
烟气轮机法兰锥体结构及制造工艺改进
2014-07-08 02:17金森乾刘致远
机械工程师 2014年10期
金森乾,刘致远
(1.渤海装备兰州石油化工机械厂,兰州 730060;2.甘肃省炼化特种装备工程技术研究中心,兰州 730060)
0 引 言
烟气轮机是石油炼制过程——催化裂化装置上再生烟气能量回收系统的关键设备,工作在600~720℃的高温和腐蚀性的石油烟气中,工作环境恶劣。烟气轮机壳体是烟机气动流道的重要组成部分,法兰锥体是烟机壳体中的关键零件。法兰锥体作为整体铸造件,结构如图1 所示。该铸件的材质为ZG1Cr18Ni9,铸造成本较高。根据烟气轮机功率大小不同,该件的重量也不同,一般小则接近1 t,大则重4~5 t。
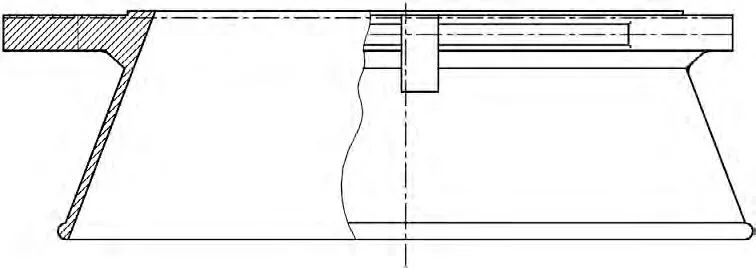
图1 法兰锥体结构示意图
由法兰锥体的结构示意图可以看出,该件由两部分组成,即法兰部分与锥体部分。法兰部分截面厚大,一般超过100 mm 以上,形状也不规则,因此适合于铸造成型。锥体部分壁较薄,最大的壁厚也不超过20 mm。为消除黑皮、夹砂和夹渣等铸造缺陷以及保证壁厚,在铸造工艺设计时锥体单边的加工余量至少10 mm,两边为2 0mm,加工量总和超过了铸件本身的厚度。这样导致后续的机械加工量大、加工周期长。而且由于加工余量过大,导致里面的疏松缺陷暴露出来,而这些薄壁部分又无法通过放置冒口补缩来消除内部缺陷,只能通过自补缩,内部的疏松缺陷难以避免,往往需要补焊处理。
由以上分析可知,法兰锥体的这种结构不适合整体铸造,由于制造成本高、工期长,工件的质量也难以保障,需要技术人员进行必要的改进。
1 法兰锥体结构改进
为减少毛坯铸造缺陷及机加工的工作量,我们将烟气轮机法兰锥体的结构进行了改进。即将该件的法兰部分和锥体部分分开,法兰部分采用铸造工艺成型,锥体部分采用下料铆焊工艺成型,最后再将这两部分焊接在一起。
2 法兰部分铸造工艺改进
原工件的铸造工艺是整体铸造,因此包括木模也是整体结构。为减少生产成本,首先要对木模做必要的改动。
我们选择YL12000Q 型烟气轮机的法兰锥体作为改进试制的第一件。原结构的三维造型见图2,结构改进后铸造法兰部分的三维造型见图3。
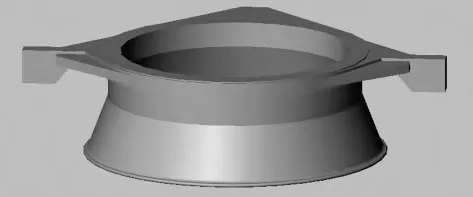
图2 法兰锥体结构改进前的零件造型
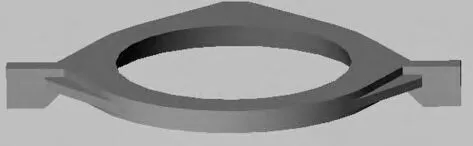
图3 法兰锥体结构改进后的铸造法兰造型
通过对比不难发现,法兰部分的几何尺寸变化不大,因此在原结构模型的基础上做适当改进,就可以实现模型以旧代新,并铸造出法兰部分。
模型利用原结构模型的法兰部分外模,除在尺寸上做必要修改外,再在法兰下部出一个50 mm 高的定位芯头。为形成内部形状,在法兰内部出一个芯子,需单独做一个芯盒。模型结构改进示意图如图4。
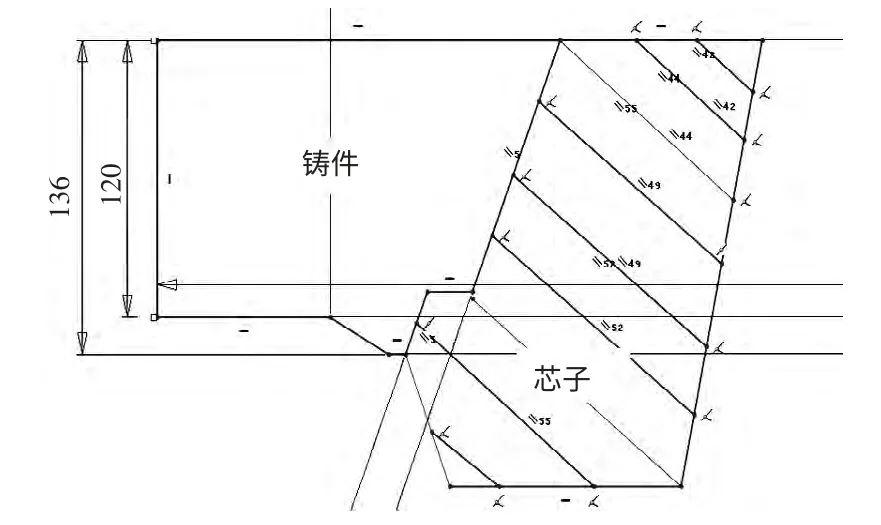
图4 模型结构改进示意图
为进一步节约木料和工时,此芯盒只做360°的1/6,即只做出60°部分,芯盒宽度200 mm 左右即可,也没必要做整体。目的是节约木料和减轻砂芯的重量,便于造型工操作。

图5 法兰部分外模实物

图6 法兰内部芯盒实物(1/6 芯盒)
法兰部分的外模见图5,内部芯盒见图6。
造型时先制出6 个芯子。在外模造好砂型后,将6 个芯子下芯组芯,中间空余部分填干砂或型砂。然后浇注成型。
3 锥体部分的铆焊制造
锥体部分用20 mm 厚的不锈钢板直接下料,材质为0Cr18Ni9。先按图形放样、下料,铆制成锥体形状后,再用手工电焊焊接成型。焊条选择与锥体母材化学成分相接近的不锈钢焊条,同时在结构上去掉原铸造圆弧边,以便于制做,如图7。
4 法兰部分和锥体部分的焊接
法兰与锥体的焊缝结构见图8,在焊接时要注意以下几点:
1)法兰部分不应有气孔、砂眼、夹渣及裂纹等影响强度的铸造缺陷。如有缺陷,必须采取措施消除。
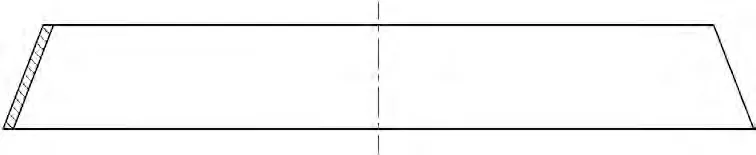
图7 锥体部分结构简图
2)法兰铸造毛坯在焊接前要进行固溶处理。热处理工艺为:1050 ~1100 ℃保温+水冷,以确保铸件基体组织奥氏体化,减少晶界碳化物析出,预防晶间腐蚀。
3)法兰和锥体焊接时焊条采用奥137 或其它不锈钢焊条,环焊缝对口错边不大于钢板厚度的10%。
4)焊接要求按JB/Z105-73 钢制压力容器焊接规程进行,未注单面双面无坡口角焊缝的焊角高度等于较薄构件的厚度。
5)法兰锥体与壳体组焊后整体进行稳定化处理,即850~880 ℃保温+空冷,进一步消除和预防晶间腐蚀,等热处理后再进行机加工。
6)最后,壳体与进气锥一起进行水压试验,试验压力0.588 MPa。
5 结 论
通过YL12000Q 型烟气轮机法兰锥体的结构改进,即将法兰部分采用铸造工艺成型、锥体部分采用下料铆焊工艺成型,最后再将这两部分焊在一起。对改进后的工件做水压试验及局部着色渗透检测后发现,质量完全合格,表明这种结构改进完全合理可行,并可推广应用到其它功率烟气轮机的法兰锥体结构中。
通过对比发现,结构及制造工艺的改进主要有以下优点:
1)单独铸造法兰部分,使铸造难度大大降低,并合理利用了原结构的模型。
2)锥体部分不存在加工余量,使加工周期大大缩短。
3)由于锥体部分是轧制钢板,因此相对铸件组织致密、缺陷少,提高了工件的组织质量和机械性能。
4)经成本核算,改进设计后既节约了原材料,又降低了生产成本。
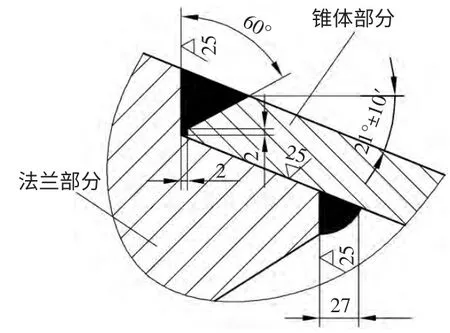
图8 法兰和锥体焊接焊缝示意图
[1] 中国机械工程学会焊接学会.焊接手册[M].3 版.北京:机械工业出版社,2008.
[2] 徐灏.机械设计手册[M].3 版.北京:机械工业出版社,1992.
猜你喜欢
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
系统工程与电子技术(2016年2期)2016-04-16
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18
