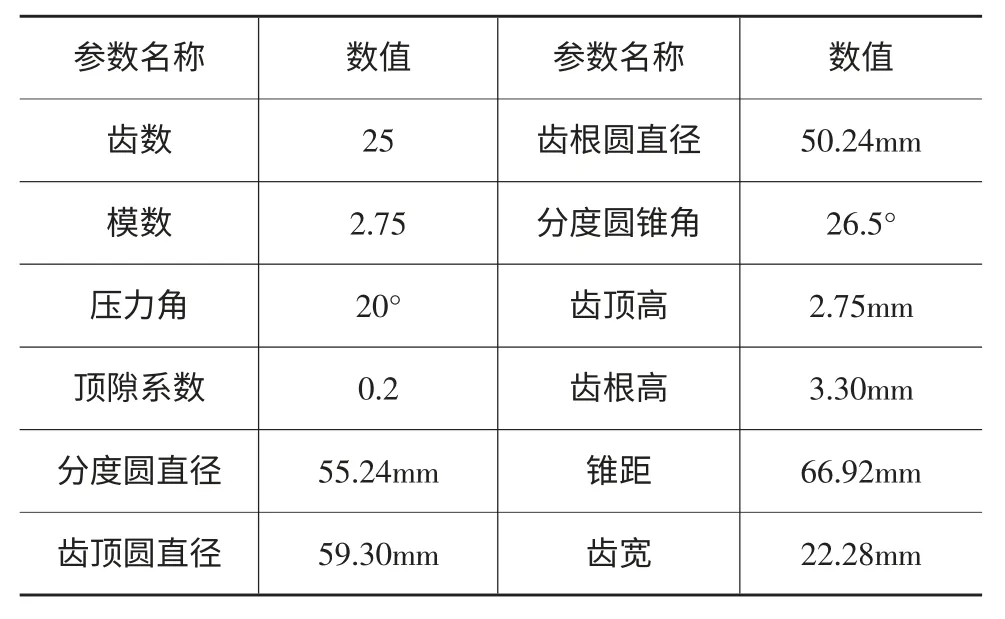
表1 直齿圆锥齿轮基本参数
1.2 中心分流精锻成形工艺设计[6-7]
1.2.1 直齿圆锥齿轮锻件图设计
锻件图是模具设计的基础,设计锻件图时主要考虑如下几方面:①将分模面选择在锻件最大直径处,能锻出全部齿形和顺利脱模;②齿轮的精锻齿形和小端面不需机械加工,不留加工余量。齿轮大端为安装基准面,精锻时不能达到精度要求,应预留加工余量;③当零件上的孔径大于25mm 时,孔应锻出,应留有连皮;④收缩率可参考生产经验数据,依据“见尺寸就放”原则;⑤合理设计预锻件形状,以保证后续终锻工步锻件齿形完全充满。具体要求有:预锻件形状应尽可能接近终锻件形状,从而使终锻时只需要较小的的变形量即可获得完整形状的锻件;预锻件和终锻件各部位的体积应相当,避免因某些部位尺寸落差过大而产生回流,造成折叠等缺陷;预锻件高度方向上的尺寸应稍大于终锻件2mm~5mm,水平方向的尺寸应稍小于终锻件约1mm~2mm,以使终锻时的金属以镦粗流动为主;为了便于金属流动,预锻件圆角应比终锻件相应部位的圆角大。
在以上原则的基础上,考虑到降低预锻齿形模的加工难度和制造成本,本文将预锻件齿形简化为梯形齿廓,齿高略大于终锻件1/2齿高,预锻件与终锻件齿廓形状如图2所示,直齿圆锥齿轮锻件图如图3 所示。
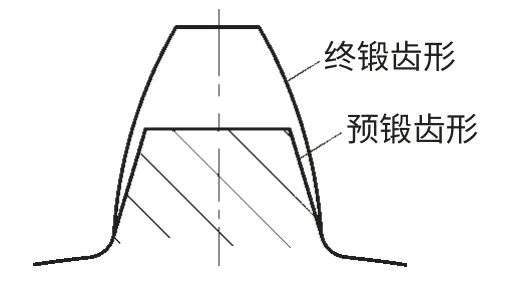
图2 锻件齿形
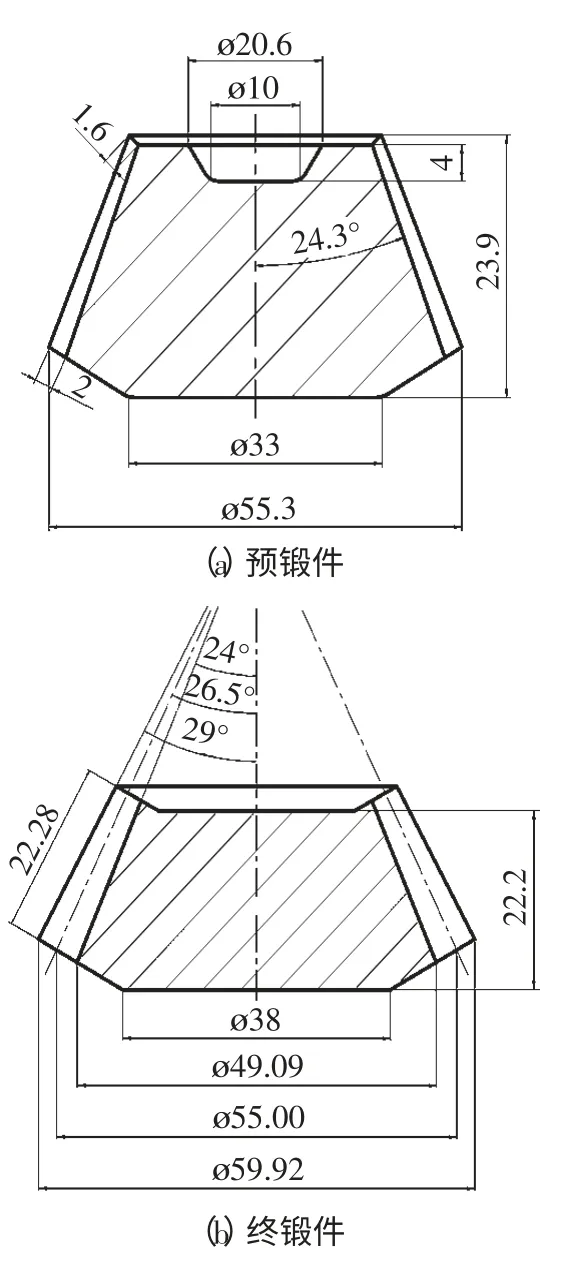
图3 直齿圆锥齿轮的锻件图
1.2.2 坯料的准备
精锻齿轮时,对于节锥角在28°~62°左右,且水平方向与高度方向的最大轮廓尺寸相差不大的圆锥齿轮,通常用圆柱形坯料直接放置于模膛中预锻。此时坯料的直径应符合下式关系,且节锥角较小时,d0取小值。

式中:d0——圆柱形坯料直径;
df、da——分别为锥齿轮小端的齿根圆直径和齿顶圆直径。
其次考虑坯料要易于定位,坯料的直径应尽量接近小端齿根圆直径。由体积不变定律可知,直齿圆锥齿轮的坯料体积应等于终锻件的体积,且应满足坯料的高径比/的值小于2.5,最终确定坯料的尺寸为d0=30mm,h=52mm,坯料形状和尺寸如图4 所示。
1.2.3 设备类型及吨位

图4 坯料形状和尺寸
通常用于精密锻造的设备有螺旋压力机、热模锻曲柄压力机和液压机。通过分析对比三种设备的特点,经计算本文所研究的直齿圆锥齿轮所需的变形力P=2785kN,质量m=0.3kg,所以选取公称压力为3000kN 的摩擦式螺旋压力机。
2 中心分流精锻模具设计[8]
由于螺旋压力机的螺杆和飞轮之间为刚性连接,螺杆与往复直线运动的滑块之间为非刚性连接,所以承受偏载能力差,一般只进行单模膛锻造,所以需要设计预锻和终锻两套模具。
2.1 模具模膛设计
模膛形状的设计依据是锻件图,终锻模膛的形状与终锻件的相同,预锻模膛的形状与预锻件的相同,关键是确定模膛和凸模的尺寸。对于精度要求较高的精密模锻件,应考虑各种因素的影响。模膛外径A 按式(2)计算,凸模直径B 按式(3)计算。

式中:A——模膛外径,mm;
A1——锻件相应外径的公称尺寸,mm;
a——坯料的线膨胀系数,1/℃;
t——终锻时锻件的温度,℃;
a1——模具材料的线膨胀系数,1/℃;
t1——模具工作温度,℃;
△A——模锻时模膛外径A 的弹性变形绝对值,mm;
B——凸模(模膛冲孔凸台)直径,mm;
B1——锻件孔的公称直径,mm;
△B——模锻时凸模直径B 的弹性变形值(当直径B 变大时,△B 为负值,当直径B减小时,△B 为正值),mm。
由上式可看出,精锻模具模膛及凸模尺寸确定,除了要考虑锻件材料的线膨胀系数和终锻时锻件的温度外,还要考虑模具材料的线膨胀系数和模具的工作温度,同时也不能忽略模锻时模膛和凸模的弹性变形。
根据以上要点,利用UG 软件设计的模具成形零件的三维实体造型如图5 所示。将模具和坯料模型分别导入DEFORM-3D 系统中进行数值模拟,模拟结果表明[9]:预锻时形成的凹坑在终锻时起到了很好的分流作用,使成形载荷减小,且所获得的锻件齿形完整良好。数值模拟明确了中心分流精锻工艺成形直齿圆锥齿轮的可行性和模膛结构的合理性,该结果为模具设计提供了理论依据。
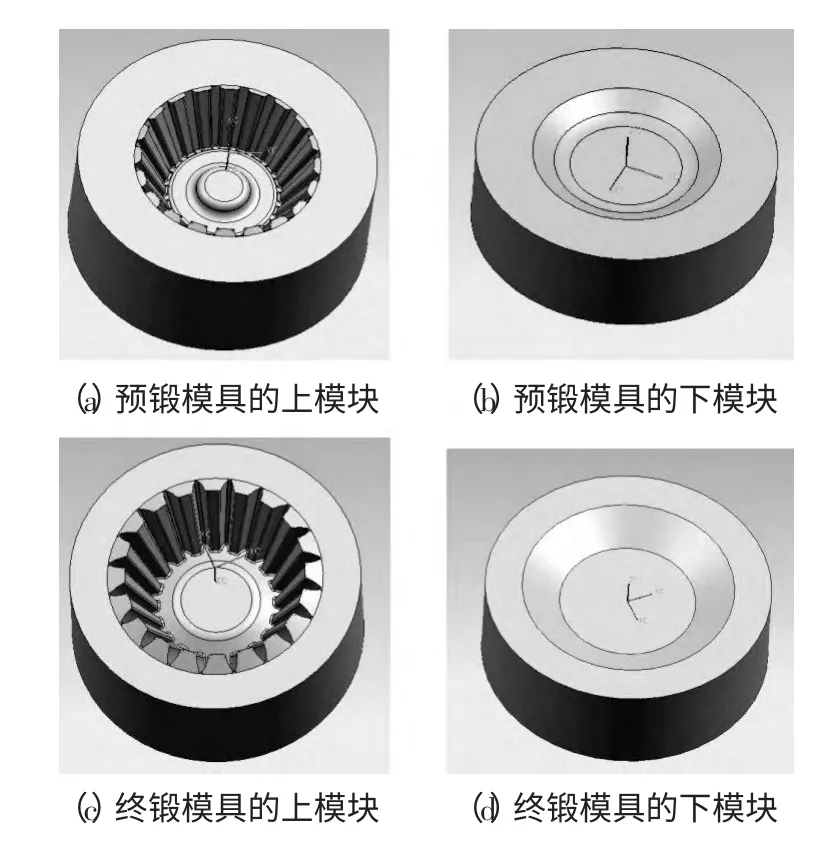
图5 模具成型零件的三维实体造型
2.2 模具结构设计要点
依据锻件的结构特点和设备特点,模具采用整体镶块组合模结构,设计要点如下:
2.2.1 预应力组合凹模结构[10-11]
齿形凹模(简称齿形模)是模具的核心部件,其精度决定锻件的精度,且形状最复杂,加工制造要求最高,齿形模的寿命对模具寿命影响很大。为了保护齿形模,防止成形过程中承压过大而造成模具撑裂,模具结构形式可采用组合凹模结构,即在凹模的外侧再加上模套,如图6 所示。凹模与模套之间为过盈配合,即将凹模压入模套内或将模套热装在凹模上,这样模套会对凹模产生预紧力,因此,模套也可叫做预应力圈。在锻压时,模套会将凹模内的切向拉应力部分或全部抵消掉,这样凹模的承载能力就可以大大提高。预应力组合凹模既可以提高凹模的强度,又可以节省模具钢材料,同时使得凹模的热处理容易进行,是一种非常理想的结构方案。预应力组合凹模通常有双层(1 个模套)和三层(2 个模套)之分,当模膛所承受的应力小于1500MPa 时,可采用双层结构,反之采用三层结构。
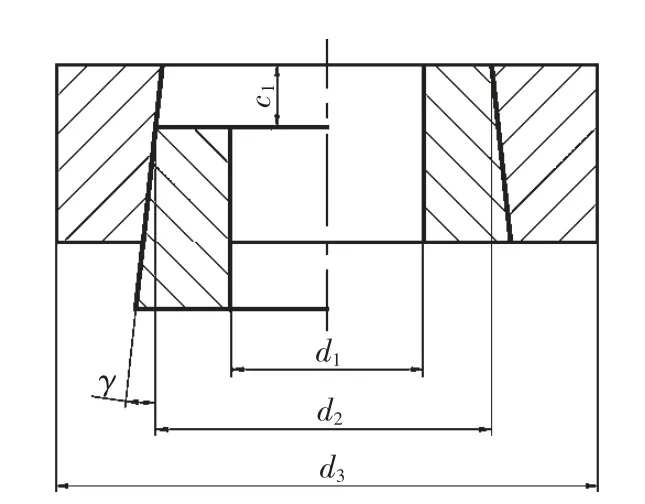
图6 双层组合凹模
由数值模拟结果[9]可知中心分流预锻和终锻时模膛所承受的锻件给予的反作用应力最大约为500MPa,小于1500MPa,所以采用双层组合凹模结构。
2.2.2 齿形模的位置布置
齿形模设在上模有利于成形和清理氧化皮等残渣,但为了便于安放毛坯和顶出工件,也可将齿形模设在下模。直齿圆锥齿轮预锻时圆柱形坯料容易定位安放,主要考虑减少齿形模与坯料的接触时间,防止高温对齿形模寿命的影响,所以预锻模具中的齿形模布置在上模。终锻时主要考虑齿轮预锻件要容易定位安放,并且终锻的锻造温度较低,温度对齿形模的影响不大,所以终锻模具的齿形模布置在下模。
2.2.3 模架、模块及导向装置
根据直齿圆锥齿轮的结构特点,其预锻、终锻模具的模块均选用圆形模块,模块的紧固形式为压板固定。摩擦压力机上精锻模的模架一般由上、下模座、垫板、导向装置、顶出装置和其他零件组成。考虑直齿圆锥齿轮预锻成形时,坯料的变形量大,滑块行程大、导向精度要求高,终锻成形时坯料的变形量小,滑块行程小,所以预锻模具选用导柱导向的组合式锻模模架,终锻模具选用锁扣导向的组合式锻模模架。
2.3 模具结构示意图[12-14]及工作原理
中心分流法成形直齿圆锥齿轮的预锻模具如图7 所示。锻造成形时,上模下行,导柱先进入导套起导向作用,带凸台的上凸模19 接触到坯料时会被迫往上运动,在上模垫块16 的约束下处于上极限位置对坯料小端施加成形作用力锻出凹坑分流区,弹簧处于压缩状态。模具完全闭合后预锻成形结束,获得了小端带凹坑的预锻件。模具打开时,锻压的成形力消失,弹簧的伸展作用迫使上顶杆13 和下顶杆17推动上凸模19 回至初始位置,在上凸模的直接作用下锻件完成脱模。
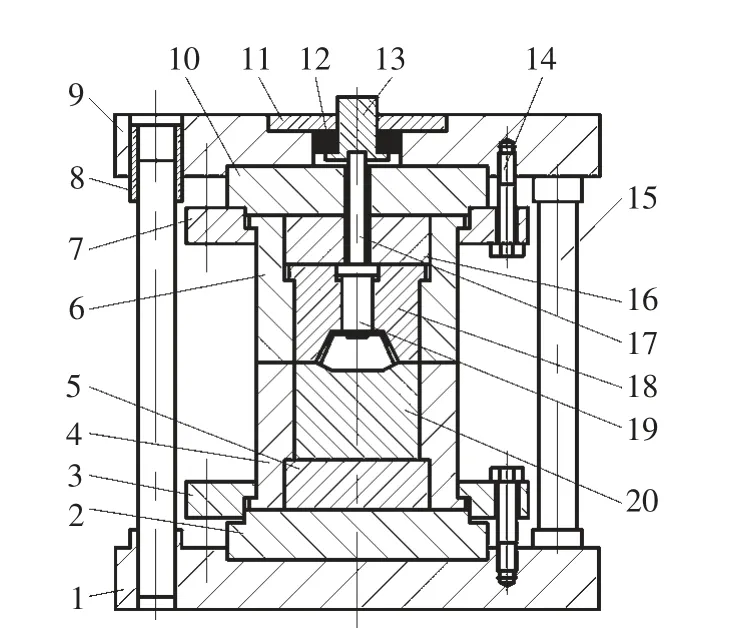
图7 直齿圆锥齿轮预锻模具结构示意图
中心分流法成形直齿圆锥齿轮的终锻模具如图8 所示。终锻成形时,齿形模模套11 通过背锥模模套8 上的锁扣实现导向。下凸模17 成形齿轮小端面最终的形状,在它的作用下预锻件小端的金属实现了向内径向分流,下凸模内的小型芯14 既参与齿轮端面成形,又起到顶杆的作用。模具完全闭合时,成形结束。模具打开时,成形力消失,锻件会留在齿形模10 内,在压力机下顶料机构的顶杆15 以及小型芯14 的共同作用下将锻件由下向上顶出。
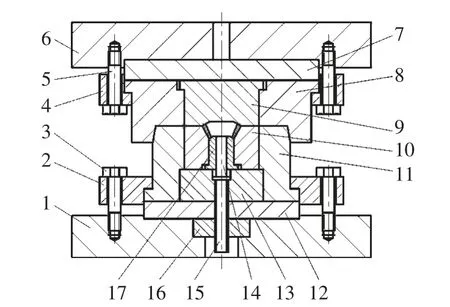
图8 直齿圆锥齿轮终锻模具结构示意图
3 结论
针对直齿圆锥齿轮锻造成形中齿形充填不满及成形力过大导致模具损伤等问题,制定了中心分流精锻工艺方案,进而设计了中心分流预锻和终锻两套模具。模具设计要以合理的锻造工艺方案为依据,并且基于三维设计和数值模拟能及早发现方案的缺点和问题,快速验证工艺方案的合理性,从而为模具设计提供可靠的理论依据。齿轮精锻模具设计比普通锻模考虑的问题要多,其设计要点是齿形模、凸模的形状和尺寸,齿形模的位置布置,凹模的结构形式以及模具的导向形式等。
[1]夏巨谌.精密塑性成形工艺[M].北京:机械工业出版社,1999.
[2]谭险峰,刘 霞,周 庆.直齿轮冲挤—镦挤成形过程数值模拟分析[J].锻压装备与制造技术,2009,44(4):59-61.
[3]K Kondo,K Ohga.Precision cold die forging of a ring gear by divided flow method [J].International Journal of Machine Tools and Manufacture,1995,35(8):1105-1113.
[4]J C Choi,Y Choi.Precision forging of spur gears with inside relief[J].International Journal of Machine Tools and Manufacture,1999,39(10):1575-1588.
[5]Y.K.Lee,S.R.Lee,C.H.Lee,D.Y.Yang.Process modification of bevel gear forging using three -dimensinal finite element analysis [J].Journal of Material Processing Technology,2001,113:59-63.
[6]马修金,肖伯涛,齐卫东.锻造工艺与模具设计[M].北京:北京理工大学出版社,2007.
[7]姚泽坤.锻造工艺学与模具设计[M].西安:西北工业大学出版社,2001.
[8]郝滨海.锻造模具简明设计手册[M].北京:化学工业出版社,2006.
[9]张 琳.直齿圆锥齿轮精锻成形工艺的数值模拟[J].热加工工艺,2013,42(21):139-142.
[10]田福祥,靳会洲.高强度螺栓冷挤镦成形工艺及模具设计[J].锻压装备与制造术,2011,46(1):67-69.
[11]侯天鹏,池成忠,聂慧慧.基于凹模强度的圆柱直齿轮温精锻工艺分析[J].锻压装备与制造技术,2012,(2):57-60.
[12]张艳娥.直齿锥齿轮精密锻造工艺与模具设计方法研究[D].济南:山东大学,2007.
[13]郑 红,吴国锐.基于浮动凹模的航空斜齿轮锻造模具设计[J].热加工工艺,2013,42(11):156-158.
[14]刘华伟,田福祥.直齿圆锥齿轮精锻工艺及模具设计[J].模具制造,2010,(4):59-61.
猜你喜欢
模具制造(2022年2期)2022-03-25
汽车电器(2021年11期)2021-11-26
汽车电器(2019年9期)2019-10-31
制造技术与机床(2018年11期)2018-11-23
北京汽车(2018年4期)2018-09-08
汽车电器(2018年1期)2018-06-05
制造技术与机床(2017年3期)2017-06-23
光学精密工程(2016年6期)2016-11-07
中国科技纵横(2015年1期)2015-12-27
应用技术学报(2014年3期)2014-02-28